一种合并摆放模具的摆渡台的制作方法
1.本技术涉及混凝土预制构件的预制技术领域,尤其涉及到机械化浇筑技术。
背景技术:
2.对于小型混凝土预制构件的浇筑,目前自动化程度最高的技术是公告号为:cn 207105190 u,公告日为:2018.03.16,名称为:《一种新型塑料模具制花砖机》的生产线技术,该生产线启动以后,不需要人工操控,只需要人工摆放模具和人工移走浇筑后的模具;相比当前普遍应用的公告号为cn207549093u,公告日为20180629,名称为《一种预制构件自动化生产线》的生产线技术,后者需要人工操作布料机,但能够对更多的模具横向布料,因此浇筑后的模具可以用叉车搬运,而前者虽然自动化,但人工移走浇筑后的模具显然浪费了人工,是该技术的严重不足。
技术实现要素:
3.本技术的目的是提供一种合并摆放模具的摆渡台,能将多次浇筑的模具合并摆放,实现集中搬运。
4.本技术公开了如下技术方案:方案1,一种合并摆放模具的摆渡台,包括摆放台及驱动装置,所述摆放台承接需合并摆放的模具,所述驱动装置驱动模具和/或摆放台完成模具的合并摆放及输出。
5.方案2,进一步的,如方案1所述一种合并摆放模具的摆渡台,所述摆放台为辊道台,所述辊道台包括辊道支架,辊道机架和辊子,所述辊子为定轴式,所述辊子由多个安装于同一轴芯的子辊组成,所述子辊的辊面长度小于其所承载的模具相邻底边之间的间隙,所述驱动装置包括辊道驱动机构,所述辊道支架固定安装,所述辊道驱动机构安装于辊道支架和辊道机架之间,驱动辊道机架左右移动,或者所述辊道驱动机构固定安装,辊道台安装于辊道驱动机构,驱动辊道台左右移动,所述驱动装置还包括推模机构,所述推模机构驱动模具输出。在输入动力的驱动下模具向前移动到机架的辊子之上,多次前移形成一列,左右移动机架在其他部位输入新的一列,全部摆放后推模机构推动模具向前输出。子辊的管面长度小于其所承载的模具相邻底边之间的间隙,避免同一子辊同时承载两个模具。
6.方案3,进一步的,如方案2所述一种合并摆放模具的摆渡台,所述推模机构包括链轮、链条、推板和电机减速机,所述链轮安装于机架,推板安装于链条,电机减速机驱动链轮,链轮带动链条,链条带动推板,推板将模具向前推出。
7.方案4,进一步的,如方案2所述一种合并摆放模具的摆渡台,所述推模机构包括曲柄、连杆、推板、推板轨道和电机减速机,所述推板轨道安装于机架,所述推板可沿推板轨道移动,电机减速机带动曲柄连杆驱动推板将模具向前推出。
8.方案5,进一步的,如方案2所述一种合并摆放模具的摆渡台,所述推模机构为重力推模机构,包括可倾斜的机架和升降机构,升降机构驱动机架在水平和向前向下倾斜之间变换,在机架水平时摆放模具,在机架倾斜时摆放好的模具向前输出。
9.方案6,进一步的,如方案1所述一种合并摆放模具的摆渡台,所述摆放台为万向球平台,所述万向球平台固定安装,所述驱动装置包括横向推模机构和前向推模机构,所述横向推模机构驱动模具左右移动,所述前向推模机构驱动模具前向移动。
