缝纫机的压脚自动控制装置的制作方法
1.本实用新型涉及缝纫机的技术领域,尤其涉及缝纫机的压脚自动控制装置,可以在缝纫过程中省力地控制压脚的下压或抬起,并且在压脚遇到不同厚度的布料随时自动地调整压脚施加于布料的作用力的压脚自动控制机构。
背景技术:
2.如图1及图2所示,现有的缝纫机包括有机体a、机体a具有底座a1及结合在底座a1上方的l形机臂a2,在机臂a2和底座a1内部分别设有相互连接的传动机构,其中底座a1左侧具有一车缝平台a11以及形成在车缝平台a11的针板a12和送布齿b;机臂a2左侧则设置有压脚装置c和针棒机构等相关构件;缝纫时,将布料d持续送入压脚装置c的压脚c1底面与针板a12上方之间,并通过送布齿b循环往复地将布料d往前带动以进行缝纫。
3.再如图2和图3所示,传统的缝纫机压脚装置c具有压脚c1,压脚c1通过装置上的弹簧c2的压缩力作用而使得压脚c1底面紧紧压固待缝纫工作的布料d于工作面的固定区域。该弹性压固力作用于布料d上的目的在于使布料d 被夹固于压脚c1底面与针板a12的工作面之间并形成一定程度的摩擦力。可活动地设置在工作面的固定区域的送布齿b是一个通过驱动机构使其产生近似椭圆形移动轨迹的逆时针循环运动的元件,亦即送布齿b被驱动而使其齿面 b1相对于工作面产生往上抬起并往图面的左侧移动一个水平位移后再往下沉于工作面,并重复循环。通过送布齿b重复循环的运动,当其齿面b1高于工作面时将布料d与压脚c1抬起,此时送布齿b的齿面b1取代工作面而将布料d 夹固于压脚c1底面之间;而后紧跟着送布齿b往左移动一个水平位移,此时因送布齿b的齿面b1与布料d之间的摩擦力大于布料d与压脚c1底面之间的摩擦力,故布料d会跟着送布齿b水平移动一个位移,如此周而复始以完成缝纫的送布工作。
4.然而,布料d会因为机器持续运转而使布料跟随着机器运转频率而产生向左步阶运动的水平位移,但是其位移量不会完全与送布齿b的水平位移量一致,而是会有一定比例的滑动率,此滑动率的大小取决于施加在压脚装置c 的压脚杆c3上的力的大小,因为此力的大小会影响布料d与压脚c1底面之间的摩擦力大小以及布料d与送布齿b的齿面b1之间的摩擦力大小。当布料d与送布齿b的齿面b1间的摩擦力大于布料d与压脚c1底面之间的摩擦力的幅度越大则滑动率越小,布料d水平位移量会越接近送布齿b的水平位移量,反之亦然。
5.如上所述,传统的缝纫机虽然可以通过手动调节杆e来调节配置在压脚杆 c3上的压缩弹簧c2的压缩量来调节作用于压脚c1的施力大小。然而在缝纫机操作期间,布料d的厚度可能随机变化,于实务中常有的状况为布料d厚度可能增加2倍或4倍(例如将布料折叠不特定层数后车缝)。当布料d厚度增加时,因为压脚c1需往上抬起更多移动量以容纳更厚的布料d于压脚c1底面与送布齿b的齿面b1间,因此可以理解到压脚c的位置越往上移动将经由压脚杆c3 压缩更多的弹簧c2压缩量,从而造成施加于布料d上的施力变大,此施力变大将造成压脚c1底面与布料d之间的摩擦力以及送布齿b的齿面b1与布料d 之间的摩擦力改变;摩擦力改变将会改变滑动率,而滑动率改变则会使布料 d在布厚未变化时的水平位移
量与布料d变厚时的水平位移量不一样,如此将造成缝线的线迹针距前后不一致,进而影响成品美观。
