超高火炬吊装及安装方法与流程
1.本发明涉及火炬施工技术领域,具体涉及一种超高火炬吊装及安装方法。
背景技术:
2.目前,火炬施工在国内还是完全采用传统的施工技术:即先进行火炬钢结构组对,安装,然后进行火炬组对安装,然后再进行火炬附属管道、电气仪表安装。由下至上的地面至高空的垂直施工方法。这种传统的施工技术使得整个施工过程一环扣一环,基本上是一条施工主线,全部为前后施工工序,必须等上道工序施工、验收完后才能进行下道施工工序的施工,且整个施工过程为垂直空间施工作业,施工的作业空间有限,施工安全系数低,造成施工难度大,施工安全措施投入较大,施工工期也较长。先进的施工企业的一些大型火炬开始出于对施工安全和施工效率考虑,逐步采用模块化吊装施工技术,对该技术的开发应用还处于在小型火炬、小范围内初步应用阶段。
3.超高火炬的吊装优化施工技术,就是将火炬分段进行拼装,然后进行下侧综合考虑重量及安装高度,采用同类型吊车,合理作业时间安装到位。该工法的施工效率高、工程质量更有保证、施工成本也比传统工艺有所降低。
4.随着整个化工建设行业对施工安全、施工质量的重视,对高施工效率的追求,以及国内设计工艺的不断提高,施工工机具、机械的性能提升,传统的火炬吊装施工方法已逐渐显示出劣势与不足,超高火炬的吊装优化施工技术顺应科技发展潮流,将会逐步成为超高火炬施工行业中的主要施工技术,得到迅速的发展与应用。
技术实现要素:
5.针对现有技术的不足,本发明公开了一种超高火炬吊装及安装方法,目的是要使超高火炬吊装施工的难度降低,施工过程中的安全系数提高,施工效率也要有明显的提高,工程施工质量能够更好的进行检查、管控,同时,相对于传统的火炬吊装施工方法,其施工成本应有所降低或不额外增加施工成本。
6.本发明通过以下技术方案予以实现:
7.本发明公开一种超高火炬吊装及安装方法,所述方法包括以下步骤:
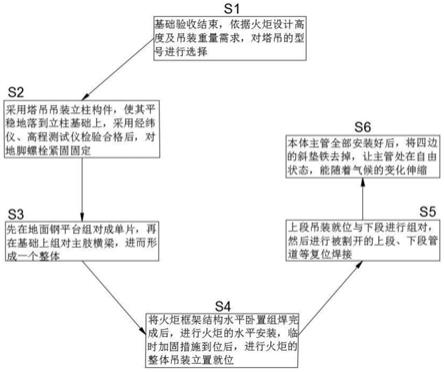
8.s1基础验收结束,依据火炬设计高度及吊装重量需求,对塔吊的型号进行选择;
9.s2采用塔吊吊装立柱构件,使其平稳地落到立柱基础上,采用经纬仪、高程测试仪检验合格后,对地脚螺栓紧固固定;
10.s3先在地面钢平台组对成单片,再在基础上组对主肢横梁,进而形成一个整体;
11.s4将火炬框架结构水平卧置组焊完成后,进行火炬的水平安装,临时加固措施到位后,进行火炬的整体吊装立置就位;
12.s5上段吊装就位与下段进行组对,然后进行被割开的上段、下段管道等复位焊接;
13.s6本体主管全部安装好后,将四边的斜垫铁去掉,让主管处在自由状态,能随着气候的变化伸缩。
14.更进一步的,所述方法中,将火炬分割成4段,第一段采用正装法直接安装,然后再地面上组对第二、三、四段,其中每一段均需与前一段的主肢进行预对口,最后一段的火炬筒直接固定在扶架上。
15.更进一步的,所述方法中,在塔体设置多对组对定位块,定位块上带内螺纹螺栓孔,在大型吊车的协助下初组对方位后将配套螺栓拧入定位块螺栓孔,通过调整螺栓就能达到精确定位和准确的组对塔垂直度。
16.更进一步的,所述方法中,将火炬筒下部的各鞍座调整到位,使各鞍座均匀受力不发生主塔鞍座支撑点悬空现象,火炬筒水平卧置组对后即可进行下一步的附属钢结构、管道的施工。
17.更进一步的,所述方法中,在垂直于管道的两根正式承重结构的侧面设计四个临时限位挡块,正式承重钢梁和正式限位钢梁的两端头分别固定在火炬钢框架结构上通过焊接或螺栓连接牢固,采用大型履带吊车作为主吊车、用适当吨位的汽车吊作为辅助吊车溜尾,在吊装上塔、下塔时为防止主钢丝绳对设备的挤压,加有“一字平衡梁”。
18.更进一步的,所述方法中,上段吊装就位与下段进行组对,组对时借助组对调整块,垂直度的测量采用经纬仪,在上段与下段组对期间履带吊车不得松钩,然后进行被割开的上段、下段管道等复位焊接,上塔由于部分设备与大口径管道布置在一侧,吊装重心偏离上塔几何中心,在吊装起吊前调整吊装钢丝绳。
19.更进一步的,所述方法中,分段时应对每一吊件进行吊装校核,校核时从吊装重量,吊装高度以及塔架吊至就位高度时是否碰杆进行计算,校核是否满足吊装要求,其中吊装重量满足吊装要求的条件是:
20.k(q+q1)+q2<w
21.式中,式中k为动载系数,q1是索具重量,q2是吊车吊钩重量,w是吊车额定载荷。
22.更进一步的,所述方法中,采用主臂吊装时,吊装高度满足吊装要求的条件是:
[0023][0024]
式中,b是吊车工作半径,a是吊车臂杆饺支至吊车转盘中心距离,c是吊车臂杆较支至地面的距离,h1是吊件就位高度,h2是吊件高度,h3是吊索高度,h4是吊车滑车组预留高度,h5是吊装就位预留高度。
[0025]
更进一步的,所述方法中,采用主臂和付臂吊装时,吊装高度满足吊装要求的条件是:
[0026][0027]
式中:l是付臂长度,β是付臂仰角,γ是主臂倾斜的角度。
[0028]
更进一步的,所述方法中,进行塔架是否碰吊车臂杆的校核时,考虑采用吊车主臂吊装塔架段的工况时的校核,塔架不碰吊车臂杆的条件是:
[0029]
[(lcosα+c)
‑
h
‑
h5]tgα>d+e
[0030]
式中:d是塔架段上口边缘至塔架中心距离,e是二分之一吊车桅杆宽度,l是吊车臂杆长度,c是吊车臂杆饺支至地面的距离,h是塔架段就位后上口至地面的高度,α是吊车臂杆与吊钩的夹角,h5是吊装就位预留高度。
[0031]
本发明的有益效果为:
[0032]
本发明的施工工艺是分段到货,在预制场地面进行水平分段组对焊接成整体,然后再进行附塔管道安装及附属结构安装,其中管道在预制场已进行70%以上预制深度的预制,最下段在基础上进行制作安装。附塔管道在地面水平安装90%以上。使得超高火炬吊装施工的难度降低,施工过程中的安全系数提高,施工效率明显的提高,工程施工质量能够更好的进行检查、管控,同时,相对于传统的火炬吊装施工方法,其施工成本有所降低,不额外增加施工成本。
附图说明
[0033]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0034]
图1是一种超高火炬吊装及安装方法的原理步骤图;
[0035]
图2是本发明实施例主塔组对定位块示意图。
具体实施方式
[0036]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0037]
实施例1
[0038]
本实施例公开一种超高火炬吊装及安装方法,包括以下步骤:
[0039]
s1基础验收结束,依据火炬设计高度及吊装重量需求,对塔吊的型号进行选择;
[0040]
s2采用塔吊吊装立柱构件,使其平稳地落到立柱基础上,采用经纬仪、高程测试仪检验合格后,对地脚螺栓紧固固定;
[0041]
s3先在地面钢平台组对成单片,再在基础上组对主肢横梁,进而形成一个整体;
[0042]
s4将火炬框架结构水平卧置组焊完成后,进行火炬的水平安装,临时加固措施到位后,进行火炬的整体吊装立置就位;
[0043]
s5上段吊装就位与下段进行组对,然后进行被割开的上段、下段管道等复位焊接;
[0044]
s6本体主管全部安装好后,将四边的斜垫铁去掉,让主管处在自由状态,能随着气候的变化伸缩。
[0045]
本实施例中,将火炬分割成4段,第一段采用正装法直接安装,然后再地面上组对第二、三、四段,其中每一段均需与前一段的主肢进行预对口,最后一段的火炬筒直接固定在扶架上,在塔体设置多对组对定位块,定位块上带内螺纹螺栓孔,在大型吊车的协助下初组对方位后将配套螺栓拧入定位块螺栓孔,通过调整螺栓就能达到精确定位和准确的组对塔垂直度。
[0046]
本实施例中,将火炬筒下部的各鞍座调整到位,使各鞍座均匀受力不发生主塔鞍座支撑点悬空现象,火炬筒水平卧置组对后即可进行下一步的附属钢结构、管道的施工。在垂直于管道的两根正式承重结构的侧面设计四个临时限位挡块,正式承重钢梁和正式限位
钢梁的两端头分别固定在火炬钢框架结构上通过焊接或螺栓连接牢固,采用大型履带吊车作为主吊车、用适当吨位的汽车吊作为辅助吊车溜尾,在吊装上塔、下塔时为防止主钢丝绳对设备的挤压,加有“一字平衡梁”。
[0047]
