生产湿铸矿渣基混凝土产品的碳酸化固化方法与流程
1.本说明书涉及生产湿铸(wetcast)矿渣基(slag-based)混凝土产品的方法,特别是其中所述湿铸矿渣基混凝土产品在模具内和/或置于固化室中的模具内浇铸(cast)、经历预处理并用二氧化碳固化(cured)。所述湿铸矿渣基混凝土产品可选地被强化(reinforced)。
背景技术:
2.冶金矿渣是一种通常被填埋的充足的废料。在适当的条件下,冶金矿渣可用作粘合剂材料。需要找到包括钢渣在内的冶金矿渣的新用途。
技术实现要素:
3.本文说明了混凝土产品的开发,该混凝土产品可选地被强化,并且由冶金矿渣(作为主要粘合剂)和二氧化碳通过湿铸法制成。
4.根据一个方面,提供了一种生产湿铸矿渣基混凝土产品的方法,其包括以下步骤:提供坍落度非零的混凝土用组合物,该组合物包含矿渣基粘合剂、骨料和水;将矿渣基粘合剂、骨料和水混合以生产具有和易性的坍落度非零的混凝土,其包含大于0.2的第一水-粘合剂重量比;通过将坍落度非零的混凝土转移/固结到包含至少一个气体管道/喷枪的气密模具中来浇铸/浇置坍落度非零的混凝土;用i)来自至少一个气体喷枪的空气流/加压空气、ii)加热器和iii)嵌在混凝土中的加热元件丝(heating element wires)中的至少一种对模具内的坍落度非零的混凝土进行预处理,以生产经处理的矿渣基中间体,其包含小于第一水-粘合剂重量比的第二水-粘合剂重量比;密封气密模具;用来自至少一个气体喷枪的含二氧化碳的气体固化经处理的矿渣基中间体,以活化经处理的矿渣基中间体并生产湿铸矿渣基混凝土产品,以及将湿铸矿渣基混凝土产品脱模。
5.根据另一方面,提供了本文所述的方法,其中,坍落度非零的混凝土的浇铸没有压制/压实。
6.根据又一方面,提供了本文所述的方法,其中,在固化之后,用水泥薄浆(grout)、钢纤维强化的水泥砂浆(mortar)和水泥净浆(paste)填充至少一个气体喷枪内的中空空间。
7.根据又一方面,提供了本文所述的方法,可以在浇铸坍落度非零的混凝土之后插入气体喷枪。
8.根据又一方面,提供了本文所述的方法,其中,矿渣基粘合剂是不含其他粘合剂的矿渣或与选自进一步由粉煤灰、煅烧页岩、硅粉、沸石、ggbf(磨粒高炉)矿渣、石灰石粉、水硬水泥和非水硬水泥组成的组的至少一种其他粘合剂混合的矿渣。
9.根据又一方面,提供了本文所述的方法,其中,矿渣选自由以下组成的组:钢渣,不锈钢渣,碱性氧气转炉泥渣,高炉泥渣,锌、铁、铜工业的副产物,及其组合。
10.根据又一方面,提供了本文所述的方法,其还包括在浇铸步骤之前将强化材料放
入气密模具中的强化步骤。
11.根据又一方面,提供了本文所述的方法,其中,强化材料是碳钢、不锈钢和/或纤维强化聚合物(frp)强化筋。
12.根据又一方面,提供了本文所述的方法,其中,矿渣的累积硅酸钙含量为至少20重量%。
13.根据又一方面,提供了本文所述的方法,其中,预处理增加湿铸矿渣基混凝土的至少1体积%的孔隙率。
14.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土的坍落度值为5mm至250mm。
15.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土的新拌混凝土压实系数测试值必然在0.7至1.0的范围内。
16.根据又一方面,提供了本文所述的方法,其中,钢渣选自由还原钢渣、氧化钢渣、转炉钢渣、电弧炉渣(eaf渣)、碱性氧气炉渣(bof渣)、钢包渣、快冷钢渣和慢冷钢渣及其组合组成的组。
17.根据又一方面,提供了本文所述的方法,其中,湿铸矿渣基混凝土被进一步加工成选自由以下组成的组的产品:预铸的强化和非强化的混凝土管、箱涵、排水产品、铺路板、楼板、交通障碍物、墙壁人孔、挡土墙、铺筑材料、瓦砖和木瓦。
18.根据又一方面,提供了本文所述的方法,其中,湿铸矿渣基混凝土包含至少5重量%的矿渣含量。
19.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土进一步包含至少一种促进剂、缓凝剂、粘度调节剂、加气剂、发泡剂、asr(碱硅反应)抑制剂、抗冲刷剂、缓蚀剂、减缩剂、混凝土减裂剂、增塑剂、超级增塑剂、密封剂、油漆、涂料、减水剂、防水剂、风化控制剂、聚合物粉末、聚合物乳胶以及和易性保持剂。
20.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土进一步包含至少一种纤维素纤维、玻璃纤维、微合成纤维、天然纤维、聚丙烯(pp)纤维、聚乙烯醇(pva)纤维和钢纤维。
21.根据又一方面,提供了本文所述的方法,其中,co2固化没有额外的外部热源/能量源。
22.根据又一方面,提供了本文所述的方法,其中,经处理的脱模矿渣基中间体在腔室/封闭空间/容器/房间中用含有至少5体积%的co2浓度的气体固化。
23.根据又一方面,提供了一种生产湿铸矿渣基混凝土产品的方法,其包括以下步骤:提供坍落度非零的混凝土用组合物,该组合物包含矿渣基粘合剂、骨料和水;将矿渣基粘合剂、骨料和水混合以生产具有和易性的坍落度非零的混凝土,其包含大于0.2的第一水-粘合剂重量比;通过将坍落度非零的混凝土转移/固结到气密模具中来浇铸/浇置坍落度非零的混凝土,该模具包含模具壁和该模具壁中的多个入口,其中,该多个入口可选地关闭以保留坍落度非零的混凝土浆体;用i)通过模具壁中的多个入口的空气流/加压空气、ii)加热器和iii)嵌在混凝土中的加热元件丝中的至少一种对模具内的坍落度非零的混凝土进行预处理,以生产经处理的矿渣基中间体,其包含小于第一水-粘合剂重量比的第二水-粘合剂重量比;密封模具;经过与气体源连接的模具壁中的多个入口,用含二氧化碳的气体固化
