一种抗静电面料及其制备方法与制备系统与流程
1.本发明涉及面料技术领域,更具体的说是一种抗静电面料及其制备方法与制备系统。
背景技术:
2.由于静电的存在,往往也会带来一些危害,如静电放电造成的火灾事故等,在现有抗静电面料的制备过程中,在面料从抗菌液内取出时,难以避免面料上粘附天然杂质及浆料,进而对后续的加工和产品质量造成影响;针对以上问题,现提供所述解决方案。
技术实现要素:
3.为克服现有技术的不足,本发明提供一种抗静电面料及其制备方法与制备系统,其有益效果为本发明能够避免布料从抗菌液内取出粘附杂质及浆料。
4.本发明解决其技术问题所采用的技术方案是:
5.一种抗静电面料制备系统,其特征在于:包括盒体,以及对称设置在盒体两端的刮滤件;所述刮滤件包括门型架,以及固接在门型架内端的滤板。
6.所述盒体的两端设有向上延伸的倾斜部。
7.所述盒体上位于倾斜部的末端设有下凹部。
8.一种抗静电面料制备系统制备面料的方法,该方法包括以下步骤:
9.a:将带有多根丝线或绒毛的面料放到两个夹持件之间夹持固定,将抗菌抗静电分散液注入到盒体内,两个滤板插入到液面上;
10.b:面料浸入到抗菌抗静电分散液内进行浸泡处理,控制两个空心辊轴在面料上辊压,促进面料对抗菌抗静电分散液的吸收;
11.c:向外拉动两个滤板,将因浸泡产生的漂浮在液面上的杂质及浆料从液面上刮除,然后取出面料,得到的初级抗静电面料;
12.d:将得到的初级抗静电面料放入清洗槽内,并向其中倒入温度为60度的温水,且保温水洗时间控制在30分钟,之后取出烘干,以得到抗静电面料。
13.一种抗静电面料制备系统制备面料的方法,所述烘干温度为36-45℃,烘干时间为30-40min。
附图说明
14.下面结合附图和具体实施方法对本发明做进一步详细的说明。
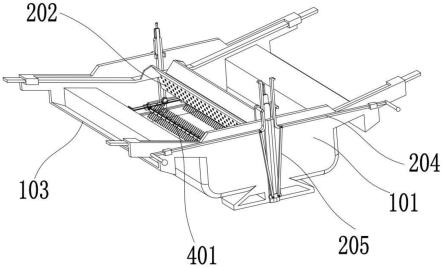
15.图1和图2为抗静电面料制备系统的结构示意图;
16.图3为盒体的结构示意图;
17.图4为盒体的剖视结构示意图;
18.图5为门型架的结构示意图;
19.图6为图5的拆分结构示意图;
20.图7为空心辊轴配合的结构示意图;
21.图8为滑板的结构示意图;
22.图9至图11为图7的部分结构示意图;
23.图12为空心辊轴的结构示意图。
具体实施方式
24.如图1至6所示:
25.控制两个门型架201位于盒体101的两端,将盒体101的上端让出后,将抗菌抗静电分散液注入到盒体101内,然后将表面带有多根丝线或绒毛的面料放到盒体101内,控制两个门型架201相向滑动,两个门型架201位于液面上方,两个相互贴合的滤板202插入到液面内,面料浸入到抗菌抗静电分散液内进行浸泡处理,因浸泡产生的杂质及浆料会漂浮在液面上,浸泡完成后,取出面料之前,向外拉动两个门型架201,带动两个滤板202背离滑动,同时两个滤板202将液面上漂浮的杂质和浆料向盒体101的两端刮动,从而将液面上方的杂质去除,由于表面带有丝线和绒毛的面料,粘附到液面上的垃圾后,更不易将垃圾或杂质从绒毛或丝线上清理下来,因此,去除杂质后的液面处于干净的状态,此时取出表面带有多根丝线或绒毛的面料时,面料从液面提取出来时,液面上的杂质不会粘附在面料上,从而得到干净的抗菌面料;
26.由于滤板202为滤板,因此液体会被滤出,只有杂质和浆料被去除。
27.如图3至4所示:
28.液面与倾斜部102的下端平齐,因此在对盒体101内的面料进行揉搓时,在液面发生拨动的情况下,也不会从两个倾斜部102上溢出;其次,门型架201的外端也沿着倾斜部102的延伸方向倾斜。
29.两个门型架201带动两个滤板202背离滑动,将垃圾向外刮除时,垃圾从液面刮离后沿着倾斜部102移动,最终被推送至两个下凹部103内收集,便于集中处理杂质和浆料。
30.如图5至6所示:
31.所述门型架201的内端位于滤板202的上方设置有两端封闭的扣板,两端封闭的扣板便于收拢液面的杂质,避免被滤板202刮动的杂质越过门型架201流向液面内。
32.如图5至6所示:
33.两个所述门型架201的一端皆固接有柱杆203,盒体101的外端对称滑动连接两个l型架204,两个l型架204分别与两个柱杆203的内侧面贴合;当向外拉动两个l型架204时,两个l型架204分别带动两个柱杆203背离滑动,进而带动两个滤板202上的门型架201向上背离滑动,由于门型架201的外端向上沿着倾斜部102的延伸方向倾斜,因此,当松开l型架204时,在重力作用下,两个滤板202会自动向下滑动靠拢,相互贴合的滤板202,背离滑动时将整个液面的垃圾都能刮除干净。
34.如图6所示:
