3D打印机的打印材料输送装置的制作方法
3d打印机的打印材料输送装置
技术领域
1.本实用新型涉及3d打印技术领域,特别地涉及一种3d打印机的打印材料输送装置。
背景技术:
2.目前3d打印建筑领域在打印材料方面大致分为两类:一类是研发新的建筑材料多为膏状粘稠物体,原材料中很少有颗粒状混合物。这种材料一般通过挤压装置在压强的推动下将原材料从打印头挤出。这种材料打印时很难喷出并且成型也很难掌握;并且这种新材料无论从性能,经济各个方面还需一个长时间实际验证的过程,不利于3d打印技术推广。第二种是用传统的建筑材料,即带有颗粒(石子)且符合国家标准配比的混凝土材料。
3.为了能使3d打印建筑房屋技术尽快的得到普及与应用,使用传统的建筑材料打印房屋是最好的捷径。与此同时,也对3d打印的混凝土有了比较严格的要求。由于常规泵车输送的混凝土能够直接从打印头喷出,但不能打印成型,而不能成为流体的混凝土虽然能够打印成型,但是泵车却输送不出来。因此为了解决3d打印混凝土机原料从配料到输送的问题,需要一套能够输送带有颗粒(石子)的骨料混凝土的特定传输系统,以期为3d打印建筑房屋技术起到积极的推动作用。
技术实现要素:
4.本实用新型提供一种3d打印机的打印材料输送装置,用于输送带有颗粒(石子)的骨料混凝土,以便于3d打印机的展开打印作业。
5.本实用新型提供一种3d打印机的打印材料输送装置,包括:
6.自动配料单元,其用于将原料按照预定配比进行混合以形成打印材料;
7.自动卸料单元,其与所述自动配料单元联动,用于接收并输出所述打印材料;以及
8.自动输送单元,其所述自动卸料单元相连,用于将所述自动卸料单元输送至预定位置;
9.其中,所述自动输送单元包括分别与所述自动卸料单元相连的自动提升机构和水平输送机构,所述自动提升机构用于将所述自动卸料单元输送至预定高度,所述水平输送机构用于将所述自动卸料单元输送至预定水平位置。
10.在一个实施方式中,所述自动输送单元还包括用于检测所述自动卸料单元所处位置的位置信号装置,所述位置信号装置分别与所述自动提升机构和水平输送机构电连接。
11.在一个实施方式中,所述自动提升机构包括立柱、与所述立柱垂直设置的水平梁以及第一滑轮机构;
12.所述第一滑轮机构包括:设置在所述水平梁上的第一滑轮、设置在所述自动卸料单元上端的第二滑轮、设置在所述立柱上的第一换向轮以及依次经过所述第一滑轮、所述第二滑轮和所述第一换向滑轮的第一牵引绳。
13.在一个实施方式中,所述水平输送机构包括第二滑轮机构以及设置在所述水平梁
上的移动块,所述第一滑轮固定于所述移动块的下方;
14.所述第二滑轮机构包括:设置在所述水平梁上的第三滑轮、分别设置在所述立柱上的第二换向轮和第三换向轮以及第二牵引绳;
15.所述移动块两侧的第二牵引绳分别与第一滚筒和第二滚筒相连。
16.在一个实施方式中,所述自动卸料单元包括打印材料承载装置,所述打印材料承载装置的底部设置有门锁装置,所述打印材料承载装置位于所述预定水平位置处时,所述门锁装置开启以使所述打印材料承载装置中的打印材料自动卸出。
17.在一个实施方式中,所述打印材料承载装置包括活动底板,所述门锁装置包括:
18.锁杆,其设置在所述打印材料承载装置的侧部,所述锁杆的底部设置有销孔;以及
19.销轴,其设置在所述活动底板的边缘处,且沿所述活动底板的径向向外凸出;
20.所述门锁装置处于锁定状态时,所述销轴与所述销孔插合使所述活动底板将所述打印材料承载装置封闭;
21.所述门锁装置处于开启状态时,所述销轴与所述销孔脱离使所述活动底板将所述打印材料承载装置打开。
22.在一个实施方式中,还包括自动分料单元,其用于接收位于预定位置的自动卸料单元输出的打印材料,并向3d打印机的打印头分配打印材料。
23.在一个实施方式中,所述自动分料单元包括:
24.移动收料仓,其设置在3d打印机的固定梁上的移动车上,用于接收所述自动卸料单元输出的打印材料;以及