经处理的矿渣基中间体,以活化经处理的矿渣基中间体并生产湿铸矿渣基混凝土产品,以及将湿铸矿渣基混凝土产品脱模。
24.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土的浇铸没有压制/压实。
25.根据又一方面,提供了本文所述的方法,其中,至少一个穿孔管可选地通过一个入口插入。
26.根据又一方面,提供了本文所述的方法,其中,至少一个穿孔管插入气密模具内部并且完全或部分地横穿至对面的模具壁。
27.根据又一方面,提供了本文所述的方法,其中,矿渣基粘合剂是不含其他粘合剂的矿渣或与选自进一步由粉煤灰、煅烧页岩、硅粉、沸石、ggbf(磨粒高炉)矿渣、石灰石粉、水硬水泥和非水硬水泥组成的组的至少一种其他粘合剂混合的矿渣。
28.根据又一方面,提供了本文所述的方法,其中,矿渣选自由以下组成的组:钢渣,不锈钢渣,碱性氧气转炉泥渣,高炉泥渣,锌、铁、铜工业的副产物,及其组合。
29.根据又一方面,提供了本文所述的方法,其还包括在浇铸步骤之前将强化材料放入气密模具中的强化步骤。
30.根据又一方面,提供了本文所述的方法,其中,强化材料是碳钢、不锈钢和/或frp强化筋。
31.根据又一方面,提供了本文所述的方法,其中,矿渣的累积硅酸钙含量为至少20重量%。
32.根据又一方面,提供了本文所述的方法,其中,预处理增加湿铸矿渣基混凝土的至少1体积%的孔隙率。
33.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土的坍落度值为5mm至250mm。
34.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土的新拌混凝土压实系数测试值必然在0.7至1.0的范围内。
35.根据又一方面,提供了本文所述的方法,其中,钢渣选自由还原钢渣、氧化钢渣、转炉钢渣、电弧炉渣(eaf渣)、碱性氧气炉渣(bof渣)、钢包渣、快冷钢渣和慢冷钢渣及其组合组成的组。
36.根据又一方面,提供了本文所述的方法,其中,湿铸矿渣基混凝土被进一步加工成选自由以下组成的组的产品:预铸的强化和非强化的混凝土管、箱涵、排水产品、铺路板、楼板、交通障碍物、墙壁人孔、挡土墙、铺筑材料、瓦砖和木瓦。
37.根据又一方面,提供了本文所述的方法,其中,湿铸矿渣基混凝土包含至少5重量%的矿渣含量。
38.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土进一步包含至少一种促进剂、缓凝剂、粘度调节剂、加气剂、发泡剂、asr(碱硅酸盐反应)抑制剂、抗冲刷剂、缓蚀剂、减缩剂、混凝土减裂剂、增塑剂、超级增塑剂、密封剂、油漆、涂料、减水剂、防水剂、风化控制剂、聚合物粉末、聚合物乳胶以及和易性保持剂。
39.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土进一步包含至少一种纤维素纤维、玻璃纤维、微合成纤维、天然纤维、pp纤维、pva纤维和钢纤维。
40.根据又一方面,提供了本文所述的方法,其中,co2固化没有额外的外部热源/能量源。
41.根据又一方面,提供了本文所述的方法,其中,经处理的脱模矿渣基中间体在腔室/封闭空间/容器/房间中用含有至少5体积%的co2浓度的气体固化。
42.根据又一方面,提供了一种生产湿铸矿渣基混凝土产品的方法,其包括以下步骤:提供坍落度非零的混凝土用组合物,该组合物包含矿渣基粘合剂、骨料和水;将矿渣基粘合剂、骨料和水混合以生产具有和易性的坍落度非零的混凝土,其包含大于0.2的第一水-粘合剂重量比;通过将坍落度非零的混凝土转移/固结到模具中来浇铸/浇置坍落度非零的混凝土,该模具包含界定开放顶面的模具壁和该模具壁中的多个入口,其中,该多个入口可选地关闭以保留具有和易性的坍落度非零的混凝土;用i)通过多个入口的空气流/加压空气、ii)加热器和iii)嵌在混凝土中的加热丝元件中的至少一种对模具内的坍落度非零的混凝土进行预处理,以生产经处理的矿渣基中间体,其包含小于第一矿渣-水重量比的第二矿渣-水重量比;经过模具壁中的多个入口和开放顶面,在腔室/封闭空间/容器/房间中用含二氧化碳的气体固化经处理的矿渣基中间体,以活化经处理的矿渣基中间体并生产湿铸矿渣基混凝土产品,以及将湿铸矿渣基混凝土产品脱模。
43.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土的浇铸没有压制/压实。
44.根据又一方面,提供了本文所述的方法,其中,矿渣基粘合剂是不含其他粘合剂的矿渣或与选自进一步由粉煤灰、煅烧页岩、硅粉、沸石、ggbf(磨粒高炉)矿渣、石灰石粉、水硬水泥和非水硬水泥组成的组的至少一种其他粘合剂混合的矿渣。
45.根据又一方面,提供了本文所述的方法,其中,矿渣选自由以下组成的组:钢渣,不锈钢渣,碱性氧气转炉泥渣,高炉泥渣,锌、铁、铜工业的副产物,及其组合。
46.根据又一方面,提供了本文所述的方法,其还包括在浇铸步骤之前将强化材料放入模具中的强化步骤。
47.根据又一方面,提供了本文所述的方法,其中,强化材料是碳钢、不锈钢和/或frp强化筋。
48.根据又一方面,提供了本文所述的方法,其中,矿渣的累积硅酸钙含量为至少20重量%。
