通过周向辐照使湿挤出物硬化的系统和方法与流程
通过周向辐照使湿挤出物硬化的系统和方法
相关申请的交叉引用
1.本技术根据35u.s.c.
§
120要求于2019年8月14日提交的美国临时申请序列第62/886,658号的优先权,本技术基于该临时申请的内容并且该临时申请的内容通过引用整体并入本文。
背景技术:
2.本公开涉及挤出物生产,并且更具体地,涉及用于通过周向辐照使湿挤出物表皮硬化的系统和方法。
3.陶瓷挤出物用于各种各样的应用,诸如用于汽车排气催化转化器、柴油和汽油发动机内的微粒捕集器、化学过滤过程等的底物。通过挤出生产并具有蜂窝横截面形状的陶瓷体经常用于在相对较小的总体积内提供大的过滤和/或催化表面积。挤出陶瓷体的制造过程通常包括使用挤出装置生产期望的形状和尺寸的湿挤出物,将挤出物切割成节段,并将经切割的节段转移到窑中进行烧结以生产干烧体。
4.重要的是在生产过程中,在离开挤出模具变成烧结产品时,保持湿挤出物材料的形状。此外,较大的产品通常需要进一步地处理(例如,轮廓加工,应用于表皮处理等)以减轻湿挤出物材料坍落造成的质量问题,这可能会显著增加制造成本。
5.为了试图在烧结前强化湿挤出物材料而开发的传统方法由于硬化不均匀或其他并发问题而效果不佳。例如,射频和微波辐射通常是体积能量源,并且以可产生热点和冷点的模式沉积能量,从而可能导致湿挤出物材料内的单元变形。其他方法(诸如通过蛤壳辐照来加热或热空气冲击湿挤出物的外部)可能会缺少均匀性,也可能会将湿挤出物的表皮加热至高达65℃,这可能会(诸如由于有机粘合剂的存在)通过热凝胶化(而不是干燥)导致硬化,这种硬化的增加可能是暂时的并且在挤出物冷却时会降低。
技术实现要素:
6.根据某些方面的挤出系统包括至少一个红外发射设备,该至少一个红外发射设备以具有中空内部的大致圆柱形形状布置。该至少一个红外发射设备位于挤出模具的出口的下游,来以均匀的方式辐照湿挤出物材料的周边,以在由挤出物支撑通道接收此类材料之前形成经硬化的湿挤出物材料。该至少一个红外发射设备大致均匀地硬化湿挤出物材料的表皮,以抵抗挤出物材料在随后的处理步骤中的机械变形。此类表皮硬化允许增加处理力的公差,并允许在不影响烧结陶瓷产品形状的情况下挤出较软的湿挤出物材料,以及其它优点。
7.在一个方面,本公开涉及挤出系统,该挤出系统包括挤出模具、至少一个红外发射设备以及挤出物支撑通道。该挤出模具包括出口并且被配置为持续地形成湿挤出物材料,该湿挤出物材料包括蜂窝横截面。该至少一个红外发射设备具有中空内部并且在该湿挤出物材料的行进方向上位于该出口的下游,该至少一个红外发射设备围绕该湿挤出物材料的周边以大致圆柱形形状布置,并且被配置为均匀地辐照该湿挤出物材料的该周边以形成经
硬化的湿挤出物材料。该挤出物支撑通道被配置为在该湿挤出物材料通过该至少一个红外发射设备的该中空内部之后接收该经硬化的湿挤出物材料。
8.在某些实施例中,该至少一个红外发射设备被配置为产生具有至少一个峰值发射波长和至少一个全宽、半最大发射波长范围的红外发射。此外,该湿挤出物材料包括多个组分,每个组分具有有着至少一个峰值吸收波长和至少一个全宽、半最大吸收波长范围的吸收光谱。此外,该至少一个全宽、半最大发射波长范围包括在该多个组分中的至少一个组分的该吸收光谱的该至少一个全宽、半最大吸收波长范围的波长的1微米范围内的至少一个波长值。在某些实施例中,该至少一个峰值发射波长包括1.2μm或2.9μm中的至少一者。在某些实施例中,该至少一个峰值吸收波长包括3μm、6μm或10μm中的至少一者。在某些实施例中,该至少一个红外发射设备的该大致圆柱形形状包括至少100mm的内直径。在某些实施例中,该至少一个红外发射设备包括至少一个激光器。在某些实施例中,该至少一个红外发射设备包括至少一个灯。