25.旋转收料仓,其上端为接收口,下端为两个输出口;
26.所述接收口用于接收所述移动收料仓输出的打印材料,两个所述输出口分别设置在3d打印机的不同打印头上方。
27.在一个实施方式中,所述移动收料仓上设置有用于与所述锁杆接触的接触部。
28.在一个实施方式中,所述自动配料单元包括电子秤配料仓、水泵、自动输送机以及搅拌机;
29.所述水泵用于向所述搅拌机中定时、定量地输入水;
30.所述自动输送机分别与所述电子秤配料仓和所述搅拌机联动,用于将所述电子秤配料仓中的材料输送至所述搅拌机中。
31.与现有技术相比,本实用新型的优点在于:通过自动配料系统进行配料能够获得符合要求的标准混凝土,通过自动输送单元能够将自动卸料单元输送至预定位置并进行卸料,从而实现向3d打印机自动输送打印材料以便于3d打印机的展开打印作业。
附图说明
32.在下文中将基于实施例并参考附图来对本实用新型进行更详细的描述。
33.图1是本实用新型的实施例中自动配料单元的示意图;
34.图2
‑
3是本实用新型的实施例中自动提升机构使自动卸料单元竖直升降的过程示意图;
35.图4
‑
5a是本实用新型的实施例中水平输送机构使自动卸料单元水平移动的过程示意图;
36.图5b为仅示出了本实用新型的实施例中水平输送机构的示意图;
37.图5c的是图5b所示的驱动机构的结构示意图;
38.图5d是图5c在e
‑
e处的剖视图;
39.图5e是图5c在k
‑
k处的剖视图
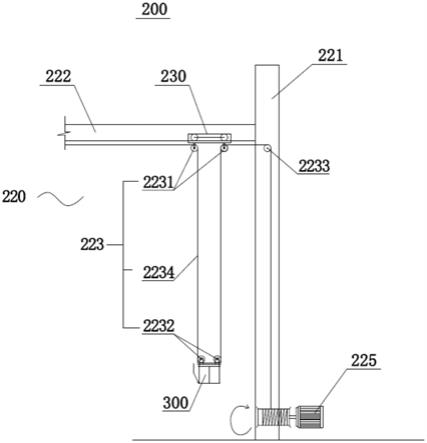
40.图6a是本实用新型的实施例中自动卸料单元闭合的状态示意图;
41.图6b是图6a在i处的放大图;
42.图6c是本实用新型的实施例中自动卸料单元打开状态的侧视图;
43.图7是本实用新型的实施例中自动卸料单元打开的状态示意图;
44.图8
‑
9是本实用新型的实施例中自动卸料单元由闭合状态变为打开状态的过程示意图;
45.图10和图11是本实用新型的实施例中自动分料单元的结构示意图;
46.图12是图10在a
‑
a处的剖视图;
47.图13a是图10在b
‑
b处的剖视图;
48.图13b是图13a在n处的放大图;
49.图14是图13a在c
‑
c处的剖视图;
50.图15是本实用新型的实施例中自动分料单元的俯视图。
51.附图标记:
52.100
‑
自动配料单元;
53.110
‑
电子秤配料仓;111
‑
水泵;112
‑
自动输送机;113
‑
搅拌机;114
‑
运输车;115
‑
计量仓;116
‑
控制箱;
54.200
‑
自动输送单元;220
‑
自动提升机构;230
‑
水平输送机构;
55.221
‑
立柱;222
‑
水平梁;
56.223
‑
第一滑轮机构;2231
‑
第一滑轮;2232
‑
第二滑轮;2233
‑
第一换向轮;2234
‑
第一牵引绳;
57.224
‑
第二滑轮机构;2241
‑
第三滑轮;2242
‑
第二换向轮;2243
‑
第三换向轮;2244
‑
第二牵引绳;2245
‑
第一滚筒;2246
‑
第二滚筒;
58.225
‑
第一电机;246
‑
移动块;2461
‑
行走轮;
59.226
‑
第二电机;
60.2244
‑1‑
左牵引绳;2244
‑
2右牵引绳;
[0061]3‑
正向棘轮机构;31
‑
正向棘轮;32
‑
正向棘爪;321
‑
正向连接杆;322
‑
正向锁销;323
‑
第一弹簧;
[0062]5‑
反向棘轮机构;51
‑
反向棘轮;52
‑
反向棘爪;521
‑
反向连接杆;522
‑
反向锁销;523
‑
第一弹簧;
[0063]4‑
驱动机构;41
‑
外壳;
[0064]
300
‑
自动卸料单元;310
‑
打印材料承载装置;
[0065]
313
‑
第一桶体;314
‑
第二桶体314;315
‑
活动底板;
[0066]
311
‑
锁杆;312
‑
门锁装置;3122