49.根据又一方面,提供了本文所述的方法,其中,预处理增加湿铸矿渣基混凝土的至少1体积%的孔隙率。
50.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土的坍落度值为5mm至250mm。
51.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土的新拌混凝土压实系数测试值必然在0.7至1.0的范围内。
52.根据又一方面,提供了本文所述的方法,其中,钢渣选自由还原钢渣、氧化钢渣、转炉钢渣、电弧炉渣(eaf渣)、碱性氧气炉渣(bof渣)、钢包渣、快冷钢渣和慢冷钢渣及其组合组成的组。
53.根据又一方面,提供了本文所述的方法,其中,湿铸矿渣基混凝土被进一步加工成选自由以下组成的组的产品:预铸的强化和非强化的混凝土管、箱涵、排水产品、铺路板、楼
板、交通障碍物、墙壁人孔、挡土墙、铺筑材料、瓦砖和木瓦。
54.根据又一方面,提供了本文所述的方法,其中,湿铸矿渣基混凝土包含至少5重量%的矿渣含量。
55.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土进一步包含至少一种促进剂、缓凝剂、粘度调节剂、加气剂、发泡剂、asr(碱硅酸盐反应)抑制剂、抗冲刷剂、缓蚀剂、减缩剂、混凝土减裂剂、增塑剂、超级增塑剂、密封剂、油漆、涂料、减水剂、防水剂、风化控制剂、聚合物粉末、聚合物乳胶以及和易性保持剂。
56.根据又一方面,提供了本文所述的方法,其中,坍落度非零的混凝土进一步包含至少一种纤维素纤维、玻璃纤维、微合成纤维、天然纤维、pp纤维、pva纤维和钢纤维。
57.根据又一方面,提供了本文所述的方法,其中,co2固化没有额外的外部热源/能量源。
58.根据又一方面,提供了本文所述的方法,其中,经处理的矿渣基中间体在腔室/封闭空间/容器/房间中用含有至少5体积%的co2浓度的气体固化。
附图说明
59.现描述附图,其中:
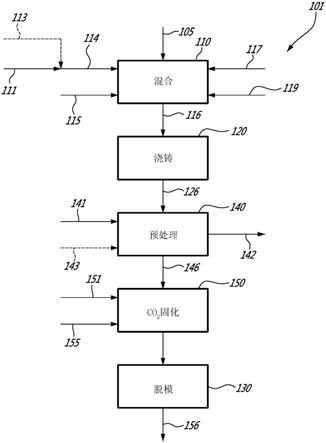
60.图1是说明本文所述的一个实施方式的生产湿铸矿渣基混凝土产品的方法的过程块状图,其中,在密封的模具中进行浇铸、预处理以及用气体管道/喷枪进行co2固化;
61.图2是本文图1中描述的一个实施方式的密封的模具中的浇铸步骤、预处理步骤和co2固化步骤的前视面示意图;
62.图3是本文图1中描述的另一个实施方式的密封的模具中的浇铸步骤、预处理步骤和co2固化步骤的前视面示意图;
63.图4是说明本文所述的另一个实施方式的生产湿铸矿渣基混凝土产品的另一方法的过程块状图,其中,在带有多个供气体进入的模具孔的密封的模具中进行浇铸、预处理以及co2固化;
64.图5是图4中描述的一个实施方式的密封的模具中的浇铸步骤、预处理步骤和co2固化步骤的前视面示意图;
65.图6是图4中描述的另一个实施方式的密封的模具中的浇铸步骤、预处理步骤和co2固化步骤的前视面示意图;
66.图7是说明本文所述的另一个实施方式的生产湿铸矿渣基混凝土产品的又一方法的过程块状图,其中,在带有多个模具侧壁孔的、顶部开放的未密封的模具中进行浇铸、预处理以及co2固化,所述模具置于固化室或密封外壳中;和
67.图8是图7中描述的一个实施方式的在固化室或其他气体外壳内的未密封的模具中的浇铸步骤、预处理步骤和co2固化步骤的前视面示意图。
具体实施方式
68.传统上,新烧结的波特兰水泥用作混凝土生产中的粘合剂,湿铸水泥基预铸(precast)混凝土产品通常用热和蒸汽来固化。相比之下,本次创新的湿铸矿渣基混凝土使用冶金厂(在一个优选实施方式中,炼钢厂)的副产品作为主要粘合剂,从而在混凝土和预
铸产品的生产中替代波特兰水泥。另外,二氧化碳用作活化剂来固化混凝土,并在此过程中被吸收(sequester)。在优选实施方式中,在co2固化过程中不需要额外的热或蒸汽。与传统的水泥基预铸产品相比,所提出的湿铸矿渣基混凝土产品(可选地经强化)可表现出同等或更好的机械性能和耐久性能,同时它们的生产将减少温室气体排放到大气中。所提出的创新还将减少自然资源的消耗,因为在矿渣基混凝土产品中不使用传统水泥,并且矿渣基混凝土产品需要的骨料含量较低。最后,根据所提出的创新,湿铸矿渣基混凝土产品(可选地经强化)的生产可以提高预铸混凝土生产设施的生产率。
69.材料
70.生产湿铸矿渣基混凝土中的主要粘合剂是矿渣,在一个优选实施方式中,矿渣源自钢或不锈钢生产。来自锌、铁和铜生产的其他副产品材料也可视为矿渣。
71.可以从采用不同钢生产方法的钢厂收集各种矿渣。在本文所述的湿铸矿渣基混凝土的生产中,可以作为主要粘合剂掺入的矿渣的类型有:不锈钢渣、还原钢渣、氧化钢渣、转炉钢渣、电弧炉渣(eaf渣)、碱性氧气炉渣(bof渣)、钢包渣、快冷钢渣、慢冷钢渣、碱性氧气转炉泥渣、高炉泥渣及其组合。
72.在一个优选实施方式中,矿渣的氧化钙重量含量大于10%,优选大于15%,优选大于20%。在一个优选实施方式中,氧化硅重量含量大于6%,优选大于8%,优选大于12%。在一个优选实施方式中,矿渣的总氧化铁含量小于40%,优选小于30%。在一个优选实施方式中,钢渣的累积硅酸钙含量为至少20%,且游离石灰浓度小于15%,优选小于7%矿渣。在一个优选实施方式中,矿渣的堆密度为1.0至2.0g/cm3,表观密度可以在2.0至6.0g/cm3之间变化。