6.除了上述缺点外,再回到图1所示,传统的压脚装置c需以一操作机构f 连动来操作其压脚c1抬起以解除压固布料d或放下压脚c1来压固布料d,以利放置布料d于工作面上或从工作面上取下布料d。上述操作机构f在传统上乃对第一连杆f1施加外力以往下拉动第一连杆f1后再拉动第二连杆f2,使得经由第三连杆f3带动转轴f4逆时针旋转,与其固定的第四连杆f5也跟着逆时针旋转,进而往上拉动第五连杆f6,第五连杆f6被往上拉的同时也拉动压脚杆c3往上,因压脚c1固设于压脚杆c3上,故压脚杆c3拉起时使得压脚c1也被往上拉抬起以解除对布料d的压固力;当施加的力解除时,则压脚c1回复原本状态。上述对压脚c1施加力的传统操作方式可为人力、气动力或电磁力操作,而无论何种操作力都是基于原始机械构造上加装辅助或施力致动单元,其缺点为机构传动链复杂且占空间、需要成本高的施力致动单元,以及噪音大等等。
7.为了解决上述现有技术的缺点,本案发明人提出了中国台湾第110133248 号申请案,该申请案提供一种缝纫机的压脚装置,其通过控制模块电性连接致动机构,由控制模块的感测单元感测压脚的位移量变化,并将压脚位移量变化的信号馈给控制模块后,控制对压脚施力的弹力作用机构向上提升或下降,从而使压脚施加在布料的用力保持恒定,借此可达成缝线的线迹针距的一致性。
8.此外,本案发明人提出的另一中国台湾第110214770号申请案提供一种缝纫机的入力模块化压脚控制装置,其包括整合为一体的一入力模块、一操作机构与一控制模块;缝纫工作中,操作机构中的压脚压固于布料的同时连动地由感测机构感测布料厚度的变化量,并且输出信号至控制模块以控制入力马达作动而改变弹簧施加于压脚杆的作用力大小,使连接压脚杆的压脚施加在布料的作用力保持恒定,从而使缝线保持固定的线迹针距。该控制模块可供输入系统操作参数以控制缝纫机的主轴马达作动来进行车缝;该控制模块还可以将系统操作参数等相关数据显示至一显示单元。
技术实现要素:
9.本实用新型的其中一目的在于针对上述传统缝纫机存在的缺点提出一整合型解决方案,以入力模块搭配控制模块整合至操作机构以取代传统的操作机构,并且辅以电子控制系统可控制压脚抬起与回位操作,以及控制施加于压脚上的作用力以可保持相对恒定状态,具有体积小、简化机械构造、低成本、操作省力、减小噪音等优点,借此改善如上所述因布料变厚所造成的线迹针距前后不一致的缺点。
10.本实用新型提供的缝纫机的压脚自动控制装置,可以包括:入力模块,包含:压力源,用以供应压力流体;方向阀,连接该压力源,用以接收该压力源的该压力流体并控制该压力流体的流动方向;以及开关阀,连接该方向阀,用以控制该压力流体通过或不通过;控制模块,电性连接该入力模块,用以控制该方向阀引导该压力流体的流动方向以及该开关阀的开启或关闭;以及操作机构,设置在该缝纫机的机体并且连接该入力模块,该操作机构包含:压力缸,连接至该入力模块的该方向阀与该开关阀,该压力缸的内部设有可往复移动的活塞,该活塞连接连接轴;弹簧顶筒,连接至该连接轴,该弹簧顶筒具有内空间;弹簧,设置于该弹簧顶筒的该内空间;压脚杆,上端穿设于该弹簧顶筒的该内空间,并使该弹簧作用
在该压脚杆和该弹簧顶筒的该内空间的上端之间;压脚,设于该压脚杆的下端;布料厚度传感器,电性连接该控制模块;以及,布料厚度感测头,连接在该压脚杆,并且以一预定间隔地轴向对应该布料厚度传感器,其中,在进行缝纫过程中,当该压脚的底面压固于一厚度的布料时,该压脚杆依据该布料厚度的大小而被向上推升或下降,从而改变该布料厚度感测头相对于该布料厚度传感器的距离所产生的位移量,此时由该布料厚度传感器输出该位移量的一第一信号至该控制模块,该控制模块根据该第一信号经由电脑程序的算法计算后输出一第二信号至该控制模块的一入力模块驱动单元以驱动该入力模块作动,进而控制该方向阀与该开关阀开启或关闭,使该压力源的该压力流体流入该压力缸以推动该活塞上升或下降而连动该弹簧顶筒上升或下降,进而改变该弹簧的压缩量及对该压脚杆的作用力大小,使该压脚施加在该布料的作用力保持一设定值。本实用新型通过入力模块、控制模块与整合为一体的操作机构,除了使压脚施加在布料的作用力保持恒定而使缝线的线迹针距保持一致之外,还具有机械构造简单、不占空间、成本低、操作省力、噪音小、安装容易等优点。
