一种高效针织面料提花的生产工艺的制作方法
1.本发明涉及纺织技术领域,尤其涉及一种高效针织面料提花的生产工艺。
背景技术:
2.随着人们生活水平的逐渐提高,对于绿色、健康的需求也逐渐增强。纺织品作为人体的第二皮肤,与人们的健康密切相关,在环境污染日益严重的今天,纺织品也成为各种细菌和病菌滋生和繁殖的场所;给贴身纺织品进行抗菌整理以达到抗菌功效的概念已经被越来越多的人们所认识;通过传统生产工艺生产出来的针织面料普遍存在抗菌的持久性差,在洗涤5至10次后,抗菌的功能几乎就没有了;拒水拒油性能性能较低,不适用于工厂车间或户外作业等油污多的工作环境;抗紫外线性能差,不能很好的保护皮肤;而且现有的面料的生产工艺,对于面料表面的提花结构不够清晰,往往出现局部或整体轮廓较浅,花纹或图案不完整的问题。
技术实现要素:
3.为了解决上述问题,本发明提出一种高效针织面料提花的生产工艺,以更加确切地解决上述所述传统面料抗菌的持久性差、抗紫外线性能差以及对于面料表面的提花结构不够清晰的问题。
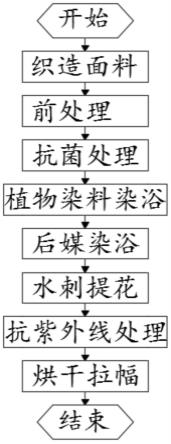
4.本发明通过以下技术方案实现的:本发明提出一种高效针织面料提花的生产工艺,所述生产工艺过程如下:织造面料-前处理~抗菌处理~植物染料染浴~后媒染浴~水刺提花~抗紫外线处理~烘干拉幅,具体步骤如下:步骤1;织造面料:面料由细度为45~65s的木棉涤纶纤维和40~50s的混纺纱在针织双面大圆机上编织而成;步骤2;前处理:以1:15浴比染机入水,然后将水加热至35~45℃,入布,加入助漂剂,所述助漂剂包括10~15g/l的非离子渗透剂,10~15g/l的稳定剂,2~5g/l的抗皱剂,以及20~40g/l的烧碱、50~70g/l的双氧水;接着以2.2~2.8℃/min的速率将染机中溶液升温至80~90℃,然后保温煮漂30~35min,然后排液、水洗、脱水;步骤3;抗菌处理:以1:15浴比染机入水,然后染机中放入面料、抗菌剂、nt-504f交联剂5~15g/l、nt-xr603d柔软剂5~10g/l、nt-x018拒水剂50~60g/l,接着以2.2~2.8℃/min的速率将染机中溶液升温至40~50℃,然后染机保温运行25~35min,排液,接着常温水洗10~15min,用浸轧法对面料进行防水整理;步骤4;植物染料染浴:配置植物染料染浴,将抗菌处理后的面料置于植物染料染浴中,浴比为1:9,染色ph为5.5~6.5,升温至85~95℃,升温速率为2.2~2.8℃/min,染色时间为45~55min;将染色后的面料取出,水洗后备用;步骤5;后媒染浴:将步骤5中染色后的面料放入后媒染液中,并加入染色助剂,浴比1:7.5,升温至40℃,保温30min,将后媒染后的棉纱线取出水洗,备用;所述后媒染液由
1.5~1.8g/l醋酸和0.8~2.5g/l硫酸亚铁溶液中组成,配置时先放醋酸,后放硫酸亚铁;步骤6;水刺提花:经过后媒染浴后的面料经过转鼓同时进行水刺及提花,提花采用手工台板提花或布动机印子提花,在面料表面形成预定图案;步骤7;抗紫外线处理:按照1:5浴比浸轧机入水,然后将抗紫外线剂加入到浸轧机中,接着将面料放入浸轧机中在常温下浸泡150-180min,使面料充分浸透,然后通过浸轧机将面料中多余的水分轧出,轧液率为60~70%;步骤8;烘干拉幅:在烘干机中对面料进行烘干,烘干温度为85~95℃,烘干速度为10~12m/min,然后在定型机上对面料进行高温拉幅。