‑
弹簧;3123
‑
销轴;3124
‑
销孔;
[0067]
400
‑
自动分料单元;410
‑
移动收料仓;411
‑
接触部;420
‑
旋转收料仓;421
‑
输出口;422
‑
接收口;
[0068]
510
‑
固定梁;520
‑
移动车;530
‑
环形轨迹线。
具体实施方式
[0069]
下面将结合附图对本实用新型作进一步说明。
[0070]
如图1和2所示,本实用新型提供一种3d打印机的打印材料输送装置,其包括自动配料单元100、自动输送单元200、自动卸料单元300和自动分料单元400。下面分别对其进行详细地介绍。
[0071]
自动配料单元100用于将原料按照预定配比进行混合以形成打印材料。具体来说自动配料单元100包括电子秤配料仓110、水泵111、自动输送机112以及搅拌机113。
[0072]
通过运输车114向电子秤配料仓110中装入原料,电子秤配料仓110中设置有计量仓115,其用于称重各原料,并将称量好的各原料通过输出至自动输送机112中。其中,自动输送机112分别与电子秤配料仓110和搅拌机113联动,用于将电子秤配料仓110中的材料输送至搅拌机113中。
[0073]
由于3d打印机需要的原料是常规的混凝土的成分,即砂子、水泥、石子和水。但是打印机所需要的混凝土要求既要能够保证混凝土的强度又要兼顾打印所需要的粘稠度和可塑性,因此这就对3d打印混凝土的配比有了严格的要求。
[0074]
3d打印所需的混凝土按建筑物的强度可分别采取不同配比,但其材料中骨料是必不可少的。为了使配比更精准,通过电子秤配料仓110来严格称量砂子、石子和水泥等原料的各自的重量。同时通过控制箱116来控制水泵111以定时定量地向搅拌机113中加入水。电子秤配料仓110中的原料自动配比好后,会与自动输送机112联动,自动输送机112启动,可将配比好的原料输送到搅拌机113中。通过搅拌机113可制成3d打印所需要的打印材料(下文简称为打印材料)。
[0075]
通过采用科学的电子配料方法,按照国家配方强度可搅拌出各种强度的标准混凝土。自动配料单元100输出的混凝土不仅保证了强度,而且也满足了3d打印机打印的需要,解决了3d打印房屋材料配比难题。
[0076]
自动卸料单元300与自动配料单元100联动,用于接收并输出打印材料。通过搅拌机113制成的打印材料输送至自动卸料单元300中,并通过自动输送单元200将自动卸料单元300输送至预定位置处。
[0077]
自动输送单元200包括别与自动卸料单元300相连的自动提升机构220和水平输送机构230。搅拌机113中搅拌好的打印材料输送至自动卸料单元300中。
[0078]
自动提升机构220用于将自动卸料单元300输送至预定高度,水平输送机构230用于将自动卸料单元300输送至预定水平位置处。
[0079]
此外,自动输送单元200还包括用于检测自动卸料单元300所处位置的位置信号装置(未图示),位置信号装置分别与自动提升机构220和水平输送机构230电连接。
[0080]
自动提升机构220将自动卸料单元300提升到所需的高度时,位置信号装置发出指令使自动提升机构220停止起升,同时启动水平输送机构230把自动卸料单元300传送指定位置(即自动分料单元400的上方)以向自动卸料单元400输送打印材料。
[0081]
自动提升机构220和水平输送机构230采用接触部延时原理进行联动控制。当自动卸料单元300提升到规定高度时通过接触部感应传导至水平输送机构230,从而将自动卸料
单元300进行水平输送,在输送过程中完全实现自动控制。其原理是通过接触部控制和光感控制使自动卸料单元300从某一点到另一点自动运行。
[0082]
具体来说,如图3所示,自动提升机构220包括立柱221、与立柱221垂直设置的水平梁222以及第一滑轮机构223。
[0083]
