PE/HDPE复合闪蒸无纺布及其制备方法与流程
pe/hdpe复合闪蒸无纺布及其制备方法
技术领域
1.本发明涉及复合无纺布制备技术领域,尤其涉及一种pe/hdpe复合闪蒸无纺布及其制备方法。
背景技术:
2.聚乙烯(pe)和高密度聚乙烯(hdpe)均是结晶度较高的化合物,两者分子结构呈直链型排布,从而使分子链可以紧密地堆积在一起,使其具有优异的性能。根据聚乙烯和高密度聚乙烯高度相似的分子结构,将二者复合制备复合材料时,不会破坏原本的分子结构,从而使复合材料能兼备二者的优异性能。
3.聚乙烯和高密度聚乙烯在通常情况下的溶解性较差,因此制备pe/hdpe复合纤维,通常会采用熔融纺丝技术。但是熔融纺丝温度较高,一般在200℃甚至更高,一方面高温可能会破坏聚合物的分子结构,另一方面由于聚合物熔点的差异,熔融纺丝过程熔体存在混合不匀的弊端,最终影响复合纤维的性能。因此,需要研究适合两者复合的溶液纺丝法。
4.考虑到聚乙烯和高密度聚乙烯在常温常压下很难溶解的现状,采用通常的溶液纺丝法,纺丝溶液的配置存在困难。而闪蒸法纺丝是将聚合物置于高温高压反应釜中配置纺丝溶液,进而将纺丝溶液通过喷丝孔喷至温度及压力相对较低的纺丝区域,当纺丝溶液离开喷丝孔时,利用纺丝罐和纺丝区域的温度及压力差,使纺丝溶液中的溶剂迅速蒸发,生成亚纳米细度的单丝组成的网状结构长丝丝束,长丝丝束再经过采集输送,经过热轧等加工,得到无纺布的纺丝工艺。
5.目前利用闪蒸纺丝制备复合无纺布的方法一般是将两种或两种以上的成纤聚合物混溶于纺丝溶剂中,得到纺丝溶液;再通过闪蒸纺丝法将纺丝溶液喷出,热轧成型后得到无纺布。由于聚乙烯和高密度聚乙烯溶解性的差异,如果采用传统的闪蒸复合纺丝技术,两者在高温高压反应釜中溶解时,温度、压强和溶剂的设置要兼顾两种聚合物的性质,这不仅可能造成两种聚合物的溶解和混合不好的弊端,还有可能存在温度和压强导致的两者结构的变化,最终影响复合材料的性能。
6.有鉴于此,有必要设计一种改进的pe/hdpe复合闪蒸无纺布及其制备方法,以解决上述问题。
技术实现要素:
7.本发明的目的在于提供一种pe/hdpe复合闪蒸无纺布及其制备方法,根据聚乙烯和高密度聚乙烯分子结构的特点和溶解性能的差异,结合闪蒸纺丝的特点对其进行改进,将两者分别置于不同的高温高压反应釜中溶解得到纺丝溶液,再将不同纺丝溶液从不同的纺丝设备同时喷出,且保证纺丝溶液喷出时不同的纺丝细流能够发生碰撞,使直链型的聚乙烯和高密度聚乙烯致密均匀地交缠在一起,形成成分均匀的特殊结构的复合纤维丝束,复合纤维丝束沉降在收集带上形成特殊结构的复合纤维网;复合纤维网经热轧得到特殊结构的性能优异的复合闪蒸无纺布。
8.为实现上述发明目的,本发明提供了一种pe/hdpe复合闪蒸无纺布的制备方法,包括如下步骤:
9.s1.纺丝溶液制备:于160-200℃、1-4mpa的第一高温高压反应釜中,将pe溶于第一纺丝溶剂中并不断搅拌,得到第一纺丝溶液;于180-220℃、1.5-5mpa的第二高温高压反应釜中,将hdpe溶于第二纺丝溶剂中并不断搅拌,得到第二纺丝溶液;
10.s2.复合纤维网制备:同时打开所述第一高温高压反应釜和所述第二高温高压反应釜的放料控制阀,使步骤s1得到的所述第一纺丝溶液和所述第二纺丝溶液分别从各自相连的闪蒸纺丝设备的喷丝孔喷出,通过调整喷丝孔的喷出方向以及纺丝溶液的流量,使两股纺丝细流在预设纺丝区发生碰撞交缠,纺丝溶液中的纺丝溶剂瞬间蒸发,聚合物迅速冷却固化,形成纤维束,纤维束沉降在收集带上形成复合纤维网;
11.s3.复合闪蒸无纺布制备:将步骤s2得到的所述复合纤维网经热轧处理,得到复合闪蒸无纺布。