11.较佳地,该入力模块可以进一步包括:第一调压阀,连接该压力源与该方向阀,用以调整从该压力源至该方向阀的压力;以及第二调压阀,连接该方向阀与该开关阀,用以调整从该方向阀至该开关阀的压力。借此,使用者可以根据实际情况调整施加至操作机构的压力缸的气体压力,从而调整压脚对布料施加的压力。
12.较佳地,该控制模块可以包括:控制单元,电性连接该布料厚度传感器;主轴马达驱动单元,电性连接该控制单元及一主轴马达;该入力模块驱动单元,电性连接该控制单元及该入力模块;设定操作单元,电性连接该控制单元;以及显示单元,电性连接该控制单元,其中,该设定操作单元可供输入系统操作参数至该控制单元,该控制单元根据输入的该系统操作参数经由该主轴马达驱动单元控制该主轴马达作动;该控制单元根据该布料厚度传感器输出的该第一信号经由该入力模块驱动单元控制该入力模块作动;以及该控制单元根据该设定操作单元输入的该系统操作参数、该布料厚度传感器输出的该第一信号将对应的数据输出至该显示单元。
13.较佳地,在该弹簧顶筒的该内空间的下部可以设置一下止动扣环,该压脚杆的上部可以设置一上止动扣环,当弹簧顶筒往上移动一距离后,通过该下止动扣环抵靠该上止动扣环而将压脚上往上抬起,进而使该压脚脱离对该布料的压固。
14.较佳地,该压力缸可以为气缸,并且该压力源为压力气体供应设备。
15.较佳地,该活塞将该压力缸内部分隔出一上气室与一下气室,该压力缸具有连通该下气室的一第一气口与连通该上气室的一第二气口,该第一气口连接该方向阀,该第二气口连接该开关阀,其中,当该控制模块控制该方向阀与该开关阀,使该压力源将该压力流体经由该第一调压阀、该方向阀、该第二调压阀及该开关阀进入该上气室以推动该活塞下降,并且将该下气室内的气体通过该方向阀排出至大气时,该压脚被施予作用力而下降以压固该布料于一车缝平台,其中,当该控制模块控制该方向阀与该开关阀,使该压力源将该压力流体经由该第一调压阀及该方向阀进入该下气室以推动该活塞上升,并且将该上气室内的气体通过该开关阀、该第二调压阀及该方向阀排出至大气时,该压脚被施予作用力而上升脱离该布料,以及其中,当该压脚在接触该布料的工作状态下遇到该布料的厚度产生变化时,该布料厚度传感器输出该第一信号至该控制模块以控制该开关阀关闭,使该压力源将该压力流体经由该第一调压阀及该方向阀进入该下气室以推动该活塞上升,并且使该
上气室内的气体受到该开关阀阻挡以和该下气室的压力抗衡,进而使该压脚微量抬起。
附图说明
16.图1为显示现有缝纫机结构的立体示意图;
17.图2为显示现有缝纫机结构的前视示意图;
18.图3为显示现有缝纫机的送布齿进行椭圆形轨迹运动以配合压脚带动布料移动的局部平面示意图;
19.图4为显示本实用新型的缝纫机自动压脚控制装置的立体示意图;
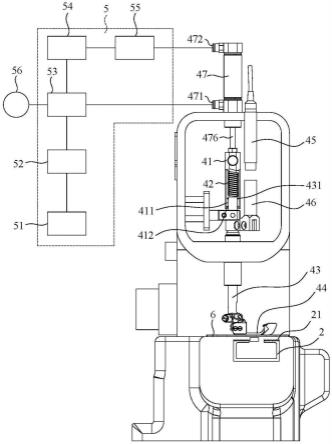
20.图5为显示本实用新型的缝纫机自动压脚控制装置的平面示意图;
21.图6为显示本实用新型的控制模块的控制方式方块图;
22.图7为显示本实用新型的入力模块施予作用力使压脚将布料压固于车缝平台的平面剖视示意图;
23.图8为显示本实用新型的入力模块施予作用力以控制弹簧顶筒往上移动,使压脚脱离布料的示意图;以及
24.图9为显示本实用新型的压脚遇到较厚布料时的控制状态的示意图。
25.附图标记说明
26.《本实用新型》
27.1:机体
28.11:底座
29.111:车缝平台
30.112:针板
31.12:机臂
32.2:送布齿