第一滑轮机构223包括:设置在水平梁222上的第一滑轮2231、设置在自动卸料单元300上端的第二滑轮2232、设置在立柱221上的第一换向轮2233以及依次经过第一滑轮2231、第二滑轮2232和第一换向滑轮的第一牵引绳2234。
[0084]
如图2和3所示,第一滑轮2231的数量为两个,两个第一滑轮2231沿水平梁222的长度方向依次设置,二者之间具有一定的间距。同样地,第二滑轮2232的数量也为两个,并且两个第一滑轮2231与两个第二滑轮2232一一对应地设置。第一牵引绳2234依次经过其中一个第一滑轮2231、其中一个第二滑轮2232、另一个第二滑轮2232、另一个第一滑轮2231以及第一换向轮2233后与第一电机225相连。如图2所示,第一电机225沿第一方向旋转时,第一牵引绳2234卷绕,则使自动卸料单元300的高度升高;反之,如图3所示,第一电机225沿与第一方向相反的第二方向旋转时,第一牵引绳2234退绕,则使自动卸料单元300的高度降低。
[0085]
当自动卸料单元300升高到预定位置时,位置信号装置发出指令使自动第一电机225停止起升,同时启动水平输送机构230。
[0086]
具体来说,水平输送机构230包括第二滑轮机构224以及设置在水平梁222上的移动块246,第二滑轮机构224由驱动机构4进行驱动。第一滑轮2231固定于移动块246的下方;移动块246移动时,第一滑轮2231和自动卸料单元300随其一同移动。
[0087]
第二滑轮机构224包括:设置在水平梁222上的第三滑轮2241、分别设置在立柱221上的第二换向轮2242和第三换向轮2243以及第二牵引绳2244;移动块246两侧的第二牵引绳2244分别经过第二换向轮2242和第三换向轮2243与旋转方向相反的第一滚筒2245和第二滚筒2246相连。
[0088]
需要说明的是,第二牵引绳2244分为两部分,如图4所示,移动块246右侧的右牵引绳2244
‑
2依次经过第二换向轮2242并卷绕在下文所述的第二滚筒2246上;移动块246左侧的左牵引绳2244
‑
1与移动块246的左侧相连后一次经过第三滑轮2241和第三换向轮2243后卷绕在下文所述的第一滚筒2245上。
[0089]
此外,由于移动块246需要沿水平梁222移动,因此在其上设置有4个或者4个以上的行走轮2461,在水平梁222上设有相应的轨道,行走轮2461设置在轨道上,从而能够使其移动更顺畅。
[0090]
如图4和5所示,第三滑轮2241的数量为两个,其沿立柱221的高度方向依次设置。第二换向轮2242和第三换向轮2243沿立柱221的高度方向依次设置。
[0091]
其中,驱动机构4包括第一滚筒2245、第二滚筒2246和第二电机226。第一滚筒2245和第二滚筒2246均与第二电机226相连。通过一个电机,可带动不同的滚筒以相同的方向进行旋转且使不同的滚筒上的牵引绳分别实现卷绕和退绕。
[0092]
下面详细说明一个电机带动不同的滚筒以相同的方向的实施方式。
[0093]
如图5b和5c所示,第一滚筒2245上设置有正向棘轮机构3,第二滚筒2246上设置有反向棘轮机构5。其中,正向棘轮机构3和反向棘轮机构5均由第二电机226驱动。
[0094]
现有的两个动力源分别驱动不同滚筒的方式,其必须考虑两个滚筒上缠绕的绳索
的直径不同所造成的影响。由于其中一个滚筒卷绕,因此其上的牵引绳越来越多,使其直径越来越大;而另一滚筒退绕,其上的牵引绳越来越少,使直径越来越小;因此就会面临两个滚筒的转速不同的情况,从而使退绕的滚筒的转速难以控制。而本实用新型中通过一个第二电机226驱动不同滚筒的方式,则不用考虑滚筒上绕线后的直径,因为在其中一个滚筒卷绕时,退绕的那个滚筒为不受力的自由状态,因此其转速可以是任意转速,从而解决了转速难以控制的问题。
[0095]