9.在某些实施例中,该至少一个红外发射设备包括多个红外发射设备,并且该多个红外发射设备中的每个红外发射设备被配置为产生具有不同峰值发射波长和不同全宽、半最大发射波长范围的红外发射。在某些实施例中,该至少一个红外发射设备包括多个红外发射设备,该多个红外发射设备包括第一红外发射设备和第二红外发射设备,该第二红外发射设备在该湿挤出物材料的行进方向上位于该第一红外发射设备的下游。在某些实施例中,该第一红外发射设备和该第二红外发射设备各自以大致圆柱形形状布置,并且该第一红外发射设备和该第二红外发射设备被配置为以不同的总辐射通量辐照该湿挤出物材料。在某些实施例中,该挤出系统被配置为以所选择的强度和持续时间辐照该湿挤出物材料,以提供具有经均匀硬化的外表面和未经硬化的芯的该经硬化的湿挤出物材料。在某些实施例中,本公开涉及从前述挤出系统形成的经硬化的湿挤出物材料。经硬化的湿挤出材料具有多孔结构,该多孔结构包括经均匀硬化的外表面和包括有蜂窝横截面的未经硬化的芯。
10.在一个方面,本公开涉及一种形成经硬化的湿挤出物材料的方法。该方法包括从挤出模具的出口持续地形成湿挤出物材料,该湿挤出物材料包括有蜂窝横截面。该方法进一步包括利用由至少一个红外发射设备产生的红外发射均匀地辐照该湿挤出物材料的周边,该至少一个红外发射设备具有有着中空内部的大致圆柱形形状并位于出口的下游,以形成经硬化的湿挤出物材料。该方法进一步包括使该经硬化的湿挤出物材料穿过该至少一个红外发射设备的该中空内部到挤出物支撑通道上。
11.在某些实施例中,该红外发射包括至少一个峰值发射波长和与该至少一个峰值发射波长相对应的至少一个全宽、半最大发射波长范围。此外,该湿挤出物材料包括多个组分,每个组分具有有着至少一个峰值吸收波长和与该至少一个峰值吸收波长相对应的至少一个全宽、半最大吸收波长范围的吸收光谱。此外,与该至少一个全宽、半最大吸收波长范围相对应的该至少一个全宽、半最大发射波长范围包括与在该多个组分中的至少一个组分的该吸收光谱的该至少一个全宽、半最大吸收波长相对应的该至少一个全宽、半最大吸收波长范围的波长的1微米范围内的至少一个波长值。在某些实施例中,该至少一个峰值发射波长包括1.2μm或2.9μm中的至少一者。在某些实施例中,该至少一个峰值吸收波长包括3μm、6μm或10μm中的至少一者。在某些实施例中,该至少一个红外发射设备的该大致圆柱形形状包括至少100mm的内直径。在某些实施例中,该至少一个红外发射设备包括至少一个激光
器。在某些实施例中,该至少一个红外发射设备包括至少一个灯。
12.在某些实施例中,该至少一个红外发射设备包括多个红外发射设备,并且该多个红外发射设备中的每个红外发射设备被配置为产生具有不同峰值发射波长和不同全宽、半最大发射波长范围的红外发射。在某些实施例中,该至少一个红外发射设备包括多个红外发射设备,该多个红外发射设备包括第一红外发射设备和第二红外发射设备,该第二红外发射设备在该湿挤出物材料的行进方向上位于该第一红外发射设备的下游。另外,该方法进一步包括使用该第一红外发射设备以第一辐射通量辐照该湿挤出物材料,以及使用该第二红外发射设备以第二辐射通量辐照该湿挤出物材料,并且该第二辐射通量与该第一辐射通量不同。在在某些实施例中,均匀地辐照该湿挤出物材料的该周边进一步包括以所选择的强度和持续时间均匀地辐照,以提供具有经均匀硬化的外表面和未经硬化的芯的该经硬化的湿挤出物材料。
13.以下的详细描述将描述附加的特征和优点,根据该描述这些特征和优点部分地对于本领域的技术人员来说将是显而易见的,或者可通过实施本文所述的实施例来认识到,包括以下详细描述、权利要求书以及附图。
14.应当理解的是,以上一般描述和以下详细描述两者仅仅是示例性的,并旨在提供用于理解权利要求本质和特性的概览或框架。各个附图被包括以提供进一步理解,各个附图被收入并构成本说明书的一部分。附图图示一个或多个实施例,并与说明书一起用来解释各实施例的原理和操作。
附图说明
15.图1是根据本公开的一个实施例的包括红外发射设备的挤出系统的示意性俯视平面图。
16.图2a是从图1的挤出系统形成的湿挤出物材料的立体视图。
17.图2b是图2a的湿挤出物材料的侧横截面视图。
18.图2c是图2a的湿挤出物材料的端抬高视图。
19.图3a是图1的红外发射设备辐照从挤出系统的挤出模具形成的湿挤出物材料的立体视图。