10.方案7,进一步的,如方案1所述一种合并摆放模具的摆渡台,所述摆放台为由多对并列的单边输送带组成的带式台,每个单边输送带包括前导向轮、后导向轮和配合导向轮安装的皮带,每2个单边输送带为一对,多个单边输送带的前导向轮安装于前轴芯并可调节轴向位置,多个单边输送带的后导向轮安装于后轴芯并可调节轴向位置,前、后导向轮均可绕轴芯转动,每对的2个单边输送带分别对应模具的两侧,承载一列模具,所述带式台还包括带式台机架和带式台支架,所述轴芯安装于带式台机架,所述驱动装置包括带式台驱动机构,所述带式台支架固定安装,所述带式台驱动机构安装于带式台支架和带式台机架之间,驱动带式台机架左右移动,或者所述带式台驱动机构固定安装,带式台安装于带式台驱动机构,驱动带式台左右移动,所述驱动装置还包括推模机构,所述推模机构驱动模具输出。
11.方案8,进一步的,如方案1所述一种合并摆放模具的摆渡台,所述摆放台为由多个并列的输送机组成摆放机组,所述驱动装置为机组驱动机构,所述机组驱动机构推动摆放机组左右移动。
12.方案9,进一步的,如方案8所述一种合并摆放模具的摆渡台,所述摆放机组包括机组支架,机组支架取代输送机支架,所述机组驱动机构安装于机组支架和输送机之间,推动输送机左右移动。
13.方案10,进一步的,如方案8或9所述一种合并摆放模具的摆渡台,所述输送机为带式输送机或者有动力辊子输送机或者刮板输送机。
14.本技术的有益效果是实现了浇筑后模具的合并摆放的机械化,提高了生产效率。
附图说明
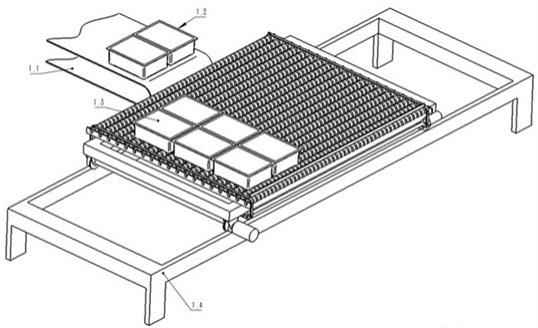
15.图1,实施例1,摆渡台为辊道台的系统示意图;图2,实施例1,图1中的摆渡台;图3,实施例1,图1的局部放大图;图中,浇筑设备输出端1.1,输出的模具1.2,合并的模具1.3,摆渡台1.4,辊道支架1.4.1,辊道机架1.4.2,子辊1.4.3,链轮1.4.4,链条1.4.5,推板1.4.6,电机减速机1.4.7,辊道驱动1.4.8,尺寸30是子辊辊面长度,尺寸59是模具相邻底边间隙。
16.图4,实施例2,万向球平台示意图;图中,万向球平台2.1,横向推板2.2.1,横向轨道2.2.2,横向链条2.2.3,横向链轮2.2.4,前向推板2.3,待摆放模具2.4,已摆放模具2.5;图5,实施例3,带式输送机机组示意图;图中,机组机架3.1,带式输送机3.2。
17.图6,实施例4,可调带式摆渡台示意图;图中:支架4.1,机架4.2,链轮4.3,链条4.4,推板4.5,推板驱动4.6,前导向轮4.7,后导向轮4.8,皮带4.9,承托轮4.10,摆放台驱动4.11。
具体实施方式
18.首先明确实施例的方向,以浇筑设备的模具输出方向为前;本技术所列实施例,都可以采用plc自动控制,以匹配浇筑设备的自动化。
19.实施例1,参考附图1至3,摆放台为辊道台的系统实施例,包括浇筑设备输出端1.1,输出的模具1.2,合并的模具1.3,摆渡台1.4,摆渡台1.4摆放在浇筑设备输出端1.1,承接待输出的模具1.2;其中摆渡台1.4的摆放台为辊道台,所述辊道台包括辊道支架1.4.1,辊道机架1.4.2,子辊1.4.3,链轮1.4.4,链条1.4.5,推板1.4.6,电机减速机1.4.7,辊道驱动1.4.8,所述辊道台的辊子由多个安装于同一轴芯的子辊1.4.3组成,所述辊子为定轴式,子辊的管面长度30小于其所承载的模具相邻底边之间的间隙59,避免同一子辊同时承载两个模具,辊子安装于辊道机架1.4.2,辊道驱动1.4.8包括轮子和电机减速