12.作为本发明的进一步改进,步骤s1中,所述第一纺丝溶剂和所述第二纺丝溶剂均选自二氯甲烷、三氯甲烷、环己烷、乙醇、异丙醇、正丁醇中的一种。
13.作为本发明的进一步改进,步骤s1中,所述第一纺丝溶液中,所述pe和所述第一纺丝溶剂的质量比为(12-16):100;所述第二纺丝溶液中,所述hdpe和所述第二纺丝溶剂的质量比为(12-16):100。
14.作为本发明的进一步改进,步骤s2中,所述第一高温高压反应釜的纺丝速度为15000-25000m/min,喷丝孔的孔径为3-20μm;所述第二高温高压反应釜的纺丝速度为15000-25000m/min,喷丝孔的孔径为3-20μm。
15.作为本发明的进一步改进,步骤s2中,纤维束沉降在收集带上形成复合纤维网的速度为100-200m/min。
16.作为本发明的进一步改进,步骤s3中,所述热轧处理的温度为60-80℃,所述复合闪蒸无纺布中,pe和hdpe的质量比为(1:9)-(9:1)。
17.作为本发明的进一步改进,所述纺丝设备的温度为180-220℃,压强为2-3mpa;所述纺丝设备的温度和压强高于所述预设纺丝区的温度和压强,低于与其相连的高温高压反应釜的温度和压强。
18.作为本发明的进一步改进,步骤s1中,所述第一高温高压反应釜中的搅拌转速为100-200rpm,搅拌时间为1-3h;所述第二高温高压反应釜中的搅拌转速为300-500rpm,搅拌时间为1-3h。
19.作为本发明的进一步改进,步骤s1中,高温高压反应釜的压力补偿采用高纯氮气、二氧化碳、氩气中的一种。
20.为实现上述发明目的,本发明还提供了一种pe/hdpe复合闪蒸无纺布,采用上述所述的pe/hdpe复合闪蒸无纺布的制备方法制备得到。
21.本发明的有益效果是:
22.(1)本发明提供的pe/hdpe复合闪蒸无纺布的制备方法,根据聚乙烯和高密度聚乙烯分子结构的特点和溶解性能的差异,并结合闪蒸纺丝的特点,对闪蒸纺丝工艺进行改进,将两者分别置于不同的高温高压反应釜中溶解得到纺丝溶液,再将不同纺丝溶液从不同的纺丝设备同时喷出,通过调整喷丝孔的喷出方向以及纺丝溶液的流量,保证纺丝溶液喷出
时两股纺丝细流能够发生碰撞,使聚乙烯和高密度聚乙烯纤维束缠绕在一起得到复合纤维网,复合纤维网经热轧得到复合闪蒸无纺布。首先,将聚乙烯和高密度聚乙烯分别置于不同的高温高压反应釜中进行溶解,可以根据各自的性质选择合适的温度、压力及纺丝溶剂,不需要额外考虑两者溶解特性以及相互之间的影响,使聚合物溶解的更充分,且不破坏两者的直链型的分子结构,得到的纺丝溶液均匀性更好;其次,确保两股纺丝溶液喷出过程中发生碰撞,两种纺丝溶液从喷丝孔喷出时,由于纺丝设备和预纺丝区存在温度和压力差,纺丝溶剂迅速蒸发,两种聚合物通过喷丝孔的挤压和牵伸,经散射后形成亚纳米级的超细网状丝束,纺丝细流的碰撞使得两股高速运动的超细网状丝束在预纺丝区拉伸并使网状丝束相互交缠在一起(先进行一次粘合),由于聚乙烯和高密度聚乙烯均为直链型分子,两者结构排列较为整齐,从而使碰撞时交缠的更为致密均匀,形成成分均匀的特殊结构的复合纤维丝束,复合纤维丝束沉降在收集带上形成特殊结构的复合纤维网;同时结合闪蒸纺丝溶剂迅速蒸发的特点,分子链的交缠发生在溶剂蒸发之后,因此分子链交缠得到的特殊结构较为稳定,不会受溶剂蒸发的影响;最后,经热轧处理时,特殊结构的复合纤维网再经过一次粘合,即聚乙烯和高密度聚乙烯会发生两次粘合,进一步提高不同聚合物之间的粘合度,得到性能优异的复合闪蒸无纺布。