20.图3b是图3a的红外发射设备和湿挤出物材料的前抬高视图。
21.图3c是图3b的放大部分。
22.图4a是描绘了从挤出模具送出后未经图1的红外发射设备处理(即,未经硬化)的未硬化湿挤出物材料的移动的一系列侧抬高视图图示。
23.图4b是描绘了从挤出模具送出后并且由图1的红外发射设备处理(即,硬化)的经硬化湿挤出物材料的移动的一系列侧抬高视图图示。
24.图5a是示出了适用于使用图1的挤出系统形成挤出产品的基于陶瓷的湿挤出批次材料的组分的红外吸收带的图表。
25.图5b是示出了因变于可在图1的挤出系统中使用的不同类型的黑体型发射设备的波长的功率分布的图表。
26.图6是包括串联布置的多个红外发射设备的挤出系统的俯视图。
27.图7是根据一个实施例的适于在图1和图6的挤出系统中使用的红外发射设备的前
视图,其中红外发射设备包括多个周向分布的红外发射器和布置在发射器和湿挤出物材料之间的漫射器。
28.图8是根据一个实施例的用于漫射红外激光束并且适用于图1和图6的挤出系统的红外发射设备的前视图。
29.图9是标识用于制造经硬化的湿挤出物材料的方法的步骤的流程图。
具体实施方式
30.下文阐述的实施例表示使本领域技术人员能够实践实施例的必要信息,并且示出了实践实施例的最佳模式。在结合附图阅读以下描述时,本领域技术人员将理解本公开的概念,并将认识到本文未特别论述的这些概念的应用。应当理解,这些概念和应用落入本公开和随附权利要求的范围内。
31.将会理解,虽然术语第一、第二等在本文中用于描述各种要素,但这些要素不应受这些术语的限制。这些术语仅用于区分一个要素与另一个要素。例如,第一要素可以被称为第二要素,并且类似地,第二要素可以被称为第一要素,而不背离本公开的范围。如本文所用,术语“和/或”包括相关联的列出项目中的一者或多者的任何和所有组合。
32.本文可以使用诸如“下方”或“上方”或“上部”或“下部”或“水平”或“垂直”等相对术语来描述一个要素、层或区域与另一个要素、层或区域的关系,如附图中所示。应当理解,除了附图中描绘的取向之外,这些术语和上文讨论的那些术语旨在涵盖设备的不同取向。
33.本文所使用的术语仅用于描述特定实施例,并且不旨在限制本公开。本文所使用的单数形式“一(a)”、“一(an)”和“该(the)”也旨在包括复数形式,除非上下文另有明确指示。将进一步理解的是,当在本文中使用时,术语“包括(comprises)”、“包括有(comprising)”、“包括(includes)”和/或“包括有(including)”指定所陈述的特征、整数、步骤、操作、要素和/或部件的存在,但不排除一个或多个其他特征、整数、步骤、操作、要素、部件和/或其群组的存在或添加。
34.除非另外限定,否则本文所使用的所有术语(包括技术和科学术语)具有如本公开所属领域的普通技术人员所普遍理解的相同含义。将进一步理解的是,本文使用的术语应当被解释为具有与其在本说明书的上下文中以及相关技术中的意义一致的意义,并且除非本文明确如此定义,否则将不被解释为理想化或过于正式的含义。
35.我们已经发现,当生产具有大直径、薄壁和/或大开放前沿区域的陶瓷挤出物时,湿挤出物材料在挤出后处理过程中发生机械变形的可能性会增加。此类机械变形可能导致烧结产品质量下降,甚至造成重大生产损失。例如,制造过程中湿挤出物材料的坍落度可能会影响烧结产品的形状,这对于满足均衡强度(isostatic strength)规范可能很重要。因此,在生产过程中,在离开挤出模具变成烧结产品时,保持湿挤出物材料的形状是重要的。
36.图1是挤出系统100的示意性俯视平面图,该挤出系统100包括至少一个红外发射设备102,至少一个红外发射设备102邻近挤出装置104(其在本文中也可称为挤出机)的出口。挤出系统100还包括至少一个传感器105、切割组件106(其在本文中也可称为湿锯或湿锯组件)以及挤出物支撑通道118,挤出物支撑通道118被布置为传送装置的一部分(例如,包括使湿挤出物能够被转移到干燥器托盘108以用于随后传输到窑或其他成批干燥装置的空气轴承表面)以产生燃烧产物(例如,钛酸铝、堇青石、其他二氧化硅组合物等)。