33.21:齿面
34.3:控制模块
35.31:控制单元
36.32:主轴马达驱动单元
37.33:入力模块驱动单元
38.34:设定操作单元
39.35:主轴马达
40.36:显示单元
41.4:操作机构
42.41:弹簧顶筒
43.411:内空间
44.412:下止动扣环
45.42:弹簧
46.43:压脚杆
47.431:上止动扣环
48.44:压脚
49.45:布料厚度传感器 46:布料厚度感测头 47:压力缸 471:第一气口 472:第二气口 473:上气室 474:下气室 475:活塞 476:连接轴 5:入力模块 51:压力源 52:第一调压阀 53:方向阀 54:第二调压阀 55:开关阀 56:大气 6:布料 ds:距离
50.《现有》
51.a:机体
52.a1:底座
53.a2:机臂
54.a11:车缝平台 a12:针板
55.b:送布齿
56.b1:齿面
57.c:压脚装置
58.c1:压脚
59.c2:弹簧
60.c3:压脚杆
61.d:布料
62.e:手动调节杆
63.f:操作机构
64.f1:第一连杆
65.f2:第二连杆
66.f3:第三连杆
67.f4:转轴
68.f5:第四连杆
69.f6:第五连杆
具体实施方式
70.为了便于理解本实用新型,下面结合附图和实施例对本实用新型作详细说明。附图中给出了本实用新型的一部分实施例,而不是全部实施例。本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。基于本实用新型中的实施例,本领域普通技术人员在没有付出进步性心力前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
71.除非另有定义,本文所使用的所有技术和科学术语与属于本实用新型技术领域的技术人员通常理解的含义相同。在本实用新型的说明书中所使用的术语只是为了描述具体的实施例目的,不是旨在于限制本实用新型。
72.如图4及图5所示,本实用新型所述的缝纫机包括一机体1,机体1具有一底座11和结合在底座上方的l形机臂12,底座11左侧具有一车缝平台111及形成在车缝平台111的针板112和送布齿2(如图5所示),针板112上方则对应地设置包含后述的操作机构4中的压脚装置;其中,如图5所示,压脚装置的压脚 44底面系压固于布料6,送布齿2设置在底座11内部,由一椭圆运动机构(图中未显示)驱动该送布齿2产生椭圆轨迹移动,从而使送布齿2上
面的齿面21从针板112的孔上升至针板112的上表面以上,或下沉至针板112的上表面以下,亦即使得送布齿2相对于压脚44产生步阶形态运动,如此快速地周而复始运动以将布料6往图面所示的左侧输送。
73.本实用新型提供的缝纫机的压脚自动控制装置,包括有一控制模块3(如图6所示)、一入力模块5与一操作机构4。其中,入力模块5可以设置在缝纫机的机体1(例如机臂12的侧面),如图5所示,入力模块5可以包括:压力源51、第一调压阀52、方向阀53、第二调压阀54与开关阀55。其中,该压力源51较佳为例如空气压缩机的压力气体供应设备,用以供应具有足够压力的压缩空气。该第一调压阀52与第二调压阀54均为用来调整压缩空气通过的压力的元件,该第一调压阀52与第二调压阀54均可以是手动调整型或是数位化电子式调整型的调压阀。该方向阀53为用来控制压缩空气流动方向的元件。该开关阀55为用来控制是否让压缩空气通过的元件。其中,压力源51连接第一调压阀52,第一调压阀52再连接方向阀53,方向阀53再连接第二调压阀54,第二调压阀54再连接开关阀55,开关阀55再连接至操作机构4的压力缸47;该方向阀53基本上为四通阀,因此除了二个接口分别连接第一调压阀52与第二调压阀54之外,另一个接口与大气56连通,再一个接口亦连接至操作机构4的压力缸47。
