一种混凝土多孔砖浇注成型加工系统的制作方法
1.本发明涉及多孔砖浇注成型技术领域,特别涉及一种混凝土多孔砖浇注成型加工系统。
背景技术:
2.多孔砖具有生产能耗低、节土利废、施工方便和体轻、强度高、保温效果好、耐久、收缩变形小、外观规整等特点,根据生产材料,多孔砖可分为以下几种常见的类型,其中烧结的有黏土多孔砖、煤矸石多孔砖、页岩多孔砖、粉煤灰多孔砖,非烧结的有混凝土多孔砖等,其中混凝土多孔砖是以水泥为胶结材料,与砂、石(轻集料)等经加水搅拌、成型和养护而制成的具有多孔的的混凝土制品,是继普通与轻集料混凝土小型空心砌块之后又一个墙体材料新品种,替代烧结粘土砖的理想材料,但在混凝土多孔砖浇注成型过程中会出现以下问题:
3.1、常见的多孔砖制作模具中的孔距大小是不可调节的,导致在使用过程中需要进行孔距大小不同时,需要将模具拆卸下之后进行更换,这样使得多孔砖需要不同孔距时的操作较为繁琐,同时操作人员操作过程中较为麻烦;
4.2、在对多孔砖浇注成型之后,需要将多孔砖进行脱模,传统的脱模方式是通过外力将多孔砖推出模具内,这样导致未定型的多孔砖变形,使得生产出的多孔砖次品较多,从而导致生产质量下降。
技术实现要素:
5.(一)技术方案
6.为了实现上述目的,本发明采用以下技术方案,一种混凝土多孔砖浇注成型加工系统,包括支架板、传送机构、模具、孔距调节机构和升降机构,所述的支架板的前后对称排布,支架板之间安装有传送机构,传送机构上设有模具,模具内设有孔距调节机构,孔距调节机构上设置有升降机构;
7.所述的模具包括水平板、模型盒、回形板、限位板、盒盖、回形阶梯槽、复位弹簧、滑动槽、矩形凹槽、一号矩形柱、二号矩形柱、t型槽、滑动板、t型板和连接板,所述的支架板之间安装有水平板,水平板上方设置有模型盒,模型盒为回形结构,模型盒的上端面安装有回形板,回形板的上端面安装有限位板,限位板为回形结构,模型盒上设置有盒盖,盒盖的下端面开设有回形阶梯槽,回形阶梯槽通过复位弹簧与限位板相连接,盒盖的下端面开设有滑动槽,滑动槽为矩阵排布,滑动槽上开设有矩形凹槽,矩形凹槽与滑动槽连通,滑动槽的下方设有一号矩形柱,盒盖的下端面中部前后对称安装有二号矩形柱,一号矩形柱的上端面安装有滑动板,滑动板贯穿滑动槽位于矩形凹槽内,矩形凹槽上开设有t型槽,t型槽与滑动槽位置一一对应,滑动板上安装有t型板,t型板通过滑动配合的方式与t型槽相连接,前后滑动板之间通过连接板相连接,当孔距调节完成之后,通过升降机构带动盒盖与模型盒向下运动,此时,复位弹簧在弹性的作用下推动限位板向下运动,使得限位板通过回形板与
模具盒脱离,当模型盒运动到水平板上时模型盒上端的回形板与限位板压动复位弹簧进行收缩,复位弹簧收缩使得回形板进入到回形阶梯槽内,从而模型盒与盒盖形成一个腔体,然后对腔体内进行浇注混凝土使得多孔砖成型,之后再通过升降机构带动盒盖向上运动,这时模型盒在复位弹簧的作用下与盒盖脱离,使得盒盖带动一号矩形柱孔成型的多孔砖内脱离,便于盒盖与成型的多孔砖脱离,当限位板移动到回形阶梯槽的下端时停止向下运动,这时盒盖拉动模型盒向上运动将多孔砖与模具盒脱离,盒盖与模型盒的间隔性脱离方便了多孔砖的脱模,避免成型的多孔砖需要通过外力与模型盒脱离造成变形的现象。