37.挤出装置104具有包括出口112的挤出模具110,并被配置为持续地形成湿挤出物材料114。红外发射设备102在湿挤出物材料114的行进方向上位于出口112的下游。挤出装置104是水平地挤出湿挤出物材料114的水平挤出机。在某些实施例中,湿挤出物材料114是湿陶瓷材料。在某些实施例中,湿挤出物材料114是湿陶瓷材料,并且可以包括诸如钛酸铝、莫来石、滑石、氧化铝、二氧化硅、粘土、氢氧化铝或任何其他合适的陶瓷前体材料等成分。在某些实施例中,湿挤出物材料114包括石墨,石墨对红外发射具有高吸收,因此需要较小功率来硬化。
38.红外发射设备102被配置为在湿挤出物材料114的整个周边(例如,周向)周围传递能量,以干燥并均匀地硬化外表面(即,外部或表皮),从而在离开挤出模具110时设置湿挤出物材料114的形状并形成经硬化的湿挤出物材料116。挤出系统100以所选择的强度和持续时间辐照湿挤出物材料114,以形成具有经均匀硬化的外表面和未经硬化的芯的经硬化的湿挤出物材料116。在某些实施例中,经硬化的湿挤出物材料具有多孔结构,多孔结构包括经均匀硬化的外表面和包括有蜂窝横截面的未经硬化的芯。
39.被布置为传送装置的一部分的挤出物支撑通道118被配置为在湿挤出物材料114通过红外发射设备102之后接收经硬化的湿挤出物材料116。在某些实施例中,挤出物支撑通道118可具有部分圆形、椭圆形或矩形横截面,以引导经硬化的湿挤出物材料116。至少一个传感器105位于红外发射设备102和湿锯组件106之间,以测量经硬化的湿挤出物材料116的水分含量。在其他实施例中,至少一个传感器105可包括位于挤出模具110的出口112和红外发射设备102之间的至少一个传感器,以测量湿挤出物材料114的特性(例如,水分含量)。换句话说,至少一个传感器105可在湿挤出物材料114和/或经硬化的湿挤出物材料116的行进方向上位于至少一个红外发射设备102的上游和/或下游。当红外发射设备102干燥湿挤出物材料114的周向部分时,至少一个传感器105提供关于湿挤出物材料114和/或经硬化的湿挤出物材料116是否在可接受的规格范围内的反馈(例如,实时反馈),尤其是关于水分含量(例如,防止过度干燥),并且特别适用于窄产品规格的敏感应用。在某些实施例中,控制器可与至少一个传感器105电子通信,并被配置为调整红外发射设备102(例如,辐照强度)、挤出装置104(例如,湿挤出物材料114的进给速度)和/或可选加湿器装置(未示出)的操作参数,以至少部分地使湿挤出物材料114和/或经硬化的湿挤出物材料116再水化等。
40.在某些实施例中,至少一个传感器105包括光学传感器,该光学传感器被配置为感测湿挤出物材料114和/或经硬化的湿挤出物材料116的外表面的反射率性质(例如,电磁辐射的反射率)、吸光度性质(例如,电磁辐射的吸光度)和/或温度。在某些实施例中,至少一个传感器105包括至少一个射频传感器,至少一个射频传感器被配置为量化湿挤出物材料114和/或经硬化的湿挤出物材料116的一个或多个部分中的水分含量。
41.切割组件106从经硬化的湿挤出物材料116切割一部分,以形成经硬化的湿挤出物节段120(其在本文中也可称为经硬化的湿挤出物)。换句话说,湿挤出物材料114通过红外发射设备102被挤出以形成经硬化的湿挤出物材料116,然后由挤出物支撑通道118将经硬化的湿挤出物材料116转移到湿锯组件106,湿锯组件106切割经硬化的湿挤出物材料116以形成多个经硬化的湿挤出物节段120。
42.一旦切割,经硬化的湿挤出物节段120由挤出物支撑通道118(作为传送装置的一部分)转移到干燥器托盘108。挤出物支撑通道118可包括空气轴承表面122,经硬化的湿挤
出物节段120在空气轴承表面122之上转移以促进经硬化的湿挤出物节段120的低摩擦运动。
