用于制造具有全向排水平面的纤维水泥板的系统和方法与流程
用于制造具有全向排水平面的纤维水泥板的系统和方法
[0001]
相关申请的交叉引用
[0002]
本申请要求于2018年7月9日提交的第62/695,574号美国临时专利申请和于2019年2月15日提交的第62/806,658号美国临时专利申请的优先权。上述申请中的每个均通过引用以全文并于本文。
[0003]
本申请还涉及us 9,963,887 b2,其通过引用以全文并入本文。
背景技术:
[0004]
已经开发了多种用于生产纤维水泥产品的制造方法和技术。例如,和使用挤出技术制造。
[0005]
生产纤维水泥包层产品的方法之一是由ludwig hatschek于1901年发明的“hatschek过程”。这种方法及其衍生物在今天仍在使用中。例如,所使用的机械和过程的基本图如图1所示,图1是授予pernegger等人的美国专利申请公开no.2007/0215230a1的图1。美国专利申请公开no.2007/0215230a1通过引用并入本文。
[0006]
在hatschek过程中,纤维水泥板通过一个过程来生产,在该过程中,纤维水泥薄膜一个接一个地堆积,直到获得全厚度的板。如图1所示,在包括纤维水泥浆的桶12的系统10上实施hatschek过程。当筛子16在浆料14的桶12中旋转时,桶12内旋转的筛子16在筛子16的表面上拾取纤维和水泥的薄膜,浆料14在桶12中通过搅拌器13搅拌。移动的毡带30通过筛子16,纤维水泥材料薄膜被拾取并传送至移动的多孔无端毡带30。由每个滚筒16沉积在毡带30上的浆料14的量由相应的伏辊18控制。当毡带30在其由导辊20驱动而围绕系统旋转时,毡带30用作降低纤维水泥的水含量的排水介质,毡带30可由抽吸箱26支持。将纤维水泥薄膜转移并沉积至旋转鼓或成形辊22上,直到在成形辊22上形成所需厚度的纤维水泥材料板。当成形辊22靠着移动毡带30旋转时,纤维水泥材料在其在驱动辊24(也称为“胸辊”)处经过成形辊22与毡带30之间时进行压缩并进一步脱水。成形辊22与在驱动辊24处的毡带30之间的压力将膜压在一起以在成形辊22上形成纤维水泥材料板28。
[0007]
当在成形辊22上获得所需厚度的材料时,从成形辊22切下纤维水泥(在图1中由箭头40表示)。一旦生产,就进行固化过程,使得采用各种固化、高压灭菌或其它过程来完成纤维水泥板的制造。
[0008]
该过程的效率确保了其随时间的持续使用。然而,该过程在其在纤维水泥板的两侧上产生光滑表面、图案或特定纹理的能力方面具有固有的局限性。平滑的表面和图案,诸如模拟的木纹,目前通过使用平滑的或图案化的成形辊22来生产。该成形辊22将在纤维水泥板的上侧或面上产生平滑或图案化(当成形辊22本身具有纹理时)的表面。纤维水泥板的这一上侧在这里称为“辊表面”,即由成形辊22形成的表面。纤维水泥板的相对侧将接收由毡带30的纹理(本文称为“毡表面”)压印的纹理。
[0009]
纤维水泥的制造商一直寻求减少在纤维水泥板的毡表面上由毡压印的受损的不规则纹理。这主要是由板堆叠的固化和高压灭菌过程造成。在堆叠过程中,一个板的不规则毡表面与紧邻和位于下方的板的上辊表面接触。不规则的毡表面纹理可转移至相邻板的表
面,从而使它们堆叠在其上的相邻板的旨在暴露的辊表面受损。为了解决这个问题,毡制造商继续开发更平滑的毡,以减少这种不希望的纹理在高压灭菌或固化过程中从一个板的毡表面转移至下一板。如今在工业中使用的已知的最重纹理毡利用具有小于1.0mm的纹理的毡。
[0010]
纤维水泥产品在性质上是吸湿的。在包层工业中已提出了对关于纤维水泥和其它水泥基包层保持水的趋势的关注,纤维水泥和其它水泥基包层保持水的趋势提高了损坏和降解下面的房屋包裹物、建筑纸、石膏护套、木基护套和木框架的风险。
附图说明
[0011]
从对如附图所示的实施方式的更具体的描述中,本公开的前述特征和优点和其它特征和优点将显而易见,在附图中,相同的附图标记在不同的附图中指示相同的部件。附图不一定是按比例绘制的,而是将重点放在说明本公开的原理上。
[0012]
图1示出用于形成纤维水泥板的hatscheck过程的框图。
[0013]