73.矿渣在被掺入本文所述的湿铸矿渣基混凝土混合物之前可被研磨成更小的尺寸(如果需要)。矿渣的研磨可以用任何机械机器来进行,例如球磨机、棒磨机、自磨机、sag磨机、砾磨机、高压磨辊、vsi或塔磨机。研磨过程可以湿式或干式进行。虽然优选干式粉碎过程,但如果选择湿式过程来研磨矿渣,则研磨后可以将经研磨的矿渣完全干燥或半干燥。使矿渣通过分级器是获得具有更小颗粒/晶粒尺寸的矿渣的另一种方式。所使用的分级器是本领域已知的并且包括但不限于:筛分机、离心机和旋风分离器。
74.在一个优选实施方式中,使经研磨或分级的矿渣通过网目#10(2000微米)、优选网目#50(297微米)、优选网目#200(74微米)、优选网目#400(37微米),每一种都可以单独使用或与至少一种其他粘合剂组合使用。在研磨之后或之前,可以用筛来筛分矿渣。因此,可以进行研磨和筛分方法之一或组合,以获得具有适当粒度分布的矿渣。
75.矿渣可被粉碎和/或筛分至blaine细度为至少50m2/kg,优选150m2/kg,优选至少200m2/kg。在一个优选实施方式中,对于矿渣基湿混凝土中的矿渣,百分之五十的矿渣小于200微米(d50=200μm),优选小于150微米(d50=150μm),优选小于100微米(d50=100μm),优选小于50微米(d50=50μm),优选小于25微米(d50=25μm),优选小于10微米(d50=10μm)。
76.矿渣的游离石灰含量可以在将其掺入混合物之前用现有技术中的任何标准已知方法来降低。或者,可以先将矿渣老化以减少其游离氧化钙(游离石灰)含量,然后再掺入混合物中。湿铸矿渣基混凝土的矿渣含量应不低于混凝土的5重量%,优选不低于湿铸矿渣基混凝土或坍落度非零的混凝土组合物的20重量%。
77.矿渣基粘合剂可以进一步包括:仅矿渣(即不含其他粘合剂的矿渣),或矿渣与至少一种其他粘合剂(例如胶结材料/火山灰材料)的组合。例如,矿渣可以与至少一种其他粘合剂混合以产生矿渣基粘合剂,该粘合剂进一步包括:粉煤灰、煅烧页岩、硅粉、沸石、ggbf(磨粒高炉)矿渣、石灰石粉、水硬水泥、非水硬水泥及其组合。
78.在湿铸矿渣基混凝土产品的生产中,可以将各种类型的骨料——包括天然或人造的正常重量骨料和轻质骨料——作为填料掺入矿渣基湿混凝土产品中。可能的轻质骨料的实例包括天然轻质骨料(例如浮石)、膨胀粘土骨料、膨胀页岩骨料和膨胀铁渣骨料。其他可用的骨料包括:碎石、机制砂、砾石、沙、再生骨料、花岗岩、石灰石、石英、白垩粉、大理石粉、石英砂和人造骨料。这些骨料作为细骨料和/或粗骨料掺入混合物中。骨料含量可高达湿铸矿渣基混凝土或坍落度非零的混凝土组合物的90重量%。
79.所提出的矿渣基湿混凝土是和易性混凝土。应向干成分中添加足够的水以生产湿混凝土(与坍落度为零的混凝土相反)。所需的水含量取决于选择作为主要粘合剂的矿渣的晶粒尺寸以及骨料的水分含量和粘合剂的含量。更细的研磨矿渣吸收更多的水,因此生产湿混凝土将需要更高的水含量。水-粘合剂质量比可以是0.9、优选0.8、优选0.7、优选0.6、优选0.5、优选0.4、优选0.3或优选0.2。例如,对于仅由d50为25微米的矿渣组成的粘合剂,0.4的水-粘合剂比可以产生和易性湿混凝土。如果骨料很湿,则混合物中可能不需要额外的水。
80.如果需要,可以将化学外加剂引入到混合物中。化学外加剂在引入混合物中时满足特定的性质。可能的化学外加剂包括但不限于:促进剂、缓凝剂、粘度调节剂、加气剂、发泡剂、asr(碱硅反应)抑制剂、抗冲刷剂、缓蚀剂、减缩剂、减裂剂、增塑剂、超级增塑剂、减水剂、防水剂、风化控制剂以及和易性保持剂。
81.如果需要,可以将纤维添加到矿渣基湿混凝土中。可以将纤维素纤维、玻璃纤维、微合成纤维、微合成纤维、天然纤维、pp纤维、pva纤维和钢纤维之一或组合掺入混合物中。
[0082]“坍落度为零的混凝土”被定义为在移除坍落度锥体之后没有显示出可测量的坍落度的坚硬或具有极干稠度的混凝土。水硬水泥混凝土的标准的示例性坍落度测试是astm c143。坍落度非零的混凝土是在移除坍落度锥体之后通过诸如astm c143等测试显示出可测量的坍落度的既不坚硬也不具有极干稠度的混凝土。此处的坍落度值是使用astm c143标准中描述的方法评估的。
[0083]
生产湿铸矿渣基混凝土的方法可适用于生产多种产品,包括但不限于预铸的强化的混凝土管、箱涵、排水产品、铺路板、楼板、交通障碍物、墙壁、人孔、预铸的非强化的混凝土(平面)铺筑材料、挡土墙、瓦砖和木瓦。产品应符合地方和国家标准和规范。
[0084]
转向附图,本文呈现的图1、4和7示出了生产湿铸矿渣基混凝土产品的方法的三个实施方式的工艺流程图。图1、4和7中使用的三位数字附图标记分别包括一位数字前缀1xx、2xx和3xx。附图标记的两位数字后缀代表图1、4和7各自中相同的特征。即,例如,附图标记120、220和320各自在它们相应的工艺流程图(具体而言分别为图1、4和7)中代表浇铸的单元操作。
[0085]
a)具有穿过模具顶面/盖的气体管道/喷枪的密封的模具。
[0086]
参考图1,概述了生产湿铸矿渣基混凝土产品156的方法101,其步骤包括在具有至少一个气体管道/喷枪的密封气密模具中的浇注、预处理和co2固化。
[0087]
(i)湿铸矿渣基混凝土156的生产。
[0088]
湿铸矿渣基混凝土156的方法101开始是提供坍落度非零的混凝土116的组合物并将组合物的所有成分均匀混合110,所述成分包括但不限于:矿渣111和可选的在混合时提供矿渣基粘合剂114的至少一种其他粘合剂113(即单独的矿渣,或具有至少一种其他粘合剂的矿渣)、骨料115、化学外加剂117、纤维119和水105。本创新中使用的湿铸矿渣基混凝土156的水-粘合剂比应高于干铸或坍落度为零的混凝土的含水量。在一个优选实施方式中,混合的坍落度非零的混凝土116的第一水-粘合剂重量比大于0.2、优选0.25、优选0.3、优选0.35、优选0.4、优选0.45、优选0.5、优选0.55、优选0.6或优选0.65。术语“水-矿渣基粘合剂重量比”和“水-粘合剂重量比”是等价的。