43.图2a-图2c描绘了从图1的挤出系统形成的湿挤出物材料114。注意,经硬化的湿挤出物材料116和经硬化的湿挤出物节段120具有相似的配置和特征。湿挤出物材料114具有:第一端200(例如,前端)、以及具有外表面204(即表皮或外部表面等)的外围壁202和在外围壁202内的多个相交壁206。相交壁206形成相互邻接的单元通道208,单元通道208从第一端200沿方向“a”轴向延伸。在某些实施例中,湿挤出物材料114具有蜂窝横截面210。湿挤出物材料114可以具有任何尺寸的直径,包括相对较大的尺寸(例如,直径为4英寸(101.6mm)、6英寸(152.8mm)或更大)。
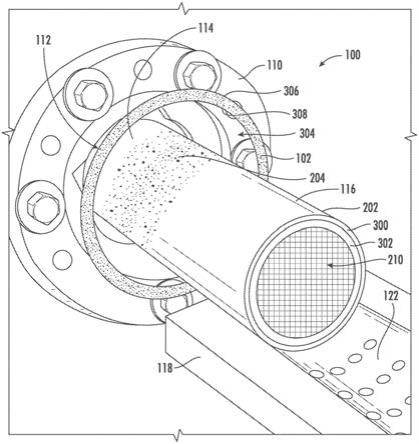
44.图3a-图3c是图1的红外发射设备102辐照从挤出系统110的挤出模具110形成的湿挤出物材料114的视图。例如,在某些实施例中,湿挤出物材料114以0.2英寸/s(5mm/s)的速率挤出。红外发射设备102被配置为均匀地辐照湿挤出物材料114的外表面204(例如,围绕整个周向周边),以形成经硬化的湿挤出物材料116。在某些实施例中,红外发射设备102可以改装到现有系统和/或集成到新系统中,而没有其他替代系统(例如,用于将热空气环传送到湿挤出物材料的系统)的成本和复杂性。此外,红外发射设备102相对较小,并且不会显著增加制造经硬化的湿挤出物节段120所需的空间,这在空间有限的应用中是有利的。与一些其他技术(例如,热空气环)不同,红外发射设备102发射的能量的量可以被很好地控制(例如,图案化)。然而,应注意,在某些实施例中,红外发射设备102可与使用热空气环的干燥结合使用,诸如用于闪蒸干燥。在某些实施例中,至少一个红外发射设备102包括红外灯、一个或多个红外激光器、红外发光二极管或其他发射器类型。在某些实施例中,可以使用其他电磁发射器(例如,微波发射设备)。
45.参考图3c,经硬化的湿挤出物材料116的外围壁202包括经硬化的外部部分300和未经硬化的内部部分302。红外发射设备102的发射进入外围壁202(和相交壁206)的穿透深度d可取决于红外发射的性质(例如,强度、持续时间等)和/或湿挤出物材料114的性质。
46.参考图3a,挤出物支撑通道118被配置为在湿挤出物材料114通过红外发射装置102之后接收经硬化的湿挤出物材料116。当经硬化的湿挤出物材料116落在挤出物支撑通道118的空气轴承表面122上时,经硬化的湿挤出物材料116在离开挤出模具110时保持湿挤出物材料114的原始形状。
47.参考图3a-图3b,红外发射设备102具有中空内部304,并且围绕湿挤出物材料114的周边以大致圆柱形形状布置,使得湿挤出物材料114穿过至少一个红外发射设备102的中空内部304。红外发射设备102包括外围部分306和与外围部分306同心的内表面308。在某些实施例中,至少一个红外发射设备102的大致圆柱形形状包括至少100mm(例如,164mm)的内直径。在某些实施例中,红外发射设备102的中心轴与挤出模具110的出口112的中心轴对齐。换句话说,红外发射设备102和出口112可以共享公共纵轴。
48.红外发射设备102的长度(例如,前到后)可依据红外发射设备102对湿挤出物材料114的期望辐照持续时间进行调整或选择。注意,辐照持续时间也由湿挤出物材料114通过挤出模具110的出口112的进给速率确定。
49.参考图3c,在某些实施例中,外围部分306包括反射涂层,以将发射向内引导朝向中空内部304(从而朝向湿挤出物材料114)。由于红外发射设备102是大致圆柱形的,湿挤出
物材料114也是大致圆柱形的,并且红外发射设备102和湿挤出物材料114沿公共轴对齐。红外发射设备102向中空内部304的中心提供大致均匀的发射,这在围绕湿挤出物材料114的外围壁202的周向带中大致均匀地加热湿挤出物材料114。
50.红外发射设备102的使用非常精确,并且不与湿挤出物材料114接触,仅加热湿挤出物材料114的表面。因此,红外发射设备102避免使单元变形或使湿挤出物材料114机械变形。