74.如图5与图7所示,所述操作机构4为实际用于对布料6进行缝纫工作的机械结构,该操作机构4设置在机体1并且连接入力模块5;该操作机构4包含:弹簧顶筒41、弹簧42、压脚杆43、压脚44、布料厚度传感器45、布料厚度感测头46及压力缸47。其中,弹簧顶筒41为一筒状体并形成有内空间411。弹簧42较佳地为压缩弹簧,其设置于弹簧顶筒41的内空间411。压脚杆43的上端穿设于弹簧顶筒41的内空间411而可在轴向方向上和弹簧顶筒41相对移动,并使弹簧42的上下端分别作用在压脚杆43和弹簧顶筒41的内空间411的上端之间,亦即通过弹簧42对压脚杆43施加往下的作用力;较佳地,在弹簧顶筒41的内空间411的下部设有一下止动扣环412,压脚杆43的上部设有一上止动扣环 431,当弹簧顶筒41往上移动至一位置时使该下止动扣环412抵靠上止动扣环 431而带动压脚杆43往上移动。压脚44为设于压脚杆43的下端,为用以对布料进行压固的元件。布料厚度传感器45固定地设置在机体1,其可以是能够发射红外线或激光光以量测长度的传感器,然而该布料厚度传感器类型不受限制。布料厚度感测头46为一柱状体的杆件,其固定地连接在压脚杆43侧边,当操作机构4设置于机体1后,系使得布料厚度感测头46的端部在竖直方向上轴向地对应布料厚度传感器45的端部,并且该布料厚度传感器45与布料厚度感测头46的端部之间彼此隔开一距离,因此,通过布料厚度传感器45发射的红外线或激光光投射到布料厚度感测头46端部时可以计算出布料厚度传感器45的端部与布料厚度感测头46端部之间的距离,并且在该距离改变时计算出位移量。该压力缸47较佳为气缸,其内部设有可往复移动的活塞475(如图7所示),该活塞475连接一连接轴476,该活塞475将压力缸47内部分隔出上气室473与下气室474,该压力缸47设有连通该下气室474的第一气口471与连通该上气室 473的第二气口472,本实用新型通过将第一气口471连接入力模块5的方向阀 53,以及将第二气口472连接入力模块5的开关阀55,使得操作模块4可以被入力模块5驱动。
75.如图6所示,所述控制模块3为用以控制入力模块5来驱动操作机构4作动的软硬体设备,其包括:控制单元31、主轴马达驱动单元32、入力模块驱动单元33、设定操作单元34及显示单元36。其中,控制单元31可以是由中央处理器(cpu)及存储器等晶片所构成的单元,
其电性连接所述操作模块4的布料厚度传感器45。该主轴马达驱动单元32为用来控制缝纫机的主轴马达35作动与否的驱动电路,其电性连接该控制单元31。该主轴马达35电性连接该主轴马达驱动单元32,以驱动缝纫机的椭圆运动机构来带动送布齿2产生前述的步阶运动,以及驱动相关的连杆机构来带动缝针上下运动以对布料进行车缝。该入力模块驱动单元33为用来控制入力模块5作动与否的驱动电路,其电性连接该控制单元31。该入力模块5电性连接该入力模块驱动单元33。该设定操作单元34为用来输入数据的接口设备,其电性连接该控制单元31,用以提供输入进行缝纫时的相关系统操作参数(例如线迹针距、弹簧压缩量、马达转速、
…
等),亦即经由设定操作单元34输入系统操作参数至控制单元31,该控制单元31根据输入的系统操作参数经由主轴马达驱动单元32控制主轴马达35 作动。该显示单元36可以是lcd显示幕,其电性连接该控制单元31,用以显示经由设定操作单元34输入的资料或数据,以及显示缝纫过程中产生的相关信息。