35.两个所述l型架204上分别铰接一个铰接臂205,两个铰接臂205皆铰接连接在铰接块206上,铰接块206滑动连接在梯形棱207上,梯形棱207固接在盒体101上;向外拉动一个l型架204时,通过铰接臂205和两个铰接块206的配合会带动另一个l型架204向外滑动,从而控制两个滤板202同步移动;
36.盒体101上螺纹连接有锁紧螺钉,紧顶在l型架204上,将滤板202的位置固定住。
37.如图3和图7至8所示:
38.所述盒体101的内壁对称设有两个内滑槽104,两个内滑槽104内皆滑动连接有滑板301,两个滑板301的下端皆设有夹持件,两个滑板301之间位于夹持件的上端设有两个空心辊轴401;
39.两个滤板202打开时,将布料夹持在两个夹持件之间,然后控制两个滑板301向下滑动,带动布料浸入到抗菌抗静电分散液内浸泡处理,然后控制两个滤板202贴合;两个空心辊轴401能够转动,对布料进行辊碾,促进布料对抗菌抗静电分散液内的吸收。
40.如图7至9所示:
41.两个所述滑板301内皆滑动连接t型芯板304,两个t型芯板304的下端皆固接有导杆305,两个空心辊轴401的两端分别转动连接一个空心块402,四个空心块402分别滑动连接在两个导杆305的两端,一个导杆305上固接有气泵306,气泵306与位于一侧的两个空心块402通过软管连通,气泵306与水管307固定连接并连通,水管307插在t型芯板304内,水管307的下端穿出t型芯板304并与气泵306连通,水管307的上端穿出t型芯板304的上端;两个空心辊轴401上分别连通设有多个喷气嘴;
42.当向上移动面料,将面料取出时,液面上或液体内会存在一些细小的杂质或绒毛,在面料取出时,会粘附在面料上,因此将t型芯板304接入外接气体,在气泵306的作用下使得气体通过t型芯板304流经两个软管进入到两个空心块402内,然后气体从两个空心辊轴401上的喷气嘴喷出,向上拉动两个滑板301带动面料向上移动时,从空心辊轴401喷出的气体能够将液面上的细小的杂质或绒毛吹走,从而便于面料取出时,细小的杂质或绒毛不会粘附在面料上;
43.同时空心辊轴401能够转动,吹出的气体作用在浸泡的面料上时,还能够对面料上的绒毛或丝线吹动,进而起到拨动面料上的绒毛和丝线的作用,进而促进面料能够充分的与抗菌液接触。
44.如图8所示:
45.所述夹持件包括夹持板302和夹持臂303,滑板301的下端焊接有夹持板302,夹持板302的两端分别铰接一个夹持臂303;两个夹持臂303上和夹持板302的两端分别粘接有磁铁;
46.将夹持臂303打开后,将布料夹持在夹持板302和夹持臂303之间,磁铁使得夹持臂303能够吸附在夹持板302上,进而将布料固定住。
47.如图10所示:
48.所述一种抗静电面料制备系统,还包括梯形杆308和铰接杆309,另一t型芯板304内插有梯形杆308,梯形杆308的下端铰接两个铰接杆309,两个铰接杆309与另外两个空心块402铰接连接;梯形杆308和对应的t型芯板304之间设有电动推杆。
49.电动推杆启动带动通过梯形杆308带动两个铰接杆309移动,两个铰接杆309通过两个空心块402带动两个空心辊轴401相向或背离滑动,带动两个空心辊轴401在面料上往复滑动,对面料进行辊碾,促进对抗菌液的吸收。
50.如图10至12所示:
51.所述一种抗静电面料制备系统,还包括橡胶棱杆403、齿轮404和齿条405,两个空
心辊轴401上分别键连接一个齿轮404,两个齿轮404皆与齿条405啮合传动连接,齿条405焊接在一个导杆305上;
52.空心辊轴401移动时,通过齿轮404与齿条405的啮合传动,带动两个空心辊轴401转动,进而带动喷出的气体从多个方向上作用在面料上,对面料进行拨动;
53.两个空心辊轴401上分别粘接连接多个橡胶棱杆403;促进对丝线和绒毛的拨动。
54.一种抗静电面料制备系统制备面料的方法,该方法包括以下步骤:
55.a:将带有多根丝线或绒毛的面料放到两个夹持件之间夹持固定,将抗菌抗静电分散液注入到盒体101内,两个滤板202插入到液面上;
56.b:面料浸入到抗菌抗静电分散液内进行浸泡处理,控制两个空心辊轴401在面料上辊压,促进面料对抗菌抗静电分散液的吸收;
57.c:向外拉动两个滤板202,将因浸泡产生的漂浮在液面上的杂质及浆料从液面上刮除,然后取出面料,得到的初级抗静电面料;
58.d:将得到的初级抗静电面料放入清洗槽内,并向其中倒入温度为60度的温水,且保温水洗时间控制在30分钟,之后取出烘干,以得到抗静电面料。
59.一种抗静电面料制备系统制备面料的方法,所述烘干温度为36-45℃,烘干时间为30-40min。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1