混凝土生产用原料自动配料装置的制作方法
1.本实用新型涉及配料装置的技术领域,更具体地说是涉及混凝土原料配料装置的技术领域。
背景技术:
2.混凝土搅拌站是用来集中搅拌混凝土的联合装置,又称混凝土预制场,由于它的机械化、自动化程度较高,所以生产率也很高,并能保证混凝土的质量和节省水泥,常用于混凝土工程量大、工期长、工地集中的大、中型水利、电力、桥梁等工程。混凝土在混凝土搅拌站内的生产加工主要包括有如下步骤:先将砂石料、水泥和粉煤灰等粉料、减水剂、水等原料按规定重量比例进行称量配料,再将上述称量好的原料送入混凝土搅拌机内进行搅拌混合制成混凝土。对于上述步骤中砂石料和粉料的称重配料,目前通常由人工使用电子称等工具手动实现,自动化程度较低,工作人员的劳动强度较大,生产效率较低。此外,由于混凝土的原料在进入混凝土搅拌机之前都是分开的,只有在进入混凝土搅拌机内后才开始混合搅拌,因此所需的搅拌时间较长,混凝土生产效率较低。
技术实现要素:
3.本实用新型的目的是为了解决上述之不足而提供一种可实现自动定量配料,减轻工作人员劳动强度,并可对原料进行预搅拌,降低后序混凝土搅拌机的工作负荷,提高混凝土生产效率的混凝土生产用原料自动配料装置。
4.本实用新型为了解决上述技术问题而采用的技术解决方案如下:
5.混凝土生产用原料自动配料装置,它包括有机架、砂石料仓、粉料仓、称量机构、混合输送机构和控制器,所述砂石料仓和粉料仓固定安装在机架上,在砂石料仓的底部开设有第一排料口,在砂石料仓的第一排料口处设置有闸门机构,在粉料仓的底部开设有第二排料口,在粉料仓的第二排料口处设置有下料机构,所述称量机构分别包括有称量斗和称重传感器,称重传感器固定安装在机架上,称量斗固定架置在称重传感器上,称量斗分别位于闸门机构和下料机构下方,在称量斗的底部开设有第三排料口,在第三排料口处连通有第二电动阀,所述混合输送机构包括有底座、输送仓、弹簧、振动电机、成对的转轴、第二电机和减速机,输送仓通过弹簧呈倾斜状固定架置在底座上,振动电机固定安装在输送仓上,成对的转轴活动安装在输送仓内,在成对的转轴上分别设置有呈螺旋排布的斜抄板,成对转轴上的斜抄板螺旋旋向相反,在输送仓上开设有第二进料口和第二出料口,在输送仓的第二进料口处设置有料斗,该料斗位于称量斗的第三排料口下方,减速机固定安装在输送仓上,第二电机固定安装在减速机上,并与减速机传动连接,减速机与成对的转轴传动连接,所述控制器固定安装在机架上,控制器与闸门机构、下料机构、称重传感器和第二电动阀电连接。
6.所述闸门机构包括有成对的闸门和成对的油缸,成对的闸门分别通过第一销轴与砂石料仓铰接,成对的闸门盖置在第一排料口下方,成对的油缸通过第二销轴与砂石料仓
铰接,成对油缸的活塞杆分别通过第三销轴与成对的闸门铰接。
7.所述下料机构包括有输料筒、中轴和第一电机,在输料筒上开设有第一进料口和第一出料口,输料筒固定安装在粉料仓的底部,输料筒的第一进料口通过第一电动阀与粉料仓的第二排料口相连通,所述第一电动阀为电动蝶阀,中轴通过第一轴承活动安装在输料筒内,在中轴上设置有螺旋筋板,第一电机固定安装在输料筒上,第一电机通过第一联轴器与中轴传动连接。
8.所述控制器为可编程逻辑控制器,控制器与闸门机构的成对油缸、下料机构的第一电机和第一电动阀电连接。
9.所述称重传感器为s型称重传感器,所述第二电动阀为电动闸阀。
10.在所述底座上设置有支柱,弹簧的下端部固定在支柱上,在输送仓上设置有支座,支座固定架置在弹簧的上端部上。