23.(2)本发明提供的pe/hdpe复合闪蒸无纺布的制备方法,通过控制纺丝溶液的浓度、喷丝孔的孔径及纺丝速度,从而控制不同纤维束的缠绕程度,进而控制复合纤维网的结构,最终控制复合闪蒸无纺布的结构,使最所得无纺布性能优异,该方法较为简单,可控性好,能适用于大规模的生产。
24.(3)本发明制备的pe/hdpe复合闪蒸无纺布,防水性和机械性能较好,且经高温热处理后,机械性能依然能够保持,使用寿命较长。
附图说明
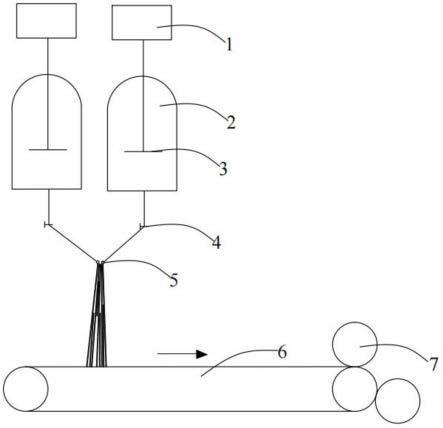
25.图1为本发明制备pe/hdpe复合闪蒸无纺布设备的结构示意图。
26.附图标记
27.1-搅拌控制器;2-高温高压反应釜;3-搅拌叶片;4-高温高压反应釜的放料控制阀;5-喷丝孔;6-收集带;7-热轧辊。
具体实施方式
28.为了使本发明的目的、技术方案和优点更加清楚,下面结合附图和具体实施例对本发明进行详细描述。
29.在此,还需要说明的是,为了避免因不必要的细节而模糊了本发明,在附图中仅仅示出了与本发明的方案密切相关的结构和/或处理步骤,而省略了与本发明关系不大的其他细节。
30.另外,还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
31.本发明提供了一种pe/hdpe复合闪蒸无纺布的制备方法,包括如下步骤:
32.s1.纺丝溶液制备:
33.于160-200℃、1-4mpa的第一高温高压反应釜中,按pe和第一纺丝溶剂的质量比为(12-16):100的比例,将pe溶于第一纺丝溶剂中并不断搅拌,在搅拌转速为100-200rpm的情况下搅拌1-3h,得到第一纺丝溶液。其中,第一纺丝溶剂选自二氯甲烷、三氯甲烷、环己烷、乙醇、异丙醇、正丁醇中的一种。
34.于180-220℃、1.5-5mpa的第二高温高压反应釜中,按hdpe和第二纺丝溶剂的质量比为(12-16):100的比例,将hdpe溶于第二纺丝溶剂中并不断搅拌,在搅拌转速为300-500rpm的情况下搅拌1-3h,得到第二纺丝溶液。其中,第二纺丝溶剂选自二氯甲烷、三氯甲烷、环己烷、乙醇、异丙醇、正丁醇中的一种。
35.具体地,第一高温高压反应釜和第二高温高压反应釜的压力补偿采用高纯氮气、二氧化碳、氩气中的一种。
36.采用两组高温高压反应釜,将不同的聚合物分别置于不同的高温高压反应釜中进行溶解,如此操作,可以根据不同聚合物的性质选择合适的温度、压力及纺丝溶剂,不需要额外考虑不同聚合物的溶解特性以及相互之间的影响,使聚合物溶解的更充分。
37.s2.复合纤维网制备:
38.同时打开第一高温高压反应釜和第二高温高压反应釜的放料控制阀,使步骤s1得到的第一纺丝溶液和第二纺丝溶液分别从各自相连的闪蒸纺丝设备的喷丝孔喷出,通过调整喷丝孔的喷出方向,使两股纺丝细流在预设纺丝区发生碰撞交缠,纺丝溶液中的纺丝溶剂瞬间蒸发,聚合物迅速冷却固化,形成纤维束,纤维束以100-200m/min的速度沉降在收集带上形成复合纤维网。
39.其中,第一高温高压反应釜的纺丝速度为15000-25000m/min,喷丝孔的孔径为3-20μm;第二高温高压反应釜的纺丝速度为15000-25000m/min,喷丝孔的孔径为3-20μm。
40.闪蒸纺丝设备的温度为180-220℃,压强为2-3mpa;纺丝设备的温度和压强高于预设纺丝区的温度和压强,低于与其相连的高温高压反应釜的温度和压强。纺丝速度主要通过闪蒸纺丝设备的压强来控制,在一定范围内,压强越大,出丝速度越快,两种纤维的碰撞更充分,从而使其交缠的更充分,进而得到更致密均匀的复合纤维网,最终得到高性能的复合闪蒸无纺布。