5.优选的,所述步骤1中,所述面料中木棉涤纶纤维的质量占比为45~55%,所述混纺纱由石墨烯呢绒纤维和防紫外涤纶长丝混纺而成,混纺纱中防紫外涤纶长丝的质量占比为55~65%;优选的, 所述防紫外涤纶长丝材质为聚对苯二甲酸乙二醇酯(pet),线密度166.67dtex/144f*3。
6.优选的,所述步骤3中,所述的浸轧法包括如下步骤:一浸一轧
→
烘干
→
焙烘,所述的一浸一轧工艺中轧余率为55~65%。
7.优选的,所述步骤3中,所述抗菌剂为20~30份氢氧化钾、10~20份二氧化钛粉末、5~10份十二烷基苯磺酸钠、30~40份去离子水的复配组合物。
8.优选的,所述步骤7中,所述抗紫外线剂为htuv100抗紫外线整理剂15~25g/l、nt-504f交联剂25~35g/l及防紫外线粉体15~25%的复配组合物,所述防紫外粉体采用纳米级高浓度二氧化钛。
9.优选的,所述步骤8中,所述拉幅温度为170~180℃,拉幅速度为18~26m/min,定型上超位为110~115m,定型下超位为90~100m,风机的风压为100~120kpa。
10.优选的,所述步骤5中,所述染色助剂为螯合分散剂20-30份、元明粉15-25份、纯碱5-10份、片碱3-7份和水10-20份的复配组合物。
11.优选的,所述步骤2中,所述渗透剂为脂肪醇聚氧烷烯醚;所述稳定剂包括二价锡盐、蒽醌与dtpa的复配体,膦酸盐、羟基羧酸与锡复配的胶体溶液,氧化锡与有机膦酸、硝酸钠复配的胶体溶液。
12.本发明的有益效果:本发明提出的一种高效针织面料提花的生产工艺,由木棉涤纶纤维和混纺纱在针织双面大圆机上编织而成,混纺纱由石墨烯呢绒纤维和防紫外涤纶长丝混纺而成,石墨烯呢绒纤维和防紫外涤纶长丝混纺,配合后续工艺步骤中加入的抗皱剂、抗菌剂、拒水剂和抗紫外线剂,能够提高针织面料的耐磨性,使面料具有低温远红外发热、抗紫外线和抗菌防螨功能、抗菌的持久性好,经过浸渍整理后针织面料具有良好的拒水拒油性能,能够被广泛应用于工厂车间或户外作业等油污多的工作环境;并且通过采用的水刺提花工艺,可以很好的解决对于面料表面的提花结构不够清晰,容易出现局部或整体轮廓较浅,花纹或图案不完整的问题;使得提花后的图案或花纹不易变形,水刺提花工序在脱漂后进行,避免了先脱漂后导致脱漂工序对提花结构的破坏,保护了提花结构的完整清晰,使得面料结构紧密,网孔分部更加均匀,使用舒适感更强。
附图说明
13.图1为本发明的流程图。
具体实施方式
14.为了更加清楚完整的说明本发明的技术方案,下面结合附图对本发明作进一步说明。
15.实施例1本发明提出一种高效针织面料提花的生产工艺,生产工艺过程如下:织造面料-前处理~抗菌处理~植物染料染浴~后媒染浴~水刺提花~抗紫外线处理~烘干拉幅,具体步骤如下:步骤1;织造面料:面料由细度为45s的木棉涤纶纤维和40s的混纺纱在针织双面大圆机上编织而成;步骤2;前处理:以1:15浴比染机入水,然后将水加热至35℃,入布,加入助漂剂,助漂剂包括10g/l的非离子渗透剂,10g/l的稳定剂,2g/l的抗皱剂,以及20g/l的烧碱、50g/l的双氧水;接着以2.2℃/min的速率将染机中溶液升温至80℃,然后保温煮漂30min,然后排液、水洗、脱水;步骤3;抗菌处理:以1:15浴比染机入水,然后染机中放入面料、抗菌剂、nt-504f交联剂5g/l、nt-xr603d柔软剂5g/l、nt-x018拒水剂50g/l,接着以2.2℃/min的速率将染机中溶液升温至40℃,然后染机保温运行25min,排液,接着常温水洗10min,用浸轧法对面料进行防