本实施例中,上段吊装就位与下段进行组对,组对时借助组对调整块,垂直度的测量采用经纬仪,在上段与下段组对期间履带吊车不得松钩,然后进行被割开的上段、下段管道等复位焊接,上塔由于部分设备与大口径管道布置在一侧,吊装重心偏离上塔几何中心,在吊装起吊前调整吊装钢丝绳。
[0048]
本实施例通过对超高火炬吊装施工技术的研究与开发,最终的目的是要使超高火炬吊装施工的难度降低,施工过程中的安全系数提高,施工效率也要有明显的提高,工程施工质量能够更好的进行检查、管控,同时,相对于传统的火炬吊装施工方法,其施工成本应有所降低或不额外增加施工成本。
[0049]
实施例2
[0050]
本实施例在分段时对每一吊件进行吊装校核,校核时从吊装重量,吊装高度以及塔架吊至就位高度时是否碰杆进行计算,校核是否满足吊装要求,其中吊装重量满足吊装要求的条件是:
[0051]
k(q+q1)+q2<w
[0052]
式中,式中k为动载系数,q1是索具重量,q2是吊车吊钩重量,w是吊车额定载荷。
[0053]
更进一步的,所述方法中,采用主臂吊装时,吊装高度满足吊装要求的条件是:
[0054][0055]
式中,b是吊车工作半径,a是吊车臂杆饺支至吊车转盘中心距离,c是吊车臂杆较支至地面的距离,h1是吊件就位高度,h2是吊件高度,h3是吊索高度,h4是吊车滑车组预留高度,h5是吊装就位预留高度。
[0056]
本实施例中,采用主臂和付臂吊装时,吊装高度满足吊装要求的条件是:
[0057][0058]
式中:l是付臂长度,β是付臂仰角,γ是主臂倾斜的角度。
[0059]
本实施例中,进行塔架是否碰吊车臂杆的校核时,考虑采用吊车主臂吊装塔架段的工况时的校核,塔架不碰吊车臂杆的条件是:
[0060]
[(lcosα+c)
‑
h
‑
h5]tgα>d+e
[0061]
式中:d是塔架段上口边缘至塔架中心距离,e是二分之一吊车桅杆宽度,l是吊车臂杆长度,c是吊车臂杆饺支至地面的距离,h是塔架段就位后上口至地面的高度,α是吊车臂杆与吊钩的夹角,h5是吊装就位预留高度。
[0062]
考虑吊车的吊装能力,本实施例一般火炬塔架每隔十几米就会设置一平台,塔架的分段应选择在平台的位置处。塔架段吊装组对时,可以利用平台进行施工作业。塔架分段点应定在平台上方1.2m处。塔架分段确定后,便可根据每段塔架的重量,高度以及就位高度来选择吊车的吊装能力。
[0063]
吊车采用超级配重时,付臂应一次接长到吊装火炬头所需的高度,在这种情形下,吊车的吊装能力必须满足塔架第五段重量的吊装要求。
[0064]
实施例3
[0065]
本实施例对“超高火炬吊装及优化技术”的研究与开发,前期工作由以下几个步骤组成:
[0066]
一、咨询公司在火炬施工领域有着丰富施工经验的专家、工程人员,了解超高火炬吊装施工的重点和难点,组织现有的工程技术人员结合传统超高火炬吊装施工方法,分析新的超高火炬吊装施工技术的突破点、关键点,进行理论分析研究,综合当前国际上对超高火炬吊装施工技术的开发应用情况,对在我国进行该项施工技术更深一步的开发进行可行性分析,搞清楚超高火炬吊装施工技术的特性、技术难点以及应用难度,使在项目开展进行阶段有充分的技术准备、资金准备及思想准备。
[0067]
二、在可行性报告完成后组建项目研发小组,进行国内、国际方面的技术资料收集工作,初步讨论形成若干套新的施工方案,在初步方案敲定后联系外协技术支持单位,也就是超高火炬吊装的设计方,验证确认施工方案是否能在设计上获得通过,在设计层面能给予技术支持。
[0068]
三、将经设计方验证可行的施工方案提交项目实施组,对新施工技术在工程实际应用层面进行分析与模拟实验,考验新技术的工程转化应用的可行性。
[0069]
四、在初步方案经设计论证及工程应用论证其可行性后,再从施工思路、设计修改、工程实施等层面进行施工技术的内容整理、完善,形成指导性的技术方案,指导项目实施。四、要进行必要的一些工程设备调研,确认目前国内现有的工程机械技术性能能够满足施工技术方案中的使用要求。
[0070]