8.所述的孔距调节机构包括支撑块、移动板、齿条、矩形通槽、带动轴、不完全齿轮、皮带、齿轮轴、锥齿轮和转动杆,所述的矩形凹槽内安装有支撑块,支撑块矩阵排布,左右连接板上均安装有移动板,移动板前后对称排布,移动板的下端开设有滑槽,滑槽与支撑块之间通过滑配合的方式相连接,左右两个连接板上均开设有矩形通槽,矩形通槽位置与移动板相对应,移动板的相背面均安装有齿条,矩形凹槽内通过轴承前后对称安装有带动轴,带动轴位于移动板的两侧,带动轴套设有与齿条间歇啮合的不完全齿轮,两个带动轴之间通过皮带传动连接,矩形凹槽内通过轴承安装有齿轮轴,齿轮轴与带动轴上安装有相啮合的锥齿轮,齿轮轴穿设矩形凹槽安装有转动杆,支架板上开设有移动槽,转动杆贯穿移动槽,当多孔砖的孔距需要调节时,通过转动转动杆带动齿轮轴进行转动,齿轮轴转动带动锥齿轮进行啮合转动,从而使得带动轴进行转动,带动轴转动之间通过皮带进行传动从而使前后两个带动轴同步进行转动,带动轴带动不完全齿轮进行转动,前后两个不完全齿轮的轮齿方向相反,从而使得两个齿轮同时与前后齿条进行啮合,不完全齿轮与齿条啮合时带动齿条进行移动,齿条带动移动板进行移动,移动板通过连接板带动滑动板进行移动,使得滑动板带动一号矩形柱进行移动,从而实现对多孔砖的孔距调节,调节孔距之间的距离得到调节从而使得多孔砖的孔距间隔多样化,同时避免了传统的多孔砖模具经常转换的流程,使得多孔砖的制作更加便捷。
9.所述的传送机构包括转动轴、带动链轮、链板、转轴、不完全链轮和电动机,所述的支架板之间通过轴承安装有转动轴,转动轴上前后套设有带动链轮,带动链轮之间通过链板传动连接,链板位于水平板与模型盒之间,支架板之间安装有转轴,转轴上前后对称套设有不完全链轮,转轴穿设支架板,支架板上通过机架安装有电动机,电动机的输出端与转轴相连接,通过电动机带动转轴进行转动,转轴转动带动不完全链轮进行转动,不完全链轮与链板之间间歇性相啮合带动链板进行间歇性传送,在模型盒向下运动时,不完全齿轮不与链板进行啮合,使得链板停止传送,模型盒下压到链板上形成腔体浇注多孔砖成型之后,将脱模的多孔砖脱落在链板上,然后通过链板带动其进行传送,链板间歇性便于多孔砖的浇注成型。
10.作为本发明的一种优选技术方案,所述的升降机构包括顶板、伸缩杆、螺纹杆、支撑环、阶梯回形槽、转动齿轮、定位轴、带动齿轮和正反转电动机,所述的支架板的上端面安装有顶板,顶板的下端面与盒盖之间通过伸缩杆相连接,伸缩杆是矩阵排布,盒盖的上端面中部安装有螺纹杆,螺纹杆穿设顶板,顶板上安装有支撑环,支撑环为倒凸起环形结构,支撑环上设置有转动齿轮,转动齿轮的下端面开设有阶梯回形槽,阶梯回形槽与支撑环之间通过滑动配合的方式相连接,转动齿轮的中部开设有与螺纹杆相配合的螺纹孔,螺纹杆贯穿螺纹孔,顶板上通过轴承安装有定位轴,定位轴上套设有带动齿轮,顶板上通过肋板安装
有正反转电动机,正反转电动机的输出端与定位轴相连接,通过正反转电动机带动定位轴进行转动,定位轴转动带动带动齿轮进行转动,带动齿轮与转动齿轮之间啮合传动从而带动转动齿轮进行转动,转动齿轮转动带动螺纹杆向下运动,螺纹杆带动盒盖与模型盒向下运动,这时伸缩杆开设伸长,伸缩杆对盒盖起到限位支撑的作用,便于盒盖的升降。
11.作为本发明的一种优选技术方案,所述的滑动槽的两侧左右对称开设有滑动阶梯槽,滑动阶梯槽位于靠近盒盖的下端,滑动阶梯槽内通过伸缩板与滑动板之间相连接,滑动槽的下端面安装有弹性带,弹性带与盒盖下端面位于同一水平位置,在滑动板带动一号矩形柱进行移动时伸缩板与弹性带进行伸缩运动将滑动槽进行闭合,避免浇注的混凝土进入到滑动槽内影响孔距的调节,同时避免浇注的多孔砖发生变形。
12.作为本发明的一种优选技术方案,所述的支架板之间安装有刮板,刮板位于右侧链板的下端,刮板向左下方倾斜,刮板的下端面安装有支撑板,支撑板的右端设置有收集盒,刮板将链板上粘附的混凝土进行刮除,避免链板上粘附有较多的混凝土影响下一多孔砖的成型。
13.作为本发明的一种优选技术方案,所述的盒盖的上端面开设有进料孔,进料孔内安装有浇注管,浇注管穿设顶板,浇注管为l型结构,通过浇注管对多孔砖进行浇注成型。
14.(二)有益效果