水整理;步骤4;植物染料染浴:配置植物染料染浴,将抗菌处理后的面料置于植物染料染浴中,浴比为1:9,染色ph为5.5,升温至85℃,升温速率为2.2℃/min,染色时间为45min;将染色后的面料取出,水洗后备用;步骤5;后媒染浴:将步骤5中染色后的面料放入后媒染液中,并加入染色助剂,浴比1:7.5,升温至40℃,保温30min,将后媒染后的棉纱线取出水洗,备用;后媒染液由1.5g/l醋酸和0.8g/l硫酸亚铁溶液中组成,配置时先放醋酸,后放硫酸亚铁;步骤6;水刺提花:经过后媒染浴后的面料经过转鼓同时进行水刺及提花,提花采用手工台板提花,在面料表面形成预定图案;步骤7;抗紫外线处理:按照1:5浴比浸轧机入水,然后将抗紫外线剂加入到浸轧机中,接着将面料放入浸轧机中在常温下浸泡150min,使面料充分浸透,然后通过浸轧机将面料中多余的水分轧出,轧液率为60%;步骤8;烘干拉幅:在烘干机中对面料进行烘干,烘干温度为85℃,烘干速度为10~12m/min,然后在定型机上对面料进行高温拉幅。
16.在一个实施例中,步骤1中,面料中木棉涤纶纤维的质量占比为45%,混纺纱由石墨烯呢绒纤维和防紫外涤纶长丝混纺而成,混纺纱中防紫外涤纶长丝的质量占比为55%;在一个实施例中, 防紫外涤纶长丝材质为聚对苯二甲酸乙二醇酯(pet),线密度166.67dtex/144f*3。
17.在一个实施例中,步骤3中,的浸轧法包括如下步骤:一浸一轧
→
烘干
→
焙烘,的一浸一轧工艺中轧余率为55~65%。
18.在一个实施例中,步骤3中,抗菌剂为20份氢氧化钾、10份二氧化钛粉末、5份十二烷基苯磺酸钠、30份去离子水的复配组合物。
19.在一个实施例中,步骤7中,抗紫外线剂为htuv100抗紫外线整理剂15g/l、nt-504f交联剂25g/l及防紫外线粉体15%的复配组合物,防紫外粉体采用纳米级高浓度二氧化钛。
20.在一个实施例中,步骤8中,拉幅温度为170℃,拉幅速度为18m/min,定型上超位为110m,定型下超位为90m,风机的风压为100kpa。
21.在一个实施例中,步骤5中,染色助剂为螯合分散剂20份、元明粉15份、纯碱5份、片碱3份和水10份的复配组合物。
22.在一个实施例中,步骤2中,渗透剂为脂肪醇聚氧烷烯醚;稳定剂包括二价锡盐、蒽醌与dtpa的复配体,膦酸盐、羟基羧酸与锡复配的胶体溶液,氧化锡与有机膦酸、硝酸钠复配的胶体溶液。
23.实施例2本发明提出一种高效针织面料提花的生产工艺,生产工艺过程如下:织造面料-前处理~抗菌处理~植物染料染浴~后媒染浴~水刺提花~抗紫外线处理~烘干拉幅,具体步骤如下:步骤1;织造面料:面料由细度为50s的木棉涤纶纤维和45s的混纺纱在针织双面大圆机上编织而成;步骤2;前处理:以1:15浴比染机入水,然后将水加热至40℃,入布,加入助漂剂,助漂剂包括12g/l的非离子渗透剂,12g/l的稳定剂,3g/l的抗皱剂,以及30g/l的烧碱、60g/l的双氧水;接着以2.5℃/min的速率将染机中溶液升温至85℃,然后保温煮漂32min,然后排液、水洗、脱水;步骤3;抗菌处理:以1:15浴比染机入水,然后染机中放入面料、抗菌剂、nt-504f交联剂10g/l、nt-xr603d柔软剂8g/l、nt-x018拒水剂55g/l,接着以2.5℃/min的速率将染机中溶液升温至45℃,然后染机保温运行30min,排液,接着常温水洗12min,用浸轧法对面料进行防水整理;步骤4;植物染料染浴:配置植物染料染浴,将抗菌处理后的面料置于植物染