11.所述成对的转轴通过第二轴承活动安装在输送仓内,减速机通过支板固定安装在输送仓上,在成对转轴的一端部分别设置有齿轮,成对转轴上的齿轮相互啮合,减速机通过第二联轴器与其中一根转轴传动连接。
12.本实用新型采用上述技术解决方案所能达到的有益效果是:
13.1、当需要将砂石料仓和粉料仓内的原料输送至混凝土搅拌机内进行搅拌时,此时,第一电动阀为打开状态,通过控制器控制第一电机启动,通过第一电机驱动中轴转动,通过中轴上的螺旋筋板对粉料仓内的粉料进行输送,使粉料从第一出料口落至称量斗内,同时通过控制器控制成对油缸的活塞杆收缩,将成对的闸门打开,使砂石料仓内的砂石料落至称量斗内,此时称量斗上的第二电动阀均为关闭状态,通过称重传感器对称量斗内的原料分别进行称量,并将称量信号传送至控制器,通过控制器设定一所需的原料重量值,当称量斗内原料的重量到达该重量值时,通过控制器控制第一电机停止,并控制油缸将闸门关闭,接着控制第二电动阀打开,使称量斗内的砂石料和粉料分别落至料斗内,从而实现自动定量配料,有效减轻了工作人员的劳动强度,提高了混凝土生产效率。
14.2、砂石料和粉料通过料斗落至输送仓内后,通过第二电机驱动成对的转轴转动,通过成对转轴上的斜抄板进行翻抄搅拌,使砂石料与粉料充分混合,由于斜抄板呈螺旋排布,因此在搅拌的同时,对砂石料和粉料进行输送,与此同时,通过振动电机驱动输送仓进行振动,从而加快排料速度和原料混合效果,混合后的砂石料和粉料最终从第二出料口排出进入混凝土搅拌机内与混凝土的其它原料进行搅拌制作混凝土,通过混合输送机构在输送的过程中对砂石料和粉料进行了预混合搅拌,从而降低了后序混凝土搅拌机的工作负荷,节省了混凝土在混凝土搅拌机内的搅拌时间,提高了混凝土生产效率。
附图说明
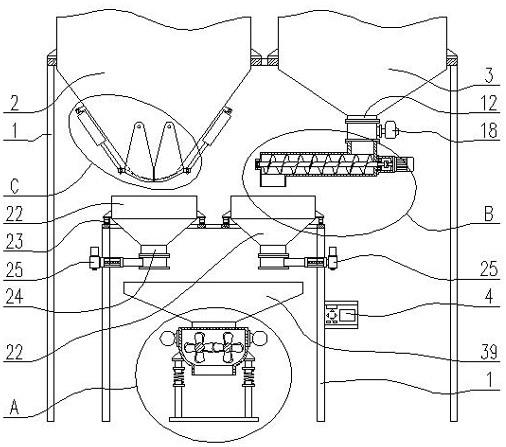
15.图1为本实用新型的结构示意图;
16.图2为图1中a处的局部放大示意图;
17.图3为图1中b处的局部放大示意图;
18.图4为图1中c处的局部放大示意图;
19.图5为图2中混合输送机构的右视剖视图;
20.图6为图5中混合输送机构的俯视剖视图。
具体实施方式
21.由图1所示,混凝土生产用原料自动配料装置,它包括有机架1、砂石料仓2、粉料仓3、称量机构、混合输送机构和控制器4,所述砂石料仓2和粉料仓3固定安装在机架1上,在砂石料仓2的底部开设有第一排料口5,在砂石料仓2的第一排料口5处设置有闸门机构,由图4所示,所述闸门机构包括有成对的闸门6和成对的油缸7,成对的闸门6分别通过第一销轴8与砂石料仓2铰接,成对的闸门6盖置在第一排料口5下方,成对的油缸7通过第二销轴9与砂石料仓2铰接,成对油缸7的活塞杆10分别通过第三销轴11与成对的闸门6铰接。在粉料仓3的底部开设有第二排料口12,在粉料仓3的第二排料口12处设置有下料机构,由图3所示,所述下料机构包括有输料筒13、中轴14和第一电机15,在输料筒13上开设有第一进料口16和第一出料口17,输料筒13固定安装在粉料仓3的底部,输料筒13的第一进料口16通过第一电动阀18与粉料仓3的第二排料口12相连通,所述第一电动阀18为电动蝶阀,中轴14通过第一轴承19活动安装在输料筒13内,在中轴14上设置有螺旋筋板20,第一电机15固定安装在输料筒13上,第一电机15通过第一联轴器21与中轴14传动连接。
22.所述称量机构分别包括有称量斗22和称重传感器23,称重传感器23固定安装在机架1上,该称重传感器23为s型称重传感器,称量斗22固定架置在称重传感器23上,称量斗22分别位于闸门机构和下料机构下方,在称量斗22的底部开设有第三排料口24,在第三排料口24处连通有第二电动阀25,该第二电动阀25为电动闸阀。