图2示出在实施方式中使用适配毡带来制造纤维水泥板的系统的部分。
[0014]
图3示出在一个实施方式中作为图2的适配毡带的示例的适配毡带。
[0015]
图4示出沿着剖面线a-a'截取的适配毡带的剖视图。
[0016]
图5示出在一个实施方式中作为图2的适配毡带的示例的适配毡带。
[0017]
图6示出沿着剖面线b-b'截取的适配毡带的剖视图。
[0018]
图7示出使用适配毡带形成的纤维水泥板的毡表面侧的示例。
[0019]
图8示出具有第一部分和第二部分的网格的适配毡带。
[0020]
图9示出在一个实施方式中制造具有整体全向排水平面的纤维水泥板的方法。
[0021]
图10示出在一个实施方式中制造具有整体全向排水平面的纤维水泥板的方法。
[0022]
图11示出在一个实施方式中制造具有整体全向排水平面的纤维水泥板的方法。
具体实施方式
[0023]
为了改善纤维水泥包层的性能,本文中的实施方式减小了纤维水泥基包层的背侧与纤维水泥基包层安装在其上的下表面之间的直接接触面积。这种减小降低了包层的毛细作用,并提高了包层的干燥能力,而不会将水转移至下面的结构中。
[0024]
本文中的实施方式公开了一种利用独特图案化和/或粗糙纹理化的毡制造图案化或纹理化的纤维水泥板的系统和方法、以及由此形成的相关产品、以及在制造方法中使用的相关毡。当用于典型的hatschek纤维水泥制造过程及其派生产品中时,本文实施方式中所公开的图案化和纹理化的毡的独特深度提供了一种在纤维水泥板的毡侧上压印纹理和图案的新颖方法。在该方法中制造的纤维水泥板可用作外包层,其中图案或纹理具有足够的深度,以降低包层产品与其上安装有包层产品的表面之间的毛细作用。
[0025]
图2示出了在实施方式中用于使用适配毡带202制造纤维水泥板的系统200的部分。系统200类似于系统10,并且显示了成形辊22、胸辊24、驱动辊20,如以上关于图1所讨论的。图1中未在图2中示出的方面包括于系统200中。然而,代替上面讨论的毡带31,系统200包括适配毡带202。适配毡带202是图案化的、粗糙的、纹理化的、以及它们的任意组合中的一个或多个,以便有意地在由此生成的纤维水泥板206的毡表面204上产生图案。
[0026]
如在上述hatscheck方法中所用,适配毡带202连续地将纤维水泥浆14从筛子16传送至成形辊22。当纤维水泥板206在成形辊24上成形时或离开成形辊24时,适配毡带202在纤维水泥板206的毡表面204上压印图案或纹理。毡表面204上的这种图案或纹理是纤维水泥板的表面,纤维水泥板的该表面靠着壁表面放置,在从成形辊24切割生坯(green)纤维水泥板206并硬化(例如,固化、高压灭菌、空气固化和/或碳化)生坯纤维水泥板206之后,纤维水泥板安装在壁表面上。在从成形辊24切割并固化之后,生坯纤维水泥板206包括两个表面:毡表面204,由放置的适配毡带202压印并靠着壁表面放置;以及辊表面208,当安装在壁上时,辊表面208是纤维水泥板的外表面。该方法允许生产纤维水泥包层,该纤维水泥包层具有由毡压印的内表面以及外表面(例如,辊表面208),外表面由成形辊24形成,使得外表面对应于成形辊24的表面是平滑的或进行图案化。
[0027]
本文所讨论的“纤维水泥板”包括包层、壁板、盖板、装饰板和其它纤维水泥板中的任何一个或多个。另外,根据本文的任何实施方式制造的纤维水泥板可以以任何取向进行安装,诸如毡表面外部或毡表面内部。
[0028]
图3示出了在一个实施方式中作为图2的适配毡带202的一个示例的适配毡带302。图4示出了适配毡带302沿剖面线a-a'截取的剖视图。图3和图4最好与下面的描述一起查看。适配毡带302包括至少一个侧部302,该侧部302适配有图案、纹理、粗糙度、粒度或其组合(本文单独或统称为“带适配部”),带适配部从最高点到最低点的总尺寸差(δ402)大致为1.0mm或更大。该带适配部部和δ402配置成在由系统200形成的纤维水泥包层的毡表面(例如,毡表面204)中产生大约0.5mm的纹理或图案。因而,在实施方式中,在制造纤维水泥板的过程中,使用具有大于工业中通常使用的δ404的适配毡带303。
[0029]