进一步地,正向棘轮机构3和反向棘轮机构5的转动方向相同,使第一滚筒2245卷绕时第二滚筒2246退绕,或者第一滚筒2245退绕时第二滚筒2246卷绕。因此,能够在第一滚筒2245和第二滚筒2246上的绳索能够达到收放平衡的程度,从而使对移动块246能够直线往返移动。
[0096]
具体来说,正向棘轮机构3包括正向棘轮31,反向棘轮机构5包括反向棘轮51,正向棘轮31的棘轮齿的旋向与反向棘轮51的棘轮齿的旋向相反。
[0097]
如图5d所示,正向棘轮31的棘轮齿的旋向为逆时针方向;如图5e所示,反向棘轮51的棘轮齿的旋向为顺时针方向。可以理解地,正向棘轮31的棘轮齿的旋向也可以是顺时针方向,反向棘轮51的棘轮齿的旋向也可以是逆时针方向。
[0098]
具体来说,正向棘轮31机构3还包括正向棘爪32,反向棘轮51机构5还包括反向棘爪52,正向棘爪32和反向棘爪52的朝向相反,使正向棘轮31被正向棘爪32锁定时,反向棘轮51与反向棘爪52解锁;正向棘轮31与正向棘爪32解锁时,反向棘轮51被反向棘爪52锁定。
[0099]
当正向棘轮31被正向棘爪32锁定时,第二电机226可驱动正向棘轮31和正向棘爪32以及第一滚筒2245一同旋转,从而使第一滚筒2245卷绕;当正向棘轮31与正向棘爪32解锁时,第二电机226可驱动正向棘爪32空转,正向棘轮31和第一滚筒2245不受力,从而第一滚筒2245上的牵引绳可以自由退绕。
[0100]
反向棘轮51与正向棘轮31类似,当反向棘轮51被反向棘爪52锁定时,第二电机226可驱动反向棘轮51和反向棘爪52以及第二滚筒2246一同旋转,从而使第二滚筒2246卷绕;当反向棘轮51与反向棘爪52解锁时,第二电机226可驱动反向棘爪52空转,反向棘轮51和第二滚筒2246不受力,从而第二滚筒2246上的牵引绳可以自由退绕。
[0101]
进一步地,正向棘爪32包括正向连接杆321和正向锁销322,正向连接杆321的第一端与动力源的输出端固定连接,正向连接杆321的第二端与正向锁销322的第二端转动连接,正向锁销322的第一端构造为能够插入或离开正向棘轮31的棘轮齿之间以将正向棘轮31锁定或解锁。
[0102]
类似地,反向棘爪52包括反向连接杆521和反向锁销522,反向连接杆521的第一端与动力源的输出端固定连接,反向连接杆521的第二端与反向锁销522的第二端转动连接,反向锁销522的第一端构造为能够插入或离开反向棘轮51的棘轮齿之间以将反向棘轮51锁定或解锁。
[0103]
如图5d和5e所示,正向棘爪32的转动方向与正向棘轮31的棘轮齿的旋向相反时,正向棘爪32锁定正向棘轮31;正向棘爪32的转动方向与正向棘轮31的棘轮齿的旋向相同时,正向棘爪32解锁正向棘轮31。反向棘爪52的转动方向与反向棘轮51的棘轮齿的旋向相反时,反向棘爪52锁定反向棘轮51;反向棘爪52的转动方向与反向棘轮51的棘轮齿的旋向相同时,反向棘爪52解锁反向棘轮51。
[0104]
正向锁销322和反向锁销522的重要意义还在于,第二电机226停止工作时,正向棘轮机构3和反向棘轮机构5未受力,则通过正向锁销322能够将正向棘轮机构3锁定在当前位置,通过反向锁销522能够将反向棘轮机构5锁定在当前位置,从而使移动块246可以锁定在当前的位置而不会前后错位,这对于需要精确定位的自动卸料单元300能够起到重要的作用。正向棘爪32还包括第一弹簧323,第一弹簧323分别与正向连接杆321的第一端和正向锁销322的第一端相连。其中,第一弹簧323能够拉动正向锁销322的第一端,使其能够插入正向棘轮31的棘轮齿之间。
[0105]
类似地,反向棘爪52还包括第二弹簧,第二弹簧分别与反向连接杆521的第一端和反向锁销522的第一端相连。其中,第二弹簧523能够拉动反向锁销522的第一端,使其能够插入反向棘轮51的棘轮齿之间。
[0106]
优选地,正向棘轮31的棘轮齿和反向棘轮51的棘轮齿为三角形齿或圆弧形齿。可以理解地,正向锁销322和反向锁销522的第一端均可构造为能够与三角形齿或圆弧形齿的棘轮齿相啮合的结构。