[0089]
坍落度非零的混凝土116的坍落度将优选为5至250mm。坍落度非零的混凝土116优选可施工(workable)至少5分钟。混合110应确保坍落度非零的混凝土116没有离析或泌水迹象。在一个优选实施方式中,坍落度非零的混凝土116的压实系数测试值为0.7至1.0。坍落度非零的混凝土116在浇铸前的温度优选为0℃至30℃。在一个优选实施方式中,新鲜的坍落度非零的混凝土116的用任何常规方法(压力法测量新拌混凝土的空气含量的示例性标准化测试是astm c231)测量的空气空隙含量不应超过混凝土的15体积%。压实系数测试描述于bs 1881-103:1993和bs en 12350-4:2009(bs en 12350-4:2009,新拌混凝土试验第4部分:压实度)。适当混合的坍落度非零的混凝土116现准备转移到浇铸120。
[0090]
(ii)强化
[0091]
在一个优选实施方式中,在浇铸坍落度非零的混凝土116之前,准备模具并且如果需要,将诸如碳钢、不锈钢和/或frp强化筋等强化材料放置在气密模具内。筋的直径可以在5mm至60mm之间变化,屈服强度为100mpa至2100mpa。强化物(reinforcement)应按照规范和标准进行设计。
[0092]
(iii)浇铸120、浇置
[0093]
将冲压的中空管道/喷枪置于气密模具中。它们的几何形状可以是圆形或矩形,每根管道的横截面积小于10,000mm2,壁厚大于0.5mm。管道/喷枪材料可以是碳钢、不锈钢或合金钢,碳含量为0.05%至1.4%,以确保管道/喷枪的屈服强度为100mpa至2100mpa。管道/喷枪可以用机械工具、手动设备或任何通过剪切产生孔的工具来冲压。在一个可选实施方式中,管道/喷枪可由与其功能兼容的可透筛网/网状材料制成。孔的最大尺寸应为10mm、优选5mm或优选1mm。垂直和水平方向上的孔间隔不应超过300mm、优选200mm、优选100mm、优选50mm。在另一个实例中,冲压的中空管道由铝或塑料制成。管道/喷枪将用于将气体输送到坍落度非零的混凝土116中。
[0094]
新鲜制备的坍落度非零的混凝土116通过适当的方式转移并用现有技术中的任何已知方法在准备好的模具中浇铸。模具可以由钢、铁、铝、塑料、frp或其他材料制成。模具应该是气密的并使用盖密封,所述盖被设计成以一种可行的模具材料或气密织物覆盖并封闭模具顶部。此盖用铰链、夹和/或螺栓连接至模具主体。在盖中切出一些精密加工的孔,以允许冲压的中空管道/喷枪穿过模具盖。在另一个实例中,管道/喷枪可以在浇铸混凝土之后立即插入混凝土/模具中。盖可以先连接至模具而后浇铸,或者在其他实例中,盖可以在浇铸混凝土之后安装在模具上。
[0095]
模具应在浇铸之前预润滑,以促进脱模过程130。湿铸混凝土或矿渣基中间体126
借助于内部或外部振动器在模具内固结不超过120秒。湿铸混凝土或矿渣基中间体126不需要在模具内被压制或压实。也就是说,一个优选实施方式中的本方法没有被压制或压实。必须降低矿渣基中间体126的含水量。
[0096]
(iv)预处理140
[0097]
预处理140的过程步骤通过去除水142来降低坍落度非零的混凝土116的含水量。预处理可以以两种方式中的至少一种进行。在第一种方法中,空气流141通过中空的管道/喷枪引入(图2)。在另一个实例中,空气流可以是加压空气。在预处理步骤中无需关闭盖。该预处理步骤随着水蒸气142离开模具而持续,直到初始水-粘合剂含量降低至多90%、优选80%、优选70%、优选60%、优选50%、优选40%、优选30%、优选20%或优选10%。第二种方法使用加热元件丝143,其在一个优选实施方式中嵌入混凝土中。在浇铸混凝土之前将这些丝置于模具中(图3)。它们也可以以300mm的间隔放置在跨整个模具高度的钢框架上。在浇铸混凝土时和混凝土固化后,加热丝和框架留在混凝土内。然后电流可以通过该框架和丝。或者,可以使用加热器,例如地板加热垫或滚筒加热器,其可安装成覆盖模具的外表面。这些元件加热模具壁并最终增加蒸发过程以降低混凝土的水分含量。这两种方法可以进一步组合以包括空气141干燥和加热143。
[0098]
预处理140步骤持续直到初始水-粘合剂含量降低至多90%、优选80%、优选70%、优选60%、优选50%、优选40%、优选30%、优选20%、优选10%或优选2%,并且产生矿渣基中间体126。
[0099]
以通过任一上述预处理方法产生的混凝土体积定义的混凝土中孔隙率的增加为混凝土体积的70%、优选60%、优选50%、优选40%、优选30%、优选20%、优选10%、优选5%或优选1%。在任一方法之后,将模具密封,关上盖并检查模具的气密性,仔细注意允许中空气体管道/喷枪伸出的开口(openings)。
[0100]
在预处理140过程结束时,混凝土中剩余的水不应低于初始含水量的5质量%,并且形成了经处理的矿渣基中间体146,其具有小于坍落度非零的混凝土116的第一水-粘合剂比的第二水-粘合剂重量比。在完成预处理步骤140之后将模具气密密封。
[0101]
(v)co2活化\固化150
[0102]