在本文的实施方式中,大于1.0mm的带适配部在纤维水泥板的毡表面206上产生具有大于0.5mm的深度或δ的图案或纹理(例如,“板适配部”)。因而,在这里讨论的实施方式中,由改进的或过度纹理化图案化的毡带202压印的高和低点或区域和/或粗糙纹理的板适配部减小了使用图案化毡带202形成的纤维水泥包层产品与其上安装有纤维水泥包层产品的表面之间的直接接触面积。
[0030]
在另一实施方式中,在这里讨论的适配毡带将在纤维水泥板206的毡表面204中产生压痕的图案或纹理。在另一实施方式中,在这里讨论的适配毡带将产生纤维水泥板206的毡表面204的上升凸起的图案或纹理。
[0031]
在另一实施方式中,独特的图案化和纹理毡将在纤维水泥板的全部或部分上产生上升凸起或压痕、或两者的组合的图案或纹理。从纤维水泥板切割的包层板或面板可在整个表面上具有图案或纹理,或仅仅在板或面板的表面的部分上具有图案或纹理。
[0032]
图5示出了在一个实施方式中作为图2的适配毡带202的一个示例的适配毡带502。图6示出了适配毡带302沿剖面线b-b'截取的剖视图。图7示出了使用适配毡带502形成的示例性纤维水泥板700。图5至图7最好与以下描述一起查看。适配毡带502包括沿着适配毡带502的纵向轴线503的多个部分。该多个部分可包括第一部分504,第一部分504包括上述带适配部(例如,通过图案、纹理、粗糙度、粒度或其组合进行适配)。所述多个部分还包括第二部分506,第二部分506是“平滑的”,不是图案化的,和/或非纹理化的。第一部分504可散布在第二部分506之间。在实施方式中,第一部分504具有上述尺寸的适配部形成深度404。
[0033]
第一部分504和第二部分506可为如图5所示的条带。虽然上述讨论的第一部分504
和第二部分506被示出具有相似的尺寸(例如,宽度),但是可在这里使用任何变化的尺寸而不脱离本发明的范围。另外,第一部分504和第二部分506可不是横向矩形“带”,而是可为波、曲线或任何其它形状。例如,图8示出了具有第一部分802和第二部分804的网格的适配毡带802。第一部分802包括上面讨论的带适配部(例如,通过图案、纹理、粗糙度、粒度或其组合进行适配)。第二部分804是“平滑的”,不是图案化的,和/或非纹理化的。
[0034]
适配毡带502(和适配毡带802)允许制造的纤维水泥板700具有未图案化或纹理化的第一部分702和图案化或纹理化的第二部分704。每对(或更多)部分702和704均可在切割线706处沿着纤维水泥板700的纵向轴线进行切割,以形成单独的包层板708,诸如壁板、装饰板等。第一部分702的第一深度可小于第二部分704的第二深度,第二深度由用于制造所述板700的毡带的带适配部引起。这样,适配毡带502的第二条506可类似于当前生产的毡,而适配毡带502的第一条504在毡中具有更大的带适配部,从而导致具有更大或更小纹理或图案的区域的纤维水泥板。
[0035]
标准纤维水泥制造过程的附加/替代修改
[0036]
上述实施方式讨论了使用适配毡带生成纤维水泥板。然而,可使用对标准纤维水泥制造过程的替代或附加修改来生成具有全向排水平面的纤维水泥板。这些修改可在图1或图2所示的任一系统的成形过程和固化过程之间进行,或作为对固化过程的修改。例如,在一个实施方式中,在水泥板离开初始板形成过程之后(例如,在成形辊22上形成板之后切割40板之后)增大或形成待形成在“毡表面”(例如,图1中的板28的未接触成形辊22而是接触毡带30的表面;或图2中的图2中的毡表面204)。图案或纹理的形成或增强可在纤维水泥板的高压灭菌、空气固化或碳化之前或之后进行。没有硬化、固化、碳化或高压灭菌的纤维水泥在本文中称为“生坯”。这种附加的方法可应用于但不限于hatschek和flow-on纤维水泥制造过程以及其它方法,诸如挤出式纤维水泥形成技术。
[0037]
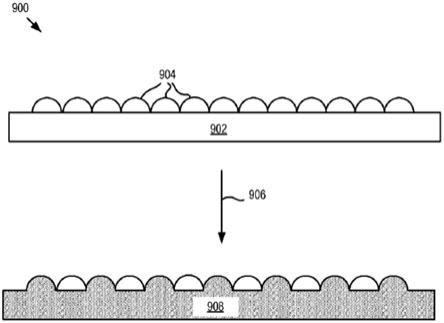
