一种防紫外凉感自清洁汽车内饰面料加工系统
1.本发明属于汽车内饰面料技术领域,具体的说是一种防紫外凉感自清洁汽车内饰面料加工系统。
背景技术:
2.随着经济的快速发展,汽车已成为身份、展示个性的载体,人们对汽车的舒适性、豪华性、安全性及环保性提出了新的要求,因此,汽车工业的高速发展也给纺织材料的应用带来了新的机遇。汽车用纺织品可分为两大类:装饰性纺织品和功能性纺织品。汽车用纺织品在增强汽车的外观和提高汽车的性能上扮演着重要的角色。纺织品做汽车内装饰材料可改善汽车的美观性和舒适性;纺织品优良的理化性能和易于加工的特点,使其具有特殊的功能,从而在提高汽车的性能上也发挥着重要的作用。
3.汽车内饰面料就是汽车用纺织品之一,其中防紫外凉感自清洁汽车内饰面料尤为欢迎,在防紫外凉感自清洁汽车内饰面料加工的过程中,需要经过整经、织造、染色、后整理等阶段,对于防紫外凉感自清洁汽车面料可在原料纤维中添加抗紫外助剂以增加汽车内饰面料的防紫外性能、在汽车面料后整理过程中涂布抗菌剂涂层以增加汽车内饰面料的自清洁性能;然而在汽车内饰面料的后整理阶段离不开热定型步骤,热定型的目的在于通过某种物理或化学的处理消除纺织品中积存的应力、应变,使其在状态、尺寸或者结构上获得某种需要的形式,并达到一定的稳定性;此过程离不开热定型机;
4.然而热定型机在使用的过程中,需要在烘箱中设置过滤网,过滤网的目的在于防止毛尘进入热交换器,进而防止毛尘粘附在热交换器对热交换器的换热效率产生影响;然而过滤网在使用的过程中需要定期清理,清理的过程中需要将热定型机停机并人为清理,大大影响生产效率并且增加了工人的劳动强度。
5.鉴于此,本发明通过提出一种防紫外凉感自清洁汽车内饰面料加工系统,以解决上述技术问题。
技术实现要素:
6.为了弥补现有技术的不足,解决对热定型机烘箱的过滤网进行自清洁,减少人工成本、提高生产效率问题,本发明提供一种防紫外凉感自清洁汽车内饰面料加工系统。
7.本发明解决其技术问题所采用的技术方案是:一种防紫外凉感自清洁汽车内饰面料加工系统,包括定型机;
8.所述定型机包括:进布装置、浸轧装置、超喂装置、拉幅装置、烘箱装置以及出布装置;
9.所述烘箱装置包括:
10.箱体,所述箱体靠近顶部的位置水平贯穿有进布轨道;
11.喷风板,所述喷风板内部中空,且固定安装于进布轨道的上下两侧;所喷风板上固定连接有喷头;
12.隔板,所述隔板固定安装于箱体内壁且位于喷风板下方部位;
13.加热室,所述加热室固连于箱体侧壁且位于隔板下方;
14.热源,所述热源固连于箱体侧外壁,且所述热源连通有热交换器,所述热交换器贯通箱体侧壁伸至加热室内;
15.循环风机,所述循环风机固连于箱体底部,且所述循环风机的入风口固连于加热室下方,所述循环风机的出风口固连有一号管,所述一号管与喷风板连通;
16.过滤网单元,所述过滤网单元用以减少毛尘进入加热室且能够完成自清洁。
17.优选的,所述过滤网单元包括:
18.步进电机,所述步进电机通过连接板固连于箱体侧壁;
19.过滤网,所述过滤网分为两个,两个所述过滤网通过t形杆与步进电机的输出端固连;
20.清洗筒,所述清洗筒分为上下两部分,上半部分的清洗筒固连于隔板下方,下半部分的清洗筒通过连接板与箱体侧壁相连;
21.清洁刷,所述清洁刷的顶部通过轴承转动安装有固定杆,所述固定杆与清洗筒上半部分侧壁固连;
22.传动轴,所述传动轴位于清洗筒的上半部分且贯穿清洗筒的侧壁并延伸至一号管内部,所述传动轴位于一号管内部的一端固连有转动叶;所述传动轴以及清洁刷通过锥齿轮传动连接。
23.优选的,所述过滤网由橡胶圈以及金属网制成,所述橡胶圈将金属网包裹。
24.优选的,所述橡胶圈的顶部高度大于金属网的顶部高度,所述橡胶圈的底部深度大于金属网的底部深度。
25.优选的,所述金属网由弹性的金属丝制成。
26.优选的,所述传动轴靠近清洗筒侧壁的部位固定连接有一号齿轮,所述清洗筒下半部分的内壁转动安装有一号轴,所述一号轴位于清洗筒内部的一端固连有若干个碰撞球,所述一号轴位于清洗筒外部的一端固连有二号齿轮,所述一号齿轮与二号齿轮相啮合。
27.优选的,所述传动轴上固定安装有电磁离合器。