51.例如,当经硬化的湿挤出物节段120从挤出物支撑通道118的空气轴承表面122移动到干燥器托盘108时,经硬化的湿挤出物材料116的经硬化的外围允许增加处理力(例如,与托盘接触、重力、加速力、减速力等)的公差,并提高质量(即,不影响产品的整体形状或内部配置)。此外,通过使外围壁202变硬,湿挤出物材料114可以包括更高的含水量,并且被更柔软地挤出,从而增加挤出模具110的寿命,并提高湿挤出物材料114的进给速率。通过使外围壁202硬化并保持湿挤出物材料114的形状,均衡性能也可以得到改善(例如,均衡强度中散射降低的概率增加),即使对于具有较薄壁和较大开放前沿区域的产品也是如此。使湿挤出物材料114硬化能够使用水平挤出工艺挤出更大尺寸的零件(例如,大于7.5英寸(190.5mm)),同时也消除了进一步加工步骤(例如,成型、应用表皮工艺等)的需要。这可以显著降低制造成本。
52.在某些实施例中,控制局部湿度,使得可以分离热凝胶化和干燥。例如,基板可在室温下低湿度干燥,或在高湿度下热胶凝化而不干燥。
53.图4a-图4b是对未经硬化的湿挤出物材料114和经硬化的湿挤出物材料116进行的悬臂试验的变形结果进行比较的视图。参考图4a,当未经硬化的湿挤出物材料114经过托盘402的端部400并悬垂时,未经硬化的湿挤出物材料114表现出越来越大的下垂度,其中湿挤出物材料114的第一端部200由于重力而垂直向下位移。在该示例中,未经硬化的湿挤出物材料114导致约8英寸(203mm)的悬臂l1的下垂h1为约6英寸(152mm)。参考图4b,当经硬化的湿挤出物材料116经过托盘402的端部400并悬垂时,经硬化的湿挤出物材料116表现出比图4a的未经硬化的湿挤出物材料114显著更低的下垂度h2。在该示例中,未经硬化的湿挤出物材料114以0.2英寸/s(5mm/s)的速率传送,并用以1.4微米波长为中心的1.38kw的红外能量处理。对于约8英寸(203mm)的悬臂l2,经硬化的湿挤出物材料116的下垂h2小于0.5英寸(12.7mm)。
54.图5a是示出了从图1的挤出系统100形成的湿挤出物材料114的红外吸收带的图表500。红外发射设备102可以被配置为使得红外发射设备102的发射性质更好地匹配湿挤出物材料114的吸收,从而确保有效耦合和更低的功率利用率。图表500示出了组合物1(包括含石墨的用于陶瓷基板和过滤器产品的前体材料)湿挤出物材料和组合物2(包括不含石墨的用于陶瓷基板和过滤器产品的前体材料)在红外范围内的吸收带。这两种材料在3μm、6μm、10μm和15μm区域存在类似的吸收带。3μm附近的带是由于湿挤出物材料114中的oh键造成的。6μm附近的带是由于湿挤出物材料114中的h2o造成的。10μm附近的带是由于湿挤出物材料114中的无机氧化物造成的。传送的能量增加了湿挤出物材料114表皮的温度,导致聚合物(例如methocel
tm
)凝胶化、水分蒸发和表皮干燥,从而导致模量和强度增加。如图所示,存在对能量耦合的波长敏感性。与3μm附近的带耦合可能更适合于控制深度穿透(例如,和与10μm附近的带耦合相比),因为峰值较小且不吸收,因此冲击在湿陶瓷材料上的辐射可能穿
透更深。
55.红外发射设备102可被配置为基于峰值吸收波长来生成峰值发射波长,该峰值吸收波长对应于湿挤出物材料114的红外吸收。特定湿挤出物材料114的峰值吸收波长可通过湿挤出物材料114的光学性质测量来确定。在某些实施例中,至少一个红外发射设备102被配置为产生具有至少一个峰值发射波长(例如,1.2μm、2.9μm等)和至少一个全宽、半最大发射波长范围的红外发射。湿挤出物材料114包括多个组分,每个组分具有至少一个峰值吸收波长(例如,3μm、6μm、10μm等)和至少一个全宽、半最大吸收波长范围的吸收光谱。该至少一个全宽、半最大发射波长范围包括在该多个组分中的至少一个组分的吸收光谱的至少一个全宽、半最大吸收波长范围的波长的1微米内的至少一个波长值。