41.纺丝溶液从喷丝孔喷出的过程中,纺丝设备和预纺丝区存在温度和压力差,使纺丝溶液中的纺丝溶剂迅速蒸发,纺丝溶液中的聚合物通过喷丝孔的挤压和牵伸,以超高的速度从喷丝孔喷出,经散射后形成亚纳米级的超细网状丝束。两种纺丝溶液分别从两组纺丝设备的喷丝孔同时喷出,纺丝细流的碰撞使两股高速运动的超细网状丝束在预纺丝区相互交缠在一起,形成复合的纤维丝束,复合纤维丝束沉降在收集带上形成复合纤维网。
42.s3.复合闪蒸无纺布制备:
43.将步骤s2得到的复合纤维网经辊轮的热轧处理,使复合纤维网进一步相互交缠,得到复合闪蒸无纺布。
44.具体地,热轧处理放入温度为60-80℃,复合闪蒸无纺布中,第一聚合物和第二聚合物的质量比为(1:9)-(9:1)。
45.本发明还提供了一种pe/hdpe复合闪蒸无纺布,采用上述所述的pe/hdpe复合闪蒸无纺布的制备方法制备得到单位面积质量为20-80g/m2、厚度为0.05-0.2mm的无纺布。所得
无纺布的防水性、机械性能和耐热老化性能较好。
46.具体地,请参照图1所示的设备结构示意图,pe和hdpe以及纺丝溶剂分别放入不同的高温高压反应釜2中,通过搅拌控制器1控制搅拌叶片3的转速,对纺丝溶液进行搅拌,得到纺丝溶液;同时打开两个高温高压反应釜2的放料控制阀4,不同的纺丝溶液分别从各自相连的闪蒸纺丝设备的喷丝孔5喷出(闪蒸纺丝设备未画出),通过调整喷丝孔5的喷出方向,使两股纺丝细流在预设纺丝区发生碰撞交缠,纺丝溶液中的纺丝溶剂瞬间蒸发,聚合物迅速冷却固化,形成纤维束,纤维束沉降在收集带6上形成复合纤维网;复合纤维网经热轧辊7热轧处理,得到复合闪蒸无纺布。
47.下面通过多个实施例对本发明进行详细描述:
48.实施例1
49.一种pe/hdpe复合闪蒸无纺布的制备方法,包括如下步骤:
50.s1.纺丝溶液制备:
51.于185℃、3mpa的第一高温高压反应釜中,按pe和二氯甲烷的质量比为14:100的比例,将pe溶于二氯甲烷中并不断搅拌,在搅拌转速为150rpm的情况下搅拌2h,得到第一纺丝溶液。
52.于200℃、4mpa的第二高温高压反应釜中,按hdpe和二氯甲烷的质量比为13:100的比例,将hdpe溶于二氯甲烷中并不断搅拌,在搅拌转速为400rpm的情况下搅拌2h,得到第二纺丝溶液。
53.s2.复合纤维网制备:
54.同时打开第一高温高压反应釜和第二高温高压反应釜的放料控制阀,使步骤s1得到的第一纺丝溶液和第二纺丝溶液分别从各自相连的闪蒸纺丝设备的喷丝孔喷出,通过调整喷丝孔的喷出方向,使两股纺丝细流在预设纺丝区发生碰撞交缠,纺丝溶液中的纺丝溶剂瞬间蒸发,聚合物迅速冷却固化,形成纤维束,纤维束以150m/min的速度沉降在收集带上形成复合纤维网。
55.其中,第一高温高压反应釜的纺丝速度为15000m/min,喷丝孔的孔径为3μm;第二高温高压反应釜的纺丝速度为15000m/min,喷丝孔的孔径为3μm。
56.s3.复合闪蒸无纺布制备:
57.将步骤s2得到的复合纤维网在70℃经辊轮的热轧处理,使复合纤维网进一步相互交缠,得到复合闪蒸无纺布。
58.实施例2-4
59.一种pe/hdpe复合闪蒸无纺布的制备方法,与实施例1相比,不同之处在于,在步骤s1中,第一纺丝溶液中pe和二氯甲烷的第一质量比以及第二纺丝溶液中hdpe和二氯甲烷的第二质量比不同,其他与实施例1大致相同,在此不再赘述。
60.将实施例1-4制备的pe/hdpe复合闪蒸无纺布进行性能测试,结果如表1所示,其中,防水性指将1000mm水柱施加于无纺布上2h,看是否有渗透;拉伸强度指纵向拉伸强度,伸长率指纵向最大力时的断裂伸长率;热处理为将无纺布置于80℃的环境下处理168h:
61.表1实施例1-4制备的复合闪蒸无纺布相关性能
62.实施例第一质量比第二质量比实施例114:10013:100
实施例216:10016:100实施例312:10012:100实施例416:10012:100
[0063][0064]
由表1可知,(1)实施例1-4制备的四种pe/hdpe复合闪蒸无纺布样品防水性均合格。(2)随着hdpe含量的增加,所得复合闪蒸无纺布的拉伸强度逐渐增强,这主要是由于hdpe自身具有较高的拉伸强度。(3)随着pe含量的增加,所得复合闪蒸无纺布的伸长率呈现增加的趋势,这主要是因为pe具有较好的柔性,能增加无纺布的伸长率。(4)四种pe/hdpe复合闪蒸无纺布样品经80℃处理168小时后,拉伸强度以及伸长率都没有很大减弱,证明该无纺布耐热性能比较优异。
[0065]
实施例5-7
[0066]
一种pe/hdpe复合闪蒸无纺布的制备方法,与实施例1相比,不同之处在于,在步骤s2中,与第一高温高压反应釜相连的纺丝设备的喷丝孔的第一孔径及与第二高温高压反应釜相连的纺丝设备的喷丝孔的第二孔径不同,其他与实施例1大致相同,在此不再赘述。
[0067]
将实施例5-7制备的pe/hdpe复合闪蒸无纺布进行性能测试,结果如表2所示,其中,防水性指将1000mm水柱施加于无纺布上2h,看是否有渗透;拉伸强度指纵向拉伸强度,伸长率指纵向最大力时的断裂伸长率;热处理为将无纺布置于80℃的环境下处理168h:
[0068]
表2实施例5-7制备的复合闪蒸无纺布相关性能
[0069]
实施例第一孔径(μm)第二孔径(μm)实施例133实施例536实施例643实施例777
[0070][0071]
由表2可知,在纺丝设备中的压力不变的情况下,喷丝孔直径的变化,会使喷出的纺丝细流的直径发生变化,从而影响纤维的直径,进而影响无纺布的孔径和结构,在一定范围内,喷丝孔直径的变化,对无纺布的防水性影响不大,无纺布的防水性整体较好。
[0072]
在第一孔径相同时,随着第二孔径的增大(实施例1、5),所得复合闪蒸无纺布的拉伸强度有所减小,这主要是因为喷丝孔直径的差异,会使两种纤维的直径偏差较大,使两种纤维交缠得到的复合网粗细不均匀,从而使无纺布的拉伸强度有所偏差。
[0073]
在第二孔径相同时,随着第一孔径的略微增大(实施例1、6),所得复合闪蒸无纺布的拉伸强度有所增加,这主要是因为两个喷丝孔直径差异很小,不会影响两种纤维交缠得到的复合网的结构;同时,第一孔径的略微增大,使纤维直径略微增大,从而使无纺布的拉伸强度有所增大。
[0074]
由实施例7可知,随着第一孔径和第二孔径的同时增大,所得复合闪蒸无纺布的拉伸强度较小,这主要是因为随着喷丝孔直径的增大,纺丝的出丝速度减小(喷丝孔处受到的压力减小),使两股纺丝细流的碰撞减小,两种纤维的交缠程度不同,从而影响复合纤维网的结构,进而影响无纺布的拉伸强度。但整体的拉伸强度较优。
[0075]
喷丝孔的孔径需要保持在一定的范围内,孔径过小,纺丝溶液(高聚物溶液)容易堵塞喷丝孔,影响纺丝过程;孔径过大,会使纤维直径较大,且两种纤维的交缠程度不好,进而影响无纺布的结构,从而影响其性能。
[0076]
实施例8-10
[0077]
一种pe/hdpe复合闪蒸无纺布的制备方法,与实施例1相比,不同之处在于,在步骤s2中,与第一高温高压反应釜相连的纺丝设备的第一纺丝速度及与第二高温高压反应釜相连的纺丝设备的第二纺丝速度不同,其他与实施例1大致相同,在此不再赘述。
[0078]