28.优选的,所述箱体的内壁上分别固连有进水管与出水管,所述进水管与清洗筒的上半部分连通,所述出水管与清洗筒的下半部分连通。
29.优选的,所述清洁刷的刷毛由pa66制成。
30.优选的,所述喷头的竖直截面为锥形。
31.本发明的有益效果如下:
32.1.本发明所述的一种防紫外凉感自清洁汽车内饰面料加工系统,通过设置的过滤网单元能够减少毛尘进入加热室影响热交换器的加热效率,且过滤网单元能够完成自清洁,减少的人工成本以及热定型机的停机时间;提高了生产效率。
33.2.本发明所述的一种防紫外凉感自清洁汽车内饰面料加工系统,通过设置进水管以及出水管,当需要对过滤网进行更深层更彻底的清洁时,可从进水管通水,出水管出水,此设置一方面通过水流的冲刷,使过滤网能够进行更深层更彻底的清洁;另一方面水流能够将清洗筒内的毛尘清理,使清洗筒内毛尘不会累积。
附图说明
34.下面结合附图对本发明作进一步说明。
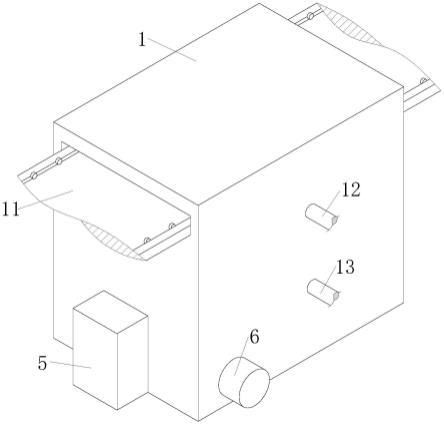
35.图1是本发明的立体图;
36.图2是本发明的剖视图;
37.图3是图2的a处的局部放大图;
38.图4是图2的b处的局部放大图;
39.图中:箱体1、进布轨道11、进水管12、出水管13、喷风板2、喷头21、隔板3、加热室4、热源5、热交换器51、循环风机6、一号管61、过滤网单元7、步进电机71、过滤网72、橡胶圈721、金属网722、清洗筒73、清洗刷74、固定杆741、传动轴75、转动叶751、一号齿轮752、电磁离合器753、一号轴76、碰撞球761、二号齿轮762。
具体实施方式
40.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
41.如图1至图4所示,本发明所述的一种防紫外凉感自清洁汽车内饰面料加工系统,包括定型机;
42.所述定型机包括:进布装置、浸轧装置、超喂装置、拉幅装置、烘箱装置以及出布装置;
43.所述烘箱装置包括:
44.箱体1,所述箱体1靠近顶部的位置水平贯穿有进布轨道11;
45.喷风板2,所述喷风板2内部中空,且固定安装于进布轨道11的上下两侧;所喷风板2上固定连接有喷头21;
46.隔板3,所述隔板3固定安装于箱体1内壁且位于喷风板2下方部位;
47.加热室4,所述加热室4固连于箱体1侧壁且位于隔板3下方;
48.热源5,所述热源5固连于箱体1侧外壁,且所述热源5连通有热交换器51,所述热交换器51贯通箱体1侧壁伸至加热室4内;
49.循环风机6,所述循环风机6固连于箱体1底部,且所述循环风机6的入风口固连于加热室4下方,所述循环风机6的出风口固连有一号管61,所述一号管61与喷风板2连通;
50.过滤网单元7,所述过滤网单元7用以减少毛尘进入加热室4且能够完成自清洁。
51.工作时:在防紫外凉感自清洁汽车内饰面料加工的过程中,需要经过整经、织造、染色、后整理等阶段,对于防紫外凉感自清洁汽车面料可在原料纤维中添加抗紫外助剂以增加汽车内饰面料的防紫外性能、在汽车面料后整理过程中涂布抗菌剂涂层以增加汽车内饰面料的自清洁性能;然而在汽车内饰面料的后整理阶段离不开热定型步骤,热定型的目的在于通过某种物理或化学的处理消除纺织品中积存的应力、应变,使其在状态、尺寸或者结构上获得某种需要的形式,并达到一定的稳定性;此过程离不开热定型机;
52.然而热定型机在使用的过程中,需要在烘箱中设置过滤网72,过滤网72的目的在于防止毛尘进入热交换器51,进而防止毛尘粘附在热交换器51对热交换器51的换热效率产生影响;然而过滤网72在使用的过程中需要定期清理,清理的过程中需要将热定型机停机并人为清理,大大影响生产效率并且增加了工人的劳动强度;
53.本技术在使用时将经过整经、织造、染色过程的面料经过热定型机,使布料依次通过进布装置、浸轧装置、超喂装置、拉幅装置、烘箱装置以及出布装置;在经过烘箱装置时,先将布料放置于进布轨道11,在布料输送的过程中,空气经循环风机6抽动,经加热室4通过热交换器51对空气进行加热,加热后的空气经一号管61输送,一号管61将热空气输送至喷风板2内部,并经喷头21喷出,实现对汽车内饰面料的热定型;设置的过滤网单元7能够减少毛尘进入加热室4影响热交换器51的加热效率,且过滤网单元7能够完成自清洁,减少的人工成本以及热定型机的停机时间;提高了生产效率。