56.作为参考和示例,约10.6μm的线502对应于co2激光器。例如,可以使用穿过12mm线的50w co2激光束,在以2英寸/s(5mm/s)的速率进给的20mm厚的矩形ex27材料湿板的表面上使12mm宽的条带硬化。由于co2激光能量会被无机氧化物吸收,因此即使湿挤出物材料干燥后,能量也会被吸收。在某些实施例中,更高的功率水平可导致干燥的材料的加热和粘合剂的燃烧。类似地,作为另一个示例,具有功率集中在5mm的光斑上的100w的976nm二极管激光器可以使以1英寸/s(2.5mm/s)进给的5mm宽的条带变硬以达到co2激光处理可达到的类似程度,但由于波长吸收效率较低,因此效果将显著降低。
57.在某些实施例中,co2激光传送可受益于使用空间光学器件(例如,镜),这可能对用于均匀传送的设计具有挑战性。在某些实施例中,nir(近红外)激光器(例如,976nm的二极管激光器)可以通过光纤传送,但在耦合方面可能不太有效。在一个实施例中,这些光纤可以附接到圆环上,并被设计为在湿挤出物材料的外侧表面上以近乎均匀的方式提供能量,以实现强度上的零(或接近零)周向强度梯度和高轴向强度梯度。虽然可以使用窄波长带源(例如,激光器),但宽带波长源(例如,红外灯)可优选用于硬化,因为不需要可能昂贵的相干光源。由于激光器通常更昂贵,更难设计为均匀传送,并且激光器提供的窄带不是必需的,因此在某些实施例中,可优选具有更宽的带的红外灯。
58.图5b是示出了因变于用于在图1的挤出系统100中使用的不同类型的黑体型发射设备(例如,红外发射设备102)的波长的功率分布的图表504。可取决于应用选择不同类型的红外发射设备102。不同类型的红外发射设备102包括卤素、nir(近红外)、短波、快速响应中波、碳和/或中波。在某些实施例中,基于红外发射设备102传送的能量的吸收和在最小空间量中传送能量的配置的容易程度来选择红外发射设备。例如,在某些实施例中,可以选择中波红外发射设备,因为最大能量集中在约2.9μm处,这与湿挤出物材料114的oh键峰值一致,以便更好地耦合。因此,中波红外发射设备可提供比短波红外发射设备更好的性能。
59.图6是包括多个红外发射设备102a-102c的挤出系统600的俯视图。图6包括与图1中的元件具有相同附图标记的元件,因此将不重新描述。在某些实施例中,多个红外发射设备102a-102c中的每个红外发射设备102a-102c被配置为产生具有不同峰值发射波长和不同全宽、半最大发射波长范围的红外发射。在某些实施例中,多个红外发射设备102a-102c包括第二红外发射设备102b和第三红外发射装置102c,第二红外发射设备102b在湿挤出物材料114的行进方向上位于第一红外发射设备102a的下游,第三红外发射装置102c在湿挤出物材料114的行进方向上位于第一红外发射设备102a和第二红外发射装置102b的下游。在某些实施例中,多个红外发射设备102a-102c中的每一者各自以大致圆柱形形状布置,并
且被配置为以不同的总辐射通量来辐照湿挤出物材料114。在某些实施例中,使用多个红外发射设备102a-102c可得到更好的性能和/或更多的制造选项。例如,多个红外发射设备102a-102c可允许更好的深度穿透控制、更高的能效耦合和/或更软的挤出物等。当然,可以使用任意数量的红外发射设备102a-102c。
60.图7是用于在图1和图6的挤出系统100、600中使用的激光发射设备700的另一个实施例的前视图。红外发射设备700包括多个周向定位的发射器702(例如,在某些实施例中,红外发射发光二极管或激光器)和相对于多个周向定位的发射器702同心定位的漫射器704。漫射器704漫射或散射周向定位的发射器702的辐射,以增加湿挤出物材料114的辐射的均匀性,从而形成经硬化的湿挤出物材料116。周向定位的发射器702的数量和间距可取决于发射器702的类型、漫射器704的类型以及特定应用所需的辐照均匀性。在此类配置中,多个周向定位的发射器702可包括多个不同类型的发射器,以产生多个不同峰值发射波长、不同全宽、半最大发射波长范围和/或不同总辐射通量的红外发射。