[0107]
需要说明的是,第一滚筒2245和第二滚筒2246的旋转方向始终相同,如图4和图5a中间箭头所示,分别为第一滚筒2245和第二滚筒2246的旋转方向;并且二者的旋转方向与动力源226的输出轴的转动方向相同。但是由于在第一滚筒2245上的左牵引绳2244
‑
1和第二滚筒2246上的右牵引绳2244
‑
2的卷绕方向相反,因此可实现当第一滚筒2245和第二滚筒2246旋转方向相同时,其中一个卷绕而另一个退绕。第二电机226的输出轴沿逆时针旋转时,正向棘轮31被正向棘爪32锁定,第二电机226可驱动正向棘轮31和正向棘爪32以及第一滚筒2245一同旋转,从而使第一滚筒2245上的左牵引绳2244
‑
1卷绕,则可拉动移动块246沿x轴负方向移动。而同时,反向棘轮51与反向棘爪52解锁,第二电机226可驱动反向棘爪52空转,反向棘轮51和第二滚筒2246不受力,从而第二滚筒2246上的右牵引绳2244
‑
2可以自由退绕,从而使移动块246被左牵引绳2244
‑
1拉动,而同时右牵引绳2244
‑
2则松开,且右牵引绳2244
‑
2可以随移动块无限延长,从而达到收放平衡,因此移动块246可沿x轴负方向移动,由此可解决牵引绳放、收不均造成的断绳和烧毁电机和电器元件的问题。
[0108]
反之,第二电机226的输出轴沿顺时针旋转时,反向棘轮51被反向棘爪52锁定,第二电机226可驱动反向棘轮51和反向棘爪52以及第二滚筒2246一同旋转,从而使第二滚筒2246上的右牵引绳2244
‑
2卷绕,则可拉动移动块246沿x轴正方向移动。而同时,正向棘轮31与正向棘爪32解锁,第二电机226可驱动正向棘爪32空转,正向棘轮31和第一滚筒2245不受力,从而第一滚筒2245上的左牵引绳2244
‑
1可以自由退绕,从而使移动块246被右牵引绳2244
‑
2拉动,而同时左牵引绳2244
‑
1则松开,且左牵引绳2244
‑
1可以随移动块无限延长,从而达到收放平衡,因此移动块246可沿x轴正方向移动,由此可解决牵引绳放、收不均造成的断绳和烧毁电机和电器元件的问题。
[0109]
如图5b所示,第一滚筒2245和第二滚筒2246的外部套有外壳41,以保护滚筒和牵引绳。
[0110]
通过自动提升机构220,能够解决自动卸料单元300中的打印材料在由垂直输送方向过渡到水平输送方向时吊装物的稳定性问题。由于自动卸料单元300是与移动块246相连,因此当自动提升机构220先将自动卸料单元300提升至预定位置后,直接启动水平输送机构230,就可使移动块246带动自动卸料单元300沿水平方向移动。因此自动提升机构220
完成提升动作后,无需使自动卸料单元300的连接部件发生改变,直接通过使移动块246移动,就可带动自动卸料单元300移动,从而保证了自动卸料单元300运动的稳定性。
[0111]
当自动卸料单元300移动到预定位置时,自动卸料单元300向自动分料单元400输出打印材料。
[0112]
如图6a和7所示,自动卸料单元300包括打印材料承载装置310,打印材料承载装置310的底部设置有门锁装置312,打印材料承载装置310位于自动分料单元400上的预定位置处时,门锁装置312开启以使打印材料承载装置310中的打印材料落入自动分料400单元中。
[0113]
具体来说,如图7所示,打印材料承载装置310包括第一桶体313、第二桶体314和活动底板315。其中,第一桶体313和第二桶体314扣合后形成一个完整的圆柱形的桶体。活动底板315设置在打印材料承载装置310的底部。当活动底板315的轴线与打印材料承载装置310的轴线重合时,其使第一桶体313和第二桶体314保持扣合的状态,从而使打印材料承载装置310封闭,此时可向打印材料承载装置310中装入打印材料;而当活动底板315的轴线与打印材料承载装置310的轴线具有夹角(0
‑
90
°