机,辊道支架1.4.1固定安装,辊道驱动1.4.8安装于辊道支架1.4.1和辊道机架1.4.2之间,其中辊道支架1.4.1同时作为辊道驱动1.4.8的轨道,辊道驱动1.4.8驱动辊道机架1.4.2左右移动,链轮1.4.4、链条1.4.5、链轮推板1.4.6及电机减速机1.4.7组成推模机构,链轮1.4.4安装于辊道机架1.4.2,电机减速机1.4.7驱动链轮1.4.4、链条1.4.5及安装于链条1.4.5的推板1.4.6向前推动模具;工作时摆渡台1.4的右部对准浇筑设备输出端1.1,浇筑设备输出端1.1将待输出的模具1.2输送到摆渡台1.4, 经3次输出完成1列后成为摆放模具1.3,摆渡台1.4向右移动一个摆放位,图中所示就是这种工况,重复摆放第二列,第三列输出完成后,推模机构启动,位于辊道台后下方的推板1.4.6在链条1.4.5的带动下,向上向前沿辊子上表面推动全部摆放好的模具1.3向前移动至叉车托盘,完成输出后推板1.4.6停放在辊道台的前上方,在摆放过程中防止模具移动出辊道台,叉车将模具运走,一个摆放过程完成,开始下一循环。
20.实施例2,参考附图4,参考实施例1,万向球平台实施例,包括万向球平台2.1,还包括横向推板2.2.1、横向轨道2.2.2、横向链条2.2.3、横向链轮2.2.4组成的横向推模机构,还包括前向推模机构,前向推板2.3为前向推模机构的推板,还包括待摆放模具2.4,已摆放模具2.5,工作时,待摆放模具2.4输出至万向球平台2.1之上,输出3个模具后形成一列,电机减速机驱动横向推模机构横向推动该列模具移动至另一侧,成为所示已摆放模具2.5,横向推板2.2.1返回起始位,等待下一次推模,完成全部摆放后前向推板2.3推动模具输出,前向推模机构等已简化。
21.实施例3,参考附图5,参考其他实施例,由3个带式输送机组成的摆放机组实施例,包括机组机架3.1,带式输送机3.2,3个带式输送机3.2安装于机组机架3.1,机组机架3.1下端有机组驱动机构,工作时首先对一个带式输送机进行摆放,之后机组驱动机构驱动摆放机组横向移动,依次对第二、第三个带式输送机进行摆放,全部摆放完成后,3个带式输送机同时启动,向前输出。
22.实施例4,参考附图6,参考其他实施例,带式台实施例,包括支架4.1,机架4.2,链轮4.3,链条4.4,推板4.5,推板驱动4.6,前导向轮4.7,后导向轮4.8,皮带4.9,承托轮4.10,摆放台驱动4.11,本实施例共有6对单边输送带,前导向轮4.7、后导向轮4.8和皮带4.9组成单边输送带,前导向轮4.7、后导向轮4.8均可沿轴芯调整位置从而调整单边输送带的间距,使每对的2个单边输送带分别对应模具的两侧,承载一列模具,6对单边输送带安装于支架4.2,摆放台驱动4.11安装于支架4.1和机架4.2之间,链轮4.3、链条4.4、推板4.5和推板驱
动4.6组成推模机构,承托轮4.10为承托部件,防止皮带4.2下沉,当然承托部件也可以取消或者是平板或者是格栅等,和实施例1相比,减少了部件的数量,更主要的是能够胜任只有部分平底的模具,因为辊道台只能适应平底的模具,而有的模具只有部分平底。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1