23.由图2、图5和图6所示,所述混合输送机构包括有底座26、输送仓27、弹簧28、振动电机29、成对的转轴30、第二电机31和减速机32,输送仓27通过弹簧28呈倾斜状固定架置在底座26上,振动电机29固定安装在输送仓27上,输送仓27、弹簧28和底座26的具体连接关系如下:在底座26上设置有支柱33,弹簧28的下端部固定在支柱33上,在输送仓27上设置有支座34,支座34固定架置在弹簧28的上端部上。成对的转轴30通过第二轴承35活动安装在输送仓27内,在成对的转轴30上分别设置有呈螺旋排布的斜抄板36,成对转轴30上的斜抄板螺旋旋向相反,在输送仓27上开设有第二进料口37和第二出料口38,在输送仓27的第二进料口37处设置有料斗39,该料斗39位于称量斗22的第三排料口24下方,减速机32通过支板40固定安装在输送仓27上,第二电机31固定安装在减速机32上,并与减速机32传动连接,减速机32与成对的转轴30传动连接,并按如下方式进行传动连接:在成对转轴30的一端部分别设置有齿轮41,成对转轴30上的齿轮41相互啮合,减速机32通过第二联轴器42与其中一根转轴30传动连接。
24.所述控制器4固定安装在机架1上,该控制器4为可编程逻辑控制器,控制器4与闸门机构的成对油缸7、下料机构的第一电机15和第一电动阀18、称重传感器23以及第二电动阀25电连接,控制器4与上述各部件的具体电连接关系为本领域的公知常识,在此不必详述,控制器4的控制程序为本领域的现有技术,可由本领域的普通技术人员直接编程得到。
25.本实用新型的混凝土生产用原料自动配料装置在工作时,将混凝土生产所需的砂石料储存在砂石料仓2内,将粉料储存在粉料仓3内,将输送仓27的第二出料口38布置在混凝土搅拌机上方。当需要将砂石料仓2和粉料仓3内的原料输送至混凝土搅拌机内进行搅拌时,此时,第一电动阀18为打开状态,通过控制器4控制第一电机15启动,通过第一电机15驱动中轴14转动,通过中轴14上的螺旋筋板20对粉料仓3内的粉料进行输送,使粉料从第一出料口17落至称量斗22内,同时通过控制器4控制成对油缸7的活塞杆10收缩,将成对的闸门6
打开,使砂石料仓2内的砂石料落至称量斗22内,此时称量斗22上的第二电动阀25均为关闭状态,通过称重传感器23对称量斗22内的原料分别进行称量,并将称量信号传送至控制器4,通过控制器4设定一所需的原料重量值,当称量斗22内原料的重量到达该重量值时,通过控制器4控制第一电机15停止,并控制油缸7将闸门6关闭,接着控制第二电动阀25打开,使称量斗22内的砂石料和粉料分别落至料斗39内,从而实现自动定量配料。砂石料和粉料通过料斗39落至输送仓27内后,通过第二电机31驱动成对的转轴30转动,通过成对转轴30上的斜抄板36进行翻抄搅拌,使砂石料与粉料充分混合,由于斜抄板36呈螺旋排布,因此在搅拌的同时,对砂石料和粉料进行输送,与此同时,通过振动电机29驱动输送仓27进行振动,以加快排料速度和原料混合效果,混合后的砂石料和粉料最终从第二出料口38排出进入混凝土搅拌机内与混凝土的其它原料进行搅拌制作混凝土,由于通过混合输送机构在输送的过程中对砂石料和粉料进行了预混合搅拌,因此降低了后序混凝土搅拌机的工作负荷,节省了混凝土在混凝土搅拌机内的搅拌时间,提高了混凝土生产效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1