)时,即活动底板315打开,则使第一桶体313和第二桶体314松开,从而使打印材料承载装置310为开放状态,从而打印材料可从其中向外输出。
[0114]
再具体地,第一桶体313和第二桶体314扣合的部分相互重叠,以保证打印材料承载装置310的密封性。
[0115]
门锁装置312在锁定状态下,活动底板315将打印材料承载装置310的底端封闭。门锁装置312在开启状态下,活动底板315将打印材料承载装置310的底端打开,同时由于第一桶体313和第二桶体314失去约束,则第一桶体313会沿顺时针向外旋转,而第二桶体314则会沿逆时针向外旋转,从而第一桶体313和第二桶体314呈“八”字型打开,则其中的打印材料就可向外排出。
[0116]
将打印材料承载装置310设置为通过第一桶体313和第二桶体314打开的方式向外输出打印材料是因为,如前文所述,3d打印机中所需要的打印材料为具有一定的粘稠度的混凝土,因此如果仅打开打印材料承载装置310的底部则可能造成混凝土粘在打印材料承载装置310的侧壁上不向外排出的现象。而本实用新型通过将打印材料承载装置310设置为分体的第一桶体313和第二桶体314,当其打开时,则两个桶体分别向外旋转后呈倾斜的状态,因此其中的混凝土就会顺利地向外部输出,而不会粘附在桶体的侧壁上。
[0117]
下面详细说明门锁装置312的开启方法。
[0118]
在一个优选的实施例中,如图6a、6b和6c所示,门锁装置312包括设置在打印材料承载装置310侧部的锁杆311和设置在活动底板315的边缘处且沿其径向向外凸出的销轴3123。其中,锁杆311采用杠杆原理来将活动底板315进行开启。
[0119]
活动底板315的其中一侧与打印材料承载装置310的侧壁转动连接,其另一侧设置有销轴3123。门锁装置312在锁定状态下,销轴3123插入的销孔3124中,则活动底板315将打印材料承载装置310的底端封闭。门锁装置312在开启状态下,销轴3123从销孔3124中脱离,从而活动底板315转动至其轴线与打印材料承载装置310的轴线具有夹角的状态,则打印材料承载装置310为开放状态。
[0120]
具体地,锁杆311为倾斜设置的杆,其与打印材料承载装置310的轴线具有一定的夹角。锁杆311的上端用于与自动分料单元400上的接触部411相接触,其底端设置有用于使
销轴3123插入的销孔3124。
[0121]
由于锁杆311倾斜,因此当打印材料承载装置310沿水平方向移动至预定位置时,锁杆311的上端会与自动分料单元400上的接触部411相接触,从而使锁杆311的底端沿顺时针方向向外旋转,则可使其底端的销孔3124与销轴3123分离,从而使活动底板315失去约束而沿逆时针向外旋转,则可使打印材料承载装置310处于打开状态。
[0122]
进一步地,门锁装置312还包括设置在打印材料承载装置310的侧部的弹簧3122。当活动底板315将打印材料承载装置310的底部封闭时,弹簧3122的一端与销轴3123相接触,且此时弹簧3122处于压缩状态,同时销轴3123插入销孔3124中。当锁杆311的上端与自动分料单元400上的接触部411相接触,从而使锁杆311的底端沿顺时针方向向外旋转时,其底端的销孔3124与销轴3123分离,此时弹簧3122会推动活动底板315沿逆时针向外旋转,从而使打印材料承载装置310能够顺利打开。
[0123]
在一个可选的实施例中,门锁装置312包括设置在打印材料承载装置310侧部的锁杆311、设置在活动底板315的边缘处且沿其轴向向外凸出的插销以及用于和插销相插合的插合部。
[0124]
当门锁装置312在锁定状态下,销轴3123插入插合部中,则活动底板315将打印材料承载装置310的底端封闭。门锁装置312在开启状态下,销轴3123从插合部中脱离,从而活动底板315转动至其轴线与打印材料承载装置310的轴线具有夹角的状态,则打印材料承载装置310为开放状态。
[0125]