本实施例中,“超高火炬吊装及优化技术研究”的主要研发内容包括:火炬模块化组装施工工艺、超高火炬吊装优化技术、高空组对焊接。在此研发阶段的各个环节存在对传统施工方法的利用、改进与创新,其中的研发难点和重点是“超高火炬的吊装优化技术”,这两个环节在研发阶段有大量的理论计算与设计任务,以及高难度的技术理论到工程化应用的科技转化,在这两个环节能很好的获得解决方案,那么,整个研发将会进展得比较顺利。
[0071]
实施例4
[0072]
本实施例公开一种超高火炬吊装及优化技术,其关键技术是:火炬的分段、火炬水平组对及配管技术、火炬吊装就位、火炬空中就位;火炬吊装就位;火炬空中组对等。
[0073]
第一项关键技术是火炬的分段。根据吊车选用选择,一次性选用吊装,初步将火炬分为以下4段原则上在平台处分段,平台上1
‑
1.2m作为主肢空中对接节。根据施工图及详细验算吊装受力与触杆的情况,分段如下:
[0074]
第一段:el0
‑‑‑‑
el+15m;第二段:el0+15
‑‑‑‑
el+40m;
[0075]
第一段:el+40m
‑‑‑‑
el+60m;第二段:el+60
‑‑‑‑
el+75m;
[0076]
现场搭设15m
×
30m的钢平台,第一段尺寸较大,采用正装法直接安装。先在地面钢平台组对成单片,再在基础上组对主肢横梁,从而形成一个整体,这样第一段可以减少机械台班的使用量。然后再地面上组对第二、三、四段,每一段均需与前一段的主肢进行预对口。最后一段的火炬筒直接固定在扶架上便于火炬筒的安装。
[0077]
第二关键技术水平组对及配管技术。火炬考虑运输及其他原因通常会分几段到货,为了便于现场的组对方位精确、垂直度质量有保证,在塔体27.4m、50m处设置有多对组对定位块,定位块上带内螺纹螺栓孔,在大型吊车的协助下初组对方位后将配套螺栓拧入定位块螺栓孔,通过调整螺栓就能达到精确定位和准确的组对塔垂直度,此时要及时将火
炬筒下部的各鞍座调整到位,使各鞍座均匀受力不发生主塔鞍座支撑点悬空现象,避免塔体发生永久变形。水平组对的理论示意图如图2所示,火炬筒水平卧置组对后即可进行下一步的附属钢结构、管道的施工,由于钢结构、管道及桥架设计在主塔的四周,因此,在主塔水平卧置组对时需要根据设计图纸中的配管、桥架走向要求用鞍座将火炬筒垫高2m~3m离地距离,便于管道、桥架施工。
[0078]
第三项关键技术是火炬吊装就位。在将火炬框架结构水平卧置组焊完成后即要进行火炬的水平安装,由于火炬内的管道都是围绕火炬进行配管的,在钢结构未能彻底固定或支撑到位的情况下进行配管会导致在管道施工过程中发生设备的倾倒、滑移等现象,造成焊缝受力而拉裂、管道变形、设备受损等后果,在火炬由卧置吊装至立置状态过程中也可能造成管道断裂等后果。因此,审核图纸时要求在垂直于管道的两根正式承重结构的侧面设计四个临时限位挡块,这样才能保证设备在配管和调转安装过程中的稳固。正式承重钢梁、正式限位钢梁的两端头应该分别固定在火炬钢框架结构上,焊接或螺栓连接牢固。以上的临时加固措施到位后,再采用吊车进行火炬的整体吊装立置就位。采用大型履带吊车作为主吊车、另选用适当吨位的汽车吊作为辅助吊车溜尾。在吊装上塔、下塔时为防止主钢丝绳对设备的挤压,必须加有“一字平衡梁”(吊装扁担)。
[0079]
第四项关键技术是火炬空中就位。上段吊装就位与下段进行组对,组对时仍然借助组对调整块,垂直度的测量采用经纬仪,在上段与下段组对期间履带吊车不得松钩。然后进行被割开的上段、下段管道等复位焊接。上塔由于部分设备与大口径管道布置在一侧,吊装重心偏离上塔几何中心,在吊装起吊前要适当调整吊装钢丝绳。
[0080]
综上,本发明的施工工艺是分段到货,在预制场地面进行水平分段组对焊接成整体,然后再进行附塔管道安装及附属结构安装,其中管道在预制场已进行70%以上预制深度的预制,最下段在基础上进行制作安装。附塔管道在地面水平安装90%以上。使得超高火炬吊装施工的难度降低,施工过程中的安全系数提高,施工效率明显的提高,工程施工质量能够更好的进行检查、管控,同时,相对于传统的火炬吊装施工方法,其施工成本有所降低,不额外增加施工成本。
[0081]
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1