料染浴中,浴比为1:9,染色ph为6,升温至90℃,升温速率为2.5℃/min,染色时间为50min;将染色后的面料取出,水洗后备用;步骤5;后媒染浴:将步骤5中染色后的面料放入后媒染液中,并加入染色助剂,浴比1:7.5,升温至40℃,保温30min,将后媒染后的棉纱线取出水洗,备用;后媒染液由1.6g/l醋酸和1.5g/l硫酸亚铁溶液中组成,配置时先放醋酸,后放硫酸亚铁;步骤6;水刺提花:经过后媒染浴后的面料经过转鼓同时进行水刺及提花,提花采用手工台板提花或布动机印子提花,在面料表面形成预定图案;步骤7;抗紫外线处理:按照1:5浴比浸轧机入水,然后将抗紫外线剂加入到浸轧机中,接着将面料放入浸轧机中在常温下浸泡160min,使面料充分浸透,然后通过浸轧机将面料中多余的水分轧出,轧液率为60~70%;步骤8;烘干拉幅:在烘干机中对面料进行烘干,烘干温度为90℃,烘干速度为11m/min,然后在定型机上对面料进行高温拉幅。
24.在一个实施例中,步骤1中,面料中木棉涤纶纤维的质量占比为50%,混纺纱由石
墨烯呢绒纤维和防紫外涤纶长丝混纺而成,混纺纱中防紫外涤纶长丝的质量占比为60%;在一个实施例中, 防紫外涤纶长丝材质为聚对苯二甲酸乙二醇酯(pet),线密度166.67dtex/144f*3。
25.在一个实施例中,步骤3中,的浸轧法包括如下步骤:一浸一轧
→
烘干
→
焙烘,的一浸一轧工艺中轧余率为60%。
26.在一个实施例中,步骤3中,抗菌剂为25份氢氧化钾、15份二氧化钛粉末、8份十二烷基苯磺酸钠、35份去离子水的复配组合物。
27.在一个实施例中,步骤7中,抗紫外线剂为htuv100抗紫外线整理剂20g/l、nt-504f交联剂30g/l及防紫外线粉体20%的复配组合物,防紫外粉体采用纳米级高浓度二氧化钛。
28.在一个实施例中,步骤8中,拉幅温度为175℃,拉幅速度为22m/min,定型上超位为112m,定型下超位为95m,风机的风压为110kpa。
29.在一个实施例中,步骤5中,染色助剂为螯合分散剂25份、元明粉20份、纯碱8份、片碱5份和水15份的复配组合物。
30.在一个实施例中,步骤2中,渗透剂为脂肪醇聚氧烷烯醚;稳定剂包括二价锡盐、蒽醌与dtpa的复配体,膦酸盐、羟基羧酸与锡复配的胶体溶液,氧化锡与有机膦酸、硝酸钠复配的胶体溶液。
31.实施例3本发明提出一种高效针织面料提花的生产工艺,生产工艺过程如下:织造面料-前处理~抗菌处理~植物染料染浴~后媒染浴~水刺提花~抗紫外线处理~烘干拉幅,具体步骤如下:步骤1;织造面料:面料由细度为65s的木棉涤纶纤维和50s的混纺纱在针织双面大圆机上编织而成;步骤2;前处理:以1:15浴比染机入水,然后将水加热至45℃,入布,加入助漂剂,助漂剂包括15g/l的非离子渗透剂, 15g/l的稳定剂,5g/l的抗皱剂,以及40g/l的烧碱、70g/l的双氧水;接着以2.8℃/min的速率将染机中溶液升温至90℃,然后保温煮漂35min,然后排液、水洗、脱水;步骤3;抗菌处理:以1:15浴比染机入水,然后染机中放入面料、抗菌剂、nt-504f交联剂15g/l、nt-xr603d柔软剂10g/l、nt-x018拒水剂60g/l,接着以2.8℃/min的速率将染机中溶液升温至50℃,然后染机保温运行35min,排液,接着常温水洗15min,用浸轧法对面料进行防水整理;步骤4;植物染料染浴:配置植物染料染浴,将抗菌处理后的面料置于植物染料染浴中,浴比为1:9,染色ph为6.5,升温至95℃,升温速