61.图8是用于在图1和图6的挤出系统100、600中使用的激光发射设备800的前视图。激光发射设备800可用于co2激光器、nir激光器等的传送。激光发射设备800包括玻璃体802、外管状反射器804和内管状反射器806,以用于将激光辐射均匀分布到湿挤出物材料114上。内管状反射器806具有将激光辐射泄漏到湿挤出物材料114的涂层轮廓。例如,在某些实施例中,外管状反射器804包括玻璃体802上的连续涂层,以反射所有辐射(例如,光),而内管状反射器806包括玻璃体802上的不连续涂层(例如,具有多个周向放置的间隙808),使得少量辐射(例如,光)朝向中心传输。这样,当辐射(例如,光)在整个玻璃体802中反弹时,少量辐射持续地泄漏,从而实现湿挤出物材料114的均匀加热,以形成经硬化的湿挤出物材料116。替代地,在某些实施例中,可以使用光漫射光纤(诸如康宁光纤)以将激光均匀地散射到湿挤出物材料114周围,以实现均匀加热。
62.在某些实施例中,可以使用环状电阻加热器。通过改变加热器的电流,可以调节发射峰值波长,以将加热效率最大化。根据维恩位移定律,峰值发射波长由下式给出:λ=b/t,其中“b”是维恩常数,“t”是绝对温度,单位为开尔文。改变进入加热器的电流将导致加热器功率的变化,从而改变最大发射波长。电阻加热元件可以由例如,碳化硅(sic)、铁铬铝(fecral)线(例如,可从瑞典哈尔斯塔哈马尔(hallstahammar,sweden)的sandvik ab购买的电阻线)或本领域已知的其他材料制成。加热器的设计可基于挤出速度、表皮厚度、湿挤出物材料的直径等。可以通过增加加热元件的尺寸(表面发射面积)来增加加热功率,并且可以使用卷曲灯丝设计或本领域已知的其他配置来实现对挤出物外部的均匀加热。
63.灯丝(电阻加热灯丝)的温度越低,波长就越长并且黑体辐射强度就越低。这将需要更长的加热区,以便对离开挤出模具的湿挤出物材料进行等效辐射干燥。例如,假设灯丝覆盖率相等,由于四次方黑体辐射,卤素红外光源的长度可能是mi(矿物绝缘)加热器光源的0.01倍。本文公开了可使用的其他类型的加热器。替代地,可以增加加热元件的尺寸(表面积)以增加加热功率。
64.图9是标识制造经硬化的湿挤出物材料116的方法的步骤的流程图900。根据步骤902,从挤出模具110的出口112持续地形成包括蜂窝横截面210的湿挤出物材料114。根据步骤904,利用由至少一个红外发射设备102产生的红外发射均匀地辐照湿挤出物材料114的
周边,该至少一个红外发射设备102具有有着中空内部304的大致圆柱形形状并位于出口112的下游,以形成经硬化的湿挤出物材料116。在某些实施例中,该至少一个红外发射设备102包括多个红外发射设备102a-102c,包括第一红外发射设备102a和第二红外发射设备102b,第二红外发射设备102b在湿挤出物材料114的行进方向上位于第一红外发射设备102a的下游。使用第一红外发射设备102a以第一辐射通量来辐照湿挤出物材料114,并且使用第二红外发射设备102b以第二辐射通量来辐照湿挤出物材料114。第二辐射通量与第一辐射通量不同。根据步骤906,经硬化的湿挤出物材料116穿过至少一个红外发射设备102的中空内部304到挤出物支撑通道118上。
65.对本领域技术人员显而易见的是在不背离本发明的精神或范围的情况下可以作出各种修改和变化。
66.受益于在前述描述和相关联附图中呈现的教导的本领域的技术人员将想到本文中阐述的实施例的许多修改和其他实施例。因此,应理解的是,说明书和权利要求书不限于所公开的具体实施例,并且修改和其他实施例旨在包括在所附权利要求书的范围内。实施例旨在涵盖实施例的修改和变型,只要这些修改和变型在所附权利要求书及其等效方案的范围内。尽管本文中采用特定术语,但这些术语仅在通用意义和描述性意义上使用而并非出于限制性目的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1