使经处理的矿渣基中间体146与二氧化碳、co2或其气体混合物接触。在环境温度下通过冲压的中空管道/喷枪将纯度为5%、优选10%、优选20%、优选30%、优选40%、优选50%、优选60%、优选70%、优选80%、优选90%或优选99.5%的二氧化碳151气体引入经处理的矿渣基中间体146中,以固化经处理的矿渣基中间体146。腔室/封闭空间/容器/房间的表压将逐渐增加到0.1psi至100psi。虽然没有说明,但可以理解,一些气体可能会从co2活化/固化步骤中逸出。
[0103]
在本发明的这个实施方式中,密封的模具也作为固化室操作。将模具用二氧化碳保持加压不少于10分钟,但co2固化过程可以持续至多48小时。模具的内部温度将以至少0.1℃升高,这是由于放热的加速的固化反应——“co2活化过程”。在活化过程结束时,剩余的co2(如果有)被排出并打开盖。管道/喷枪可以留在混凝土内或从中移除。可以理解的是,在至少一个气体喷枪内留有中空空间,其可以用水泥薄浆、钢纤维强化的水泥砂浆、水泥净浆或聚合物混凝土填充。这种气体喷枪的填充发生在co2固化或脱模之后。
[0104]
(vi)脱模130
[0105]
脱模在co2活化过程之后不久或立即发生。切掉多余长度的冲压中空管道/喷枪(如果它们留在混凝土内),并用水泥薄浆、钢纤维强化的水泥砂浆、水泥净浆、聚合物混凝土或其组合填充155中空管道或所产生的空间。使水泥或聚合物类填充材料固化不少于1小时。
[0106]
在脱模130后产生湿铸矿渣基混凝土156。
[0107]
b)在模具侧壁上带有孔的密封的模具。
[0108]
参考图4,概述了生产湿铸矿渣基混凝土产品256的方法201,其步骤包括在带有多个供气体进入的模具孔的密封的模具中的浇注、预处理和co2固化。
[0109]
(i)湿铸矿渣基混凝土256的生产。
[0110]
湿铸矿渣基混凝土256的生产方法201开始与之前针对湿铸矿渣基混凝土156描述的方式相同。将坍落度非零的混凝土216的组合物与组合物的成分均匀混合210,所述成分包括但同样地不限于:矿渣211和可选的至少一种其他粘合剂213(提供矿渣基粘合剂214)、骨料215、化学外加剂217、纤维219和水205。湿铸矿渣基混凝土256的所有性质与之前针对湿铸矿渣基混凝土256描述的相同。
[0111]
混合210同样地确保坍落度非零的混凝土216没有离析或泌水迹象。
[0112]
(ii)强化
[0113]
如之前在图1中对湿铸矿渣基混凝土156所描述的,湿铸矿渣基混凝土256可选地包括用前述强化材料制备的气密模具。
[0114]
(iii)浇铸220、浇置
[0115]
方法201的模具可以同样地由钢、铁、铝、塑料或frp制成。在转移坍落度非零的混凝土256之后,模具优选是气密的且可用盖密封的,其被设计成具有前述材料制成的顶盖。气密模具的盖同样地用铰链、夹和/或螺栓的组合连接至模具主体。方法201的实施方式不需要在模具的盖中具有先前实施方式的用于气体管道/喷枪的特殊开口。
[0116]
针对方法201的两个实施方式的两种不同构造方法,呈现了两种不同类型的气密模具。在图5的示意图的实施方式中,模具在侧壁中具有多个小孔。这些孔的最大直径不应超过10mm。垂直和水平方向上相邻孔之间的间隔不应大于300mm。在图6所示的方法201的第二实施方式中,气密模具在侧壁中具有更少但更大的多个孔(更大的孔的最大间隔为500mm、400mm、300mm、优选200mm、优选100mm、优选50mm),包括至少一个穿过该更大的模具侧壁孔的穿孔管。模具壁上的更大的孔的直径应在10mm至200mm的范围内。孔可选地关闭以保留新鲜的坍落度非零的混凝土。置于模具壁中的穿孔管由钢、frp、不锈钢、塑料或铝制成。这些穿孔管可选地横穿模具内部直至到达另一侧,或直至它们在模具内的某个距离处结束。管的横截面、间隔和面积与侧壁上的孔匹配。穿孔管对气体可透,并界定许多孔口,各孔口之间的最大间距优选为30mm。穿孔管可插入气密模具内部,从而完全或部分地横穿至对面的模具壁。留在穿孔管内的中空空间和侧壁的孔可以用本领域技术人员已知的方法密封。
[0117]
置于模具壁中的穿孔管的壁厚可以大于0.5mm。穿孔管的材料可以是碳钢、不锈钢或合金钢,碳含量为0.05%至1.4%,并且强度为100mpa至2100mpa。穿孔管可以用机械工具、手动设备或任何通过剪切产生孔的工具来冲压,或由兼容性可透筛网材料制成。孔的最大尺寸应为10mm、优选5mm或优选1mm。在另一个实例中,穿孔管由铝或塑料制成。穿孔管将
用于将气体输送到坍落度非零的混凝土216中。穿孔管可以在浇铸混凝土之前置于模具中,或在浇铸混凝土之后通过大尺寸孔插入。
[0118]
用现有技术中的任何已知方法将新鲜制备的坍落度非零的混凝土216转移到准备好的模具中。模具同样应是气密的并使用盖密封,所述盖被设计成以一种可行的模具材料或气密织物覆盖并封闭模具顶部。此盖用铰链、夹和/或螺栓连接至模具主体。
[0119]
模具同样地在浇铸之前预润滑,以促进脱模过程230。湿铸混凝土或矿渣基中间体226借助于内部或外部振动器在模具内固结不超过120秒。湿铸混凝土或矿渣基中间体126不需要在模具内被压制或压实。也就是说,一个优选实施方式的本发明没有被压制或压实。矿渣基中间体226的含水量将被降低。
[0120]
(iv)预处理240
[0121]