率为2.8℃/min,染色时间为55min;将染色后的面料取出,水洗后备用;步骤5;后媒染浴:将步骤5中染色后的面料放入后媒染液中,并加入染色助剂,浴比1:7.5,升温至40℃,保温30min,将后媒染后的棉纱线取出水洗,备用;后媒染液由1.8g/l醋酸和2.5g/l硫酸亚铁溶液中组成,配置时先放醋酸,后放硫酸亚铁;步骤6;水刺提花:经过后媒染浴后的面料经过转鼓同时进行水刺及提花,提花采用手工台板提花或布动机印子提花,在面料表面形成预定图案;步骤7;抗紫外线处理:按照1:5浴比浸轧机入水,然后将抗紫外线剂加入到浸轧机
中,接着将面料放入浸轧机中在常温下浸泡180min,使面料充分浸透,然后通过浸轧机将面料中多余的水分轧出,轧液率为70%;步骤8;烘干拉幅:在烘干机中对面料进行烘干,烘干温度为95℃,烘干速度为12m/min,然后在定型机上对面料进行高温拉幅。
32.在一个实施例中,步骤1中,面料中木棉涤纶纤维的质量占比为55%,混纺纱由石墨烯呢绒纤维和防紫外涤纶长丝混纺而成,混纺纱中防紫外涤纶长丝的质量占比为65%;在一个实施例中, 防紫外涤纶长丝材质为聚对苯二甲酸乙二醇酯(pet),线密度166.67dtex/144f*3。
33.在一个实施例中,步骤3中,的浸轧法包括如下步骤:一浸一轧
→
烘干
→
焙烘,的一浸一轧工艺中轧余率为55~65%。
34.在一个实施例中,步骤3中,抗菌剂为30份氢氧化钾、20份二氧化钛粉末、10份十二烷基苯磺酸钠、40份去离子水的复配组合物。
35.在一个实施例中,步骤7中,抗紫外线剂为htuv100抗紫外线整理剂25g/l、nt-504f交联剂35g/l及防紫外线粉体25%的复配组合物,防紫外粉体采用纳米级高浓度二氧化钛。
36.在一个实施例中,步骤8中,拉幅温度为180℃,拉幅速度为26m/min,定型上超位为115m,定型下超位为100m,风机的风压为120kpa。
37.在一个实施例中,步骤5中,染色助剂为螯合分散剂30份、元明粉25份、纯碱10份、片碱7份和水20份的复配组合物。
38.在一个实施例中,步骤2中,渗透剂为脂肪醇聚氧烷烯醚;稳定剂包括二价锡盐、蒽醌与dtpa的复配体,膦酸盐、羟基羧酸与锡复配的胶体溶液,氧化锡与有机膦酸、硝酸钠复配的胶体溶液。
39.以上三组实施例均可作为本发明的实施例,其中以实施例2作为最优选,本发明提出的一种高效针织面料提花的生产工艺,由木棉涤纶纤维和混纺纱在针织双面大圆机上编织而成,混纺纱由石墨烯呢绒纤维和防紫外涤纶长丝混纺而成,石墨烯呢绒纤维和防紫外涤纶长丝混纺,配合后续工艺步骤中加入的抗皱剂、抗菌剂、拒水剂和抗紫外线剂,能够提高针织面料的耐磨性,使面料具有低温远红外发热、抗紫外线和抗菌防螨功能、抗菌的持久性好,经过浸渍整理后针织面料具有良好的拒水拒油性能,能够被广泛应用于工厂车间或户外作业等油污多的工作环境;并且通过采用的水刺提花工艺,可以很好的解决对于面料表面的提花结构不够清晰,容易出现局部或整体轮廓较浅,花纹或图案不完整的问题;使得提花后的图案或花纹不易变形,水刺提花工序在脱漂后进行,避免了先脱漂后导致脱漂工序对提花结构的破坏,保护了提花结构的完整清晰,使得面料结构紧密,网孔分部更加均匀,使用舒适感更强。
40.当然,本发明还可有其它多种实施方式,基于本实施方式,本领域的普通技术人员在没有做出任何创造性劳动的前提下所获得其他实施方式,都属于本发明所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1