将实施例8-10制备的复合闪蒸无纺布进行性能测试,结果如表2所示,其中,防水性指将1000mm水柱施加于无纺布上2h,看是否有渗透;拉伸强度指纵向拉伸强度,伸长率指纵向最大力时的断裂伸长率;热处理为将无纺布置于80℃的环境下处理168h:
[0079]
表3实施例8-10制备的复合闪蒸无纺布相关性能
[0080]
实施例第一纺丝速度(m/min)第二纺丝速度(m/min)实施例11500015000实施例81800015000
实施例92500015000实施例102500025000
[0081][0082]
由表3可知,在第二纺丝速度相同的情况下,随着第一纺丝速度的增大(实施例1、8、9),所得复合闪蒸无纺布的拉伸强度和伸长率逐渐增大,这主要是因为,随着纺丝速度的增加,相应单位时间喷出的纺丝细流越多,两股纺丝细流的碰撞更充分,从而使聚乙烯和高密度聚乙烯纤维束缠绕在一起得到的复合纤维网更为致密,使得到的复合闪蒸无纺布结构致密均匀,进而提高其拉伸强度和伸长率。随着第一纺丝速度和第二纺丝速度的同时增加(实施例10),所得复合闪蒸无纺布的拉伸强度呈现较大的增长趋势。纺丝速度过大和过小,都会影响纤维的性能,进而影响无纺布的性能,这主要是因为纺丝速度会影响pe和hdpe的结晶速率和结晶度。
[0083]
实施例8-10制备的四种pe/hdpe复合闪蒸无纺布样品防水性均合格。同时,四种pe/hdpe复合闪蒸无纺布样品经80℃处理168小时后,拉伸强度以及伸长率都没有很大减弱,进一步证明材料耐热性能比较优异。
[0084]
对比例1
[0085]
一种pe/hdpe复合闪蒸无纺布的制备方法,与实施例1相比,不同之处在于,在步骤s2中,同时打开第一高温高压反应釜和第二高温高压反应釜的放料控制阀,调节喷丝孔的方向,使第一纺丝溶液和第二纺丝溶液从喷丝孔喷出时不发生碰撞,其他与实施例1大致相同,在此不再赘述。所得闪蒸无纺布的防水性较差,拉伸强度为273n/50mm,伸长率为9%,将热处理后的拉伸强度保持率为92%,伸长率保持率为90%,所得闪蒸无纺布的性能明显较差,这主要是因为不同纺丝溶液在喷出过程中没有发生碰撞,两种聚合物之间没有发生交缠,经热轧处理后,一方面复合纤维网之间的粘合度不够,另一方面无纺布中两种组分的分布不均匀,使得其性能较差。
[0086]
对比例2
[0087]
一种pe/hdpe复合闪蒸无纺布的制备方法,与实施例1相比,不同之处在于,先将两种聚合物混溶于同一纺丝溶剂中,高温高压反应釜的温度设定为180℃,压强为4mpa,得到复合纺丝溶液,再通过闪蒸纺丝和热轧成型得到复合无纺布。所得闪蒸无纺布的防水性较差,拉伸强度为150n/50mm,伸长率为7%,将热处理后的拉伸强度保持率为90%。伸长率保持率90%,所得闪蒸无纺布的性能也差于本发明制得的复合无纺布,进一步说明本发明制
备的复合闪蒸无纺布的性能较优。
[0088]
综上所述,本发明提供了一种pe/hdpe复合闪蒸无纺布及其制备方法,根据聚乙烯和高密度聚乙烯分子结构的特点和溶解性能的差异,并结合闪蒸纺丝的特点,对闪蒸纺丝工艺进行改进,将两者分别置于不同的高温高压反应釜中溶解得到纺丝溶液,再将不同纺丝溶液从不同的纺丝设备同时喷出,且保证纺丝溶液喷出时不同的纺丝细流能够发生碰撞,使不同成分的纤维束缠绕在一起得到特殊结构的复合纤维网,复合纤维网经热轧得到特殊结构的性能优异的复合闪蒸无纺布;该方法较为简单,可控性好,能适用于大规模的生产;所得复合闪蒸无纺布,防水性和机械性能较好,且经高温热处理后,机械性能依然能够保持,使用寿命较长。
[0089]
以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1