预处理240的过程步骤同样地将含水量降低至矿渣基中间体226的含水量。预处理可以以两种方式中的至少一种进行。在第一种方法中,空气流241通过模具壁中的多个开口引入(图5)。在另一个实例中,空气流可以是加压空气。该预处理步骤如方法101中那样降低初始水-粘合剂含量。在另一个实施方式中,使用加热元件/丝243。在浇铸湿铸矿渣基混凝土226之前将这些丝放置在模具外部(图5)或可以嵌入矿渣基中间体226内。丝可以以300mm的间隔放置在跨整个模具高度的钢框架上。加热元件/丝还可以是地板加热垫或滚筒加热器,其安装成覆盖模具的外表面。这些元件加热模具壁并最终增加蒸发过程以降低矿渣基中间体226的水分含量。这两种减少水分的实施方式可以进一步组合以同时使用空气241干燥和加热243。
[0122]
预处理240步骤随着水蒸气242的逸出而持续,直到初始水-粘合剂含量降低至步骤140中那样。
[0123]
以通过任一上述预处理方法产生的混凝土体积定义的混凝土中孔隙率的增加为混凝土体积的70%、优选60%、优选50%、优选40%、优选30%、优选20%、优选10%、优选5%或优选1%。在任一实施方式之后,将模具盖关闭并检查模具的气密性,仔细注意在图6所示的实施方式的情况下允许穿孔管位于模具壁的开口。
[0124]
在预处理240过程结束时,混凝土中剩余的水不应低于初始含水量的5质量%,并且形成了经处理的矿渣基中间体246,其具有小于坍落度非零的混凝土216的第一水-粘合剂比的第二水-粘合剂重量比。在完成预处理步骤240之后将模具气密密封。
[0125]
(v)co2活化\固化250
[0126]
使经处理的矿渣基中间体246在模具内与二氧化碳、co2或含co2的气体接触。模具侧上的孔通过管道与含co2的气体源连接。引入二氧化碳251气体以固化经处理的矿渣基中间体146。co2的纯度为5%、优选10%、优选20%、优选30%、优选40%、优选50%、优选60%、优选70%、优选80%、优选90%或优选99.5%,并且在环境温度下通过模具中的侧壁开口被注入经处理的矿渣基中间体246中。气体的表压将逐渐增加到0.1psi且可选地至100psi。虽然没有说明,但可以理解,一些气体可能会在co2活化/固化步骤中逸出模具。
[0127]
在本发明的这个实施方式中,密封的模具也作为固化室操作。将模具用二氧化碳保持加压不少于10分钟,但co2固化过程可以持续至多48小时。模具的内部温度将以至少0.1℃升高,这是由于放热的加速的固化反应——“co2活化过程”。在活化过程结束时,剩余的co2(如果有)被排出并打开盖。
[0128]
(vi)脱模230
[0129]
脱模在co2活化过程完成之后不久或立即发生。穿孔管可以留在混凝土内或从中移除。切掉模具侧壁的任何多余长度的管(如果有),并用水泥薄浆、钢纤维强化的水泥砂浆、水泥净浆、聚合物混凝土或其组合填充255空间。使管内的水泥或聚合物类填充材料固化不少于1小时。
[0130]
在脱模230后产生湿铸矿渣基混凝土256。
[0131]
c)在固化室或外壳中供应气体的开放模具
[0132]
参考图7,示出了生产湿铸矿渣基混凝土产品356的方法301,其包括以下步骤:在带有多个模具孔的开放模具中进行浇铸、预处理以及co2固化,所述模具置于固化室或其他外壳中。所述外壳可以是至少腔室、封闭空间、容器和房间中的任一种。
[0133]
(i)湿铸矿渣基混凝土356的生产。
[0134]
湿铸矿渣基混凝土356的生产方法301开始与方法101和201相同,提供坍落度非零的混凝土316的组合物并将组合物的所有成分均匀混合310,所述成分包括但不限于:矿渣311和可选的至少一种其他粘合剂313(提供矿渣基粘合剂314)、骨料315、化学外加剂317、纤维319和水305。本创新中使用的湿铸矿渣基混凝土356的水-粘合剂比应高于干铸或坍落度为零的混凝土的含水量。在一个优选实施方式中,混合的坍落度非零的混凝土316的第一水-粘合剂重量比大于0.2、优选0.25、优选0.3、优选0.35、优选0.4、优选0.45、优选0.5、优选0.55、优选0.6或优选0.65。术语“水-矿渣基粘合剂重量比”和“水-粘合剂重量比”是等价的。
[0135]
坍落度非零的混凝土316的坍落度将优选为5至250mm。坍落度非零的混凝土316优选可施工至少5分钟。混合310应确保坍落度非零的混凝土316没有离析或泌水迹象。在一个优选实施方式中,坍落度非零的混凝土316的压实系数测试值为0.7至1.0。坍落度非零的混凝土316在浇铸前的温度优选为0℃至30℃。在一个优选实施方式中,新鲜的坍落度非零的混凝土316的用任何常规方法(压力法测量新拌混凝土的空气含量的示例性标准化测试是astm c231)测量的空气空隙含量不应超过混凝土的15体积%。压实系数测试描述于bs 1881-103:1993和bs en 12350-4:2009(bs en 12350-4:2009,新拌混凝土试验第4部分:压实度)。适当混合的坍落度非零的混凝土316现准备转移到浇铸320。
[0136]
(ii)强化
[0137]
在一个优选实施方式中,在浇铸坍落度非零的混凝土316之前,准备模具并且如果需要,将诸如碳钢、不锈钢和/或frp强化筋等强化材料放置在模具内。筋的直径可以在5mm至60mm之间变化,屈服强度为100mpa至2100mpa。强化物应按照规范和标准进行设计。
[0138]
(iii)浇铸320、浇置
[0139]