图9示出了在一个实施方式中制造具有整体全向排水平面的纤维水泥面板的方法900。如图9所示,在纤维水泥板902(例如,图1或图2的纤维水泥板中的任一个)形成至所需厚度之后,通过沉积、喷涂、转移、模制、添加制造或其它添加方法将额外的纤维水泥材料904以纹理或图案添加到板上,以在纤维水泥板的表面上形成图案。在沉积与纤维水泥板材相同的材料的附加纤维水泥材料之后,具有附加材料904的图案的板902进行硬化、高压灭菌、固化、结晶或碳化(如箭头906所示),以产生包括纹理或图案的纤维水泥的单件式均质板908,诸如但不限于us 9,963,887中所反映的图案。
[0038]
图10示出了在一个实施方式中制造具有整体全向排水平面的纤维水泥板的方法1000。在方法1000中,在固化之前,将深度一致的纤维水泥材料的层1006添加至初始生坯纤维水泥面板1002的毡表面1004。在添加层之后,通过去除层1006内的材料来形成图案或纹理(由箭头1008表示),同时添加的纤维水泥材料处于其生坯状态,并且没有进行硬化、高压灭菌、固化、结晶或碳化。可通过用工具切割或通过喷水喷雾进行去除。在添加层中已形成图案之后,对纤维水泥板和图案化层进行硬化、高压灭菌、固化、结晶或碳化(如箭头1010所示),以产生纤维水泥的单件式均质板1012,该单件式均质板1012包括与纤维水泥的后表面成一体的纹理或图案,如us 9,963,887中所讨论,从而产生其中所讨论的全向排水平面。这导致累积面板具有形成全向排水平面的凸起和/或降低元件的整体纹理、图案。
[0039]
图11示出了在一个实施方式中制造具有整体全向排水平面的纤维水泥板的方法
1100。除了初始的、生坯纤维水泥板1102之外,第二生坯纤维水泥板1104形成有在辊表面上形成的图案或纹理1106,诸如通过成形辊22,该成形辊22具有与最终产品上的所需图案互补的图案,该互补的图案在以上关于图1讨论的成形过程中压印到生坯纤维水泥板上。在该实施方式中,两个纤维水泥板的毡表面1108不接受特定的图案或纹理。在硬化、高压灭菌、固化、结晶或碳化之前,并且当处于其生坯状态时,两个纤维水泥板结合在一起(如箭头1110所示)。第二板可包括穿孔和凹陷或凸起特征。这两个板在其毡表面1108上结合在一起。这两个板可或可不通过纤维水泥的浆料结合,或可通过压力结合。在两个板以其未固化的生坯状态结合之后,两个板材现在是一个板,并且进行硬化、高压灭菌、固化、结晶或碳化(如箭头1112所示),以产生纤维水泥的单件式均匀板1114,其中板的一个面包括形成全向排水平面的如us 9,963,887中所讨论的纹理或图案。
[0040]
在另一实施方式中,当初始纤维水泥板202处于其生坯状态时,通过切割研磨、喷水喷雾或类似方法去除材料,在板表面中形成图案或纹理。在形成图案之后,板进行硬化、高压灭菌、固化、结晶、或碳酸盐化,以产生纤维水泥的单件式均匀板,其中板的一个面包括如us 9,963,887中所讨论的纹理或图案。
[0041]
在另一实施方式中,当在图1或图2中产生的初始纤维水泥板处于其生坯状态时,在将纤维水泥板202从成形辊24切下之后,通过使生坯纤维水泥板在相对的辊之间通过,在板表面中形成图案或纹理。相对的辊中的一个具有期望的装饰图案,以及另一个辊具有与期望的全向排水平面图案互补的图案。在形成图案之后,板进行硬化、高压灭菌、固化、结晶、或碳化,以产生纤维水泥的单件式均匀板,其中板的一个面包括如us 9,963,887中所讨论的纹理或图案。
[0042]
在另一实施方式中,由与生坯纤维水泥板相同的材料制成的单独的纤维水泥网格结合或以其它方式附接至生坯纤维水泥板上。单独的纤维水泥网格可同时或在结合或附接至生坯纤维水泥板之前进行硬化、高压灭菌、固化、结晶或碳化。在该实施方式的另一变型中,生坯纤维水泥板202在与单独的纤维水泥网格结合或附接之前已进行硬化、高压灭菌、固化、结晶或碳化。单独的纤维水泥网格可形成us 9,963,887中讨论的全向排水平面。
[0043]
在不脱离本发明的范围的情况下,可在上述方法和系统中进行改变。因而,应当注意的是,应将在上述描述中包括的或附图中所示的内容解释为说明性的,而不是限制性的。下面的权利要求旨在覆盖这里描述的所有一般特征和特定特征,以及本方法和系统的范围的所有陈述,作为语言的问题,可称为落在权利要求之间。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1