具体地,打印材料承载装置310沿水平方向移动至预定位置时,锁杆311的上端会与自动分料单元400上的接触部411相接触,从而使锁杆311的底端沿顺时针方向向外旋转,并使插合部松开活动底板315上的插销,从而使活动底板315失去约束而沿逆时针向外旋转,则可使打印材料承载装置310处于打开状态。
[0126]
上述两种方式中,当活动底板315沿逆时针向外旋转后,打印材料承载装置310处于打开状态下,再次使其封闭时,可以采用人工手动地将活动底板315扣合从而使打印材料承载装置310封闭的方式;也可采用自动使活动底板315沿顺时针方向旋转而扣合从而使打印材料承载装置310封闭的方式。例如通过电机驱动活动底板315沿顺时针方向旋转使其扣合的方式,从而使整个装置更自动化、更智能化。
[0127]
如图10
‑
15所示,自动分料单元400位于3d打印机的打印头上方,用于接收位于预定位置的自动卸料单元300输出的打印材料,并向3d打印机的打印头分配打印材料。
[0128]
具体来说,如图10所示,自动分料单元400包括移动收料仓410和旋转收料仓420。如图8和9所示,移动收料仓410设置在3d打印机的固定梁510上的移动车520上,用于接收自动卸料单元300输出的打印材料。
[0129]
如图13a和图13b所示,移动车520通过滑轨机构与固定梁510相连,从而能够带动移动收料仓410和旋转收料仓420在固定梁510上移动。
[0130]
如图8所示,移动收料仓410的侧部设置有用于与锁杆311的上端相接触的接触部411。接触部411可以是推杆,当打印材料承载装置310移动至预定位置时,锁杆311与推杆接触,推杆411推动锁杆311使其下端产生逆时针旋转,从而将活动底板315释放。
[0131]
旋转收料仓420能够进行360
°
的旋转,图15示出了旋转收料仓420在环形轨迹线530的左右方向上运行切换至左右方向上运行时,分别旋转了90
°
。为了说明旋转收料仓420
的旋转,请见如图15,假设位于左侧的旋转收料仓420的上下左右四个方向的定位点分别为bdac,待其行走至图15所示下侧时,其旋转了90
°
,则四个方向的定位点变成了cadb,继续行走至图15所示的右侧时,其又旋转了90
°
,则四个方向的定位点变成了bdca,继续行走至图15所示的上侧时,其又旋转了90
°
,则四个方向的定位点变成acbd。如图13a所示,旋转收料仓420的上端为接收口422,接收口422用于接收移动收料仓410输出的打印材料。旋转收料仓420的下端为两个输出口421,整体呈现倒“y”字型。
[0132]
如图13a所示,接收口422的内部具有两个倾斜的挡板,即第一挡板422a和第二挡板422b,第一挡板422a和第二挡板422b相互对称,并且其上端相连,从而形成一个三角形结构。由此可使打印材料从接收口422中能够顺利地流入两个输出口421中而不会在接收口422中存料。
[0133]
为了满足建筑强度需要,3d打印墙体中间都要带有钢筋,这就要求设置两个打印头,且两个打印头必须分别置于钢筋的两侧,由此将旋转收料仓420的下端设置两个输出口421,每个输出口421分别设置在3d打印机的不同打印头上方,从而将打印材料平均分配给其下方的两个打印头。
[0134]
如图15所示,两个输出口421分别位于钢筋的两侧,从而使其能够为钢筋两侧的打印头分别输送打印材料。
[0135]
因此旋转收料仓420向上能够保证打印材料平稳接收、向下能够让跟随打印头进行360度自由旋转,从而保证打印材料流畅且均匀地流入相应的打印头中。
[0136]
虽然已经参考优选实施例对本实用新型进行了描述,但在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本实用新型并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1