模具的侧壁包括多个开口。有趣的是,方法301的该实施方式的模具既不是气密的也不具有盖。模具由钢、铁、铝、塑料或frp制成。也可以通过在壁上打孔来调整现有的混凝土模具。多个开口优选具有1至500mm的直径,或者开口可以具有表面积为至少1mm2的任何形状。当模具处于固化室或其他外壳内时,模具侧壁中的开口允许空气(以及随后的co2)进入模具。如图8所示,在任何方向上各开口之间的间距优选小于1000mm。可选地,可以用塞临时填充开口,以在转移坍落度非零的混凝土316时防止新鲜的坍落度非零的混凝土316从模具中漏出;橡胶塞是常见的选择。如果使用塞,则应当将其移除,然后使分别用于预处理和
碳酸化固化步骤340和350的气体通过。
[0140]
新鲜制备的坍落度非零的混凝土316通过适当的方式转移并用现有技术中的任何已知方法在准备好的模具中浇铸。
[0141]
模具应在浇铸之前预润滑,以促进脱模过程330。湿铸混凝土或矿渣基中间体326借助于内部或外部振动器在模具内固结不超过120秒。湿铸混凝土或矿渣基中间体326不需要在模具内被压制或压实。也就是说,一个优选实施方式的本方法没有被压制或压实。必须降低矿渣基中间体326的含水量。
[0142]
(iv)预处理340
[0143]
预处理340的过程步骤降低(此时的矿渣基中间体326)的含水量342。预处理可以以两种方式中的至少一种进行。在第一种方法中,将空气流或加压空气341引入固化室或外壳的内部或外部。另一个实施方式中的方法使用加热元件/丝343。在浇铸320混凝土之前将这些丝放置在模具壁上或附近(图7)。它们可选地以300mm的间隔放置在跨整个模具高度的钢框架上。在浇铸混凝土时和混凝土固化后,加热丝和框架留在混凝土内。然后电流可以通过该框架和丝。加热元件/丝也可以是地板加热垫或滚筒加热器,其安装成覆盖模具的外表面。这些元件加热模具壁并最终增加蒸发过程以降低混凝土的水分含量。这两种方法可以进一步组合以包括空气341干燥和加热343。
[0144]
预处理340步骤持续直到初始水-粘合剂含量降低至多90%、优选80%、优选70%、优选60%、优选50%、优选40%、优选30%、优选20%、优选10%或优选2%。
[0145]
以通过任一上述预处理方法产生的混凝土体积定义的混凝土中孔隙率的增加为混凝土体积的70%、优选60%、优选50%、优选40%、优选30%、优选20%、优选10%、优选5%或优选1%。在任一方法之后,注意/检查多个开口,确保空气将接触矿渣基中间体326。
[0146]
在预处理340过程结束时,混凝土中剩余的水不应低于初始含水量的5质量%,并且形成了经处理的矿渣基中间体346,其具有小于坍落度非零的混凝土316的第一水-粘合剂比的第二水-粘合剂重量比。
[0147]
(v)co2活化\固化350
[0148]
使经处理的矿渣基中间体346与来自固化室或适合的气体外壳的二氧化碳、co2或含co2的气体接触。在环境温度下通过模具侧壁中的多个开口从固化室或外壳的气氛中将纯度为5%、优选10%、优选20%、优选30%、优选40%、优选50%、优选60%、优选70%、优选80%、优选90%或优选99.5%的二氧化碳351气体引入经处理的矿渣基中间体346中,以固化经处理的矿渣基中间体346。腔室/封闭空间/容器/房间的表压将逐渐增加到0.1psi至100psi。虽然没有说明,但可以理解,一些气体可能会在co2活化/固化步骤中逸出腔室或外壳。
[0149]
在本发明的这个实施方式中,将模具用二氧化碳保持加压不少于10分钟,但co2固化过程可以持续至多48小时。模具的内部温度将以至少0.1℃升高,这是由于放热的加速的固化反应——“co2活化过程”。在活化过程结束时,剩余的co2(如果有)被排出固化室或外壳。
[0150]
图8以前视面示意图示出了图7中描述的一个实施方式的方法301的在未密封模具中的浇铸步骤320、预处理步骤340和co2固化步骤350。
[0151]
(vi)脱模330
[0152]
脱模在co2活化过程之后不久或立即发生。
[0153]
在脱模330后产生湿铸矿渣基混凝土356。
[0154]
用本文所述的方法生产1立方米混凝土的一些参数如下:
[0155]
钢渣含量=600kg,第一水/粘合剂比=0.35;坍落度=5mm,预处理方法=空气流。
[0156]
钢渣含量=500kg;石灰石粉=50kg,第一水/粘合剂比=0.55;坍落度=200mm,预处理方法=空气流。
[0157]
不锈钢渣含量=350kg;第一水/粘合剂比=0.45;聚合物粉末=50kg,水硬水泥=30kg;粉煤灰=200kg,坍落度=100mm,预处理方法=加压空气。
[0158]
钢渣含量=400kg;非水硬水泥=100kg;第一水/粘合剂比=0.4;预处理方法=加热器。
[0159]
不锈钢渣含量=480kg;第一水/粘合剂比=0.45;硅粉=20kg,缓蚀剂=5kg,预处理方法=加热元件丝。
[0160]
钢渣含量=650kg;第一水/粘合剂比=0.45;加气外加剂=2升,坍落度=120mm;预处理方法=加热元件丝。
[0161]
钢渣含量=700kg;第一水/粘合剂比=0.45;钢纤维=80kg,粘度调节外加剂=1升,坍落度=50mm;预处理方法=空气流。
[0162]
钢渣含量=1200kg,第一水/粘合剂比=0.30;超级增塑剂=15升,防水剂=5升,坍落度=150mm;预处理方法=加压空气。
[0163]
以上描述仅是示例性的,本领域技术人员将认识到,在不脱离所公开的发明的情况下可以对所描述的实施方式进行改变。根据对本公开内容的回顾,落入本发明范围内的其他修改对于本领域技术人员来说将是显而易见的,并且这些修改旨在落入所附权利要求之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1