54.作为本发明的一种具体实施方式,所述过滤网单元7包括:
55.步进电机71,所述步进电机71通过连接板固连于箱体1侧壁;
56.过滤网72,所述过滤网72分为两个,两个所述过滤网72通过t形杆与步进电机71的输出端固连;
57.清洗筒73,所述清洗筒73分为上下两部分,上半部分的清洗筒73固连于隔板3下方,下半部分的清洗筒73通过连接板与箱体1侧壁相连;
58.清洁刷74,所述清洁刷74的顶部通过轴承转动安装有固定杆741,所述固定杆741与清洗筒73上半部分侧壁固连;
59.传动轴75,所述传动轴75位于清洗筒73的上半部分且贯穿清洗筒73的侧壁并延伸至一号管61内部,所述传动轴75位于一号管61内部的一端固连有转动叶751;所述传动轴75以及清洁刷74通过锥齿轮传动连接。
60.工作时,加热室4开设有开口,以及清洗筒73的上下两部分之间开设有开口,使得两个过滤网72恰好能够卡入开口之间;在热定型机工作时,两个过滤网72始终处于开口内,位于加热室4内的过滤网72将毛尘阻挡实现过滤,工作人员可定期通过控制器控制步进电机71,使得步进电机71精准的旋转180度,使得位于加热室4开口内的过滤网72旋转至清洁筒内的开口内,在启动步进电机71的过程中需要将循环风机6停机,随后再启动循环风机6,此时一号管61内的热空气吹动转动叶751,使得转动叶751旋转,转动叶751旋转带动传动轴75转动,由于传动轴75以及清洁刷74通过锥齿轮传动连接,故清洁刷74转动,清洁刷74与过滤网72接触,对过滤网72进行清理,随后在步进电机71进行下一次旋转时,将清理好的过滤网72换至加热室4开口内,而加热室4开口内的过滤网72换至清理筒内清理;如此往复,实现了在热定型机工作的过程中对过滤网72进行清理,相比传统的清理过滤网72,本技术只需在步进电机71转动时进行短暂停机,随后又可继续投入加工生产,减少了停机时间,且避免了人为清理,省时省力;
61.需要说明的是,位于转动叶751部位的一号管61设有空腔,使得转动叶751的转动不会受阻挡,且一号管61空腔上方的管路弯折并指向箱体1侧壁,一号管61空腔上方的管路贯穿隔板3与喷风板2内部连通;
62.此外,为防止循环风机6产生的风力不足以带动转动叶751转动的情况发生,本技术使用的循环风机6是功率大的高压循环风机,以此产生足够的风力带动转动叶751转动;为以防万一,进一步避免循环风机6产生的风力不足以带动转动叶751转动的情况发生,可在箱体1侧壁外接电机或马达,此处电机或马达的输出轴与传动轴75固连;通过此种方式来辅助传动轴75转动,进一步杜绝传动轴75无法转动的情况发生。
63.作为本发明的一种具体实施方式,所述过滤网72由橡胶圈721以及金属网722制
成,所述橡胶圈721将金属网722包裹。
64.工作时,过滤网72由橡胶圈721以及金属网722制成,橡胶圈721将金属网722包裹,此设置一方面缓冲了过滤网72在转动的过程中与加热室4、清洗筒73的碰撞,降低了过滤网72在转动过程中损坏的概率,另一方面,橡胶圈721与加热室4、清洗筒73挤压,增加了过滤网72与加热室4、清洗筒73的密闭性。
65.作为本发明的一种具体实施方式,所述橡胶圈721的顶部高度大于金属网722的顶部高度,所述橡胶圈721的底部深度大于金属网722的底部深度。
66.工作时,橡胶圈721的顶部高度大于金属网722的顶部高度,橡胶圈721的底部深度大于金属网722的底部深度,此设置一方面避免了金属网722在转动的过程中与加热室4、清洗筒73发生摩擦,久而久之对金属网722造成损伤,另一方面,金属网722上有毛尘时,毛尘能够位于橡胶圈721与金属网722形成的凹槽处,使得过滤网72在转动时不会将毛尘刮落,进而减少了过滤网72在转动时毛尘落到热交换器51的情况;需要特别声明的是,可事先控制步进电机71转动的间隔时间,使得过滤网72上的毛尘不会漫过橡胶圈721与金属网722形成的凹槽。
67.作为本发明的一种具体实施方式,所述金属网722由弹性的金属丝制成。