76.本实用新型进行缝纫时的操作方式说明如下:如图7所示,在进行缝纫过程中,当压脚44的底面压固于布料6时,压脚杆43依据布料6厚度的大小而被向上推升或下降,从而改变布料厚度感测头46相对于布料厚度传感器45的距离ds而产生一位移量,此时由布料厚度传感器45输出该位移量的第一信号至控制模块3的控制单元31,该控制单元31根据该第一信号经由电脑程序的算法计算后输出第二信号至入力模块驱动单元33以驱动该入力模块5作动,进而改变弹簧42的压缩量及弹簧42对压脚杆43的作用力大小,使压脚44施加在布料6 的作用力保持所设定的值,同时,将相关的信息显示至显示单元36。
77.更详细地说,如图7所示,在进行缝纫过程的初始状态中,使用者操作控制模块3以驱动入力模块5作动,使压力源51将压力流体经由第一调压阀52、方向阀53、第二调压阀54及开关阀55进入压力缸47的上气室473以推动活塞 475下降,并且将下气室474内的气体通过方向阀53排出至大气56(如图7所示的入力模块5的流路箭头方向),在此状态下,连接至活塞475的连接轴476带动弹簧顶筒41下降并连同压脚杆43及压脚44往下移动直到压脚44的底面碰触到布料6,并且弹簧顶筒41开始压缩弹簧42以增加压脚44对布料6施加的力;承上,弹簧42被压缩的量可被设定,操作者可经由控制模块3的设定操作单元34设定所需要的压缩量,且控制单元31会经由入力模块驱动单元33调整第一调压阀52和第二调压阀54的压力值,以控制压力气体进入上气室473的压力,从而将弹簧42压缩至目标量。
78.如图8所示,在缝纫过程中要解除压脚44对布料的压固时,则经由操作控制模块3以驱动入力模块5作动,使压力源51将压力流体经由第一调压阀52及方向阀53进入压力缸47的下气室474以推动活塞475上升,并且将上气室473 内的气体通过开关阀55、第二调压阀54及方向阀53排出至大气56(如图8所示的入力模块5的流路箭头方向),在此状态下,连接至活塞475的连接轴476带动弹簧顶筒41上升,直到设于弹簧顶筒41的下止动扣环412碰触设于压脚杆43 的上止动扣环431后继续将压脚杆43往上拉起,使得压脚44脱离布料6,此时可将布料6移出车缝平台。
79.如图9所示,当机器稳定持续运转时,布料6也稳定朝既定方向移动,当压脚44在接触布料6的工作状态下遇到布料的厚度产生变化时(例如车缝到多层折叠的布料时),压脚44经由变厚的布料6往上推移,进而使压脚杆43亦往上移动,布料厚度感测头46亦随之接近布料厚度传感器45,此时经由布料厚度传感器45测得布料厚度传感器45与布料厚度感测头46之间的距离ds后将信号馈给控制模块3的控制单元31,控制单元31立刻送出修正信号给
入力模块驱动单元33,并由入力模块驱动单元33控制入力模块5的开关阀55关闭,并且使压力源51将压力流体经由第一调压阀52及方向阀53进入压力缸47的下气室 474以推动活塞475上升,此时由于上气室473内的气体受到开关阀55阻挡无法排出而和下气室474内的压力抗衡(如图9所示的入力模块5的流路箭头方向),因此压脚44仅可微量抬起以与布料6厚度的增加量一致,促使压脚44施加于布料6上的压固力可被稳定在目标设定值,如此可避免缝线针距因弹簧42压缩量变化而改变。
80.以上所述实施例仅表达本实用新型的较佳实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型的专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干改变和改良,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1