68.工作时,在清洁刷74对过滤网72进行清理的过程中,由于金属网722由弹性的金属丝制成,弹性金属丝在清洁刷74外力的作用下发生振动,将毛刷抖落,更加有利于过滤网72的清理。
69.作为本发明的一种具体实施方式,所述传动轴75靠近清洗筒73侧壁的部位固定连接有一号齿轮752,所述清洗筒73下半部分的内壁转动安装有一号轴76,所述一号轴76位于清洗筒73内部的一端固连有若干个碰撞球761,所述一号轴76位于清洗筒73外部的一端固连有二号齿轮762,所述一号齿轮752与二号齿轮762相啮合。
70.工作时,传动轴75转动的过程中带动一号齿轮752转动,由于一号齿轮752与二号齿轮762相啮合,因此二号齿轮762转动,二号齿轮762带动碰撞球761转动,碰撞球761能够接触过滤网72的橡胶圈721,在碰撞球761转动的过程中,撞击摩擦橡胶圈721,使过滤网72震动加剧,使毛尘更加容易掉落。
71.作为本发明的一种具体实施方式,所述传动轴75上固定安装有电磁离合器753。
72.工作时,传动轴75上固定安装有电磁离合器753,可通过控制器控制电磁离合器753,电磁离合器753控制是否带动传动轴75转动,进而控制了清洁刷74以及一号齿轮752是否转动,在对过滤网72清理完成后,可使清洁刷74以及碰撞球761停止转动,降低了清洁刷74、过滤网72以及碰撞球761的磨损。
73.作为本发明的一种具体实施方式,所述箱体1的内壁上分别固连有进水管12与出水管13,所述进水管12与清洗筒73的上半部分连通,所述出水管13与清洗筒73的下半部分连通。
74.工作时,当需要对过滤网72进行更深层更彻底的清洁时,可从进水管12通水,出水管13出水(由于过滤网72由橡胶圈721以及金属网722制成,橡胶圈721将金属网722包裹,增加了过滤网72与清洗筒73的密闭性,故减少了水从过滤网72与清洗筒73的间隙处溢出),此设置一方面通过水流的冲刷,使过滤网72能够进行更深层更彻底的清洁;另一方面水流能够将清洗筒73内的毛尘清理,使清洗筒73内毛尘不会累积。
75.作为本发明的一种具体实施方式,所述清洁刷74的刷毛由pa66制成。
76.工作时,清洁刷74的刷毛由pa66制成,pa66抗磨损性能较好,具有耐高温耐酸碱等特性,弹性较好,因此能够增加清洁刷74的使用寿命。
77.作为本发明的一种具体实施方式,所述喷头21的竖直截面为锥形。
78.工作时,喷头21的竖直截面为锥形,此设置一面使热空气的流速增加,加速面料的烘干速度,更好的实现热定型;另一方面喷头21出口截面面积减小,减少了毛尘进入喷头21的概率,进而减少了喷头21堵塞的概率。
79.具体工作流程如下:
80.加热室4开设有开口,以及清洗筒73的上下两部分之间开设有开口,使得两个过滤网72恰好能够卡入开口之间;在热定型机工作时,两个过滤网72始终处于开口内,位于加热室4内的过滤网72将毛尘阻挡实现过滤,工作人员可定期通过控制器控制步进电机71,使得步进电机71精准的旋转180度,使得位于加热室4开口内的过滤网72旋转至清洁筒内的开口内,在启动步进电机71的过程中需要将循环风机6停机,随后再启动循环风机6,此时一号管61内的热空气吹动转动叶751,使得转动叶751旋转,转动叶751旋转带动传动轴75转动,由于传动轴75以及清洁刷74通过锥齿轮传动连接,故清洁刷74转动,清洁刷74与过滤网72接触,对过滤网72进行清理,随后在步进电机71进行下一次旋转时,将清理好的过滤网72换至加热室4开口内,而加热室4开口内的过滤网72换至清理筒内清理;如此往复,实现了在热定型机工作的过程中对过滤网72进行清理,相比传统的清理过滤网72,本技术只需在步进电机71转动时进行短暂停机,随后又可继续投入加工生产,减少了停机时间,且避免了人为清理,省时省力。
81.上述前、后、左、右、上、下均以说明书附图中的图1为基准,按照人物观察视角为标准,装置面对观察者的一面定义为前,观察者左侧定义为左,依次类推。
82.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
83.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1