15.1、本发明采用的孔距调节机构可直接将多孔砖模具内的一号矩形柱进行调节,从而使得多孔砖之间的孔距进行调节,避免了对多孔砖模具的更换,简化了孔距调节的流程,同时方便了操作人员对多孔砖孔距的调节,同时采用的模具时盒盖与模型盒分离状态,使得多孔砖在脱模时盒盖先脱离多孔砖然后再推动模具盒脱离多孔砖,避免直接推动未定型的多孔砖脱离模具产生变形的现象,使得多孔砖的生产质量提高;
16.2、本发明所述的齿条通过移动板带动左右连接板进行移动,左右连接板带动一号矩形柱进行移动,从而实现对多孔砖孔距的调节,避免了对多孔砖模具进行更换的繁琐流程,方便了操作人员的操作;
17.3、本发明所述的盒盖向上运动时,通过复位弹簧推动模具盒向下运动将其推开,使得盒盖先与成型的多孔砖进行脱模,避免了直接推动多孔砖产生变形的现象。
附图说明
18.下面结合附图和实施例对本发明进一步说明。
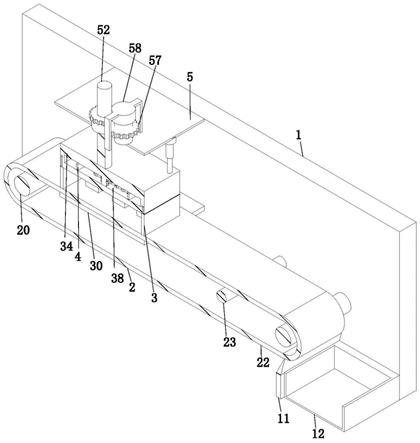
19.图1是本发明的剖视立体结构示意图;
20.图2是本发明的主剖视图;
21.图3是本发明图2的a处局部放大图;
22.图4是本发明图2的b处局部放大图;
23.图5是本发明图2的c处局部放大图;
24.图6是本发明的俯剖视图;
25.图7是本发明图6的d处局部放大图。
具体实施方式
26.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求先定
和覆盖的多种不同方式实施。
27.如图1至图7所示,一种混凝土多孔砖浇注成型加工系统,包括支架板1、传送机构2、模具3、孔距调节机构4和升降机构5,
28.所述的支架板1的前后对称排布,支架板1之间安装有传送机构2,传送机构2上设有模具3,模具3内设有孔距调节机构4,孔距调节机构4上设置有升降机构5;
29.所述的模具3包括水平板30、模型盒31、回形板32、限位板33、盒盖34、回形阶梯槽35、复位弹簧36、滑动槽37、矩形凹槽38、一号矩形柱39、二号矩形柱3a、t型槽3b、滑动板3c、t型板3d和连接板3e,所述的支架板1之间安装有水平板30,水平板30上方设置有模型盒31,模型盒31为回形结构,模型盒31的上端面安装有回形板32,回形板32的上端面安装有限位板33,限位板33为回形结构,模型盒31上设置有盒盖34,盒盖34的下端面开设有回形阶梯槽35,回形阶梯槽35通过复位弹簧36与限位板33相连接,盒盖34的下端面开设有滑动槽37,滑动槽37为矩阵排布,滑动槽37上开设有矩形凹槽38,矩形凹槽38与滑动槽37连通,滑动槽37的下方设有一号矩形柱39,盒盖34的下端面中部前后对称安装有二号矩形柱3a,一号矩形柱39的上端面安装有滑动板3c,滑动板3c贯穿滑动槽37位于矩形凹槽38内,矩形凹槽38上开设有t型槽3b,t型槽3b与滑动槽37位置一一对应,滑动板3c上安装有t型板3d,t型板3d通过滑动配合的方式与t型槽3b相连接,前后滑动板3c之间通过连接板3e相连接,当孔距调节完成之后,通过升降机构5带动盒盖34与模型盒31向下运动,此时,复位弹簧36在弹性的作用下推动限位板33向下运动,使得限位板33通过回形板32与模具3盒脱离,当模型盒31运动到水平板30上时模型盒31上端的回形板32与限位板33压动复位弹簧36进行收缩,复位弹簧36收缩使得回形板32进入到回形阶梯槽35内,从而模型盒31与盒盖34形成一个腔体,然后对腔体内进行浇注混凝土使得多孔砖成型,之后再通过升降机构5带动盒盖34向上运动,这时模型盒31在复位弹簧36的作用下与盒盖34脱离,使得盒盖34带动一号矩形柱39孔成型的多孔砖内脱离,便于盒盖34与成型的多孔砖脱离,当限位板33移动到回形阶梯槽35的下端时停止向下运动,这时盒盖34拉动模型盒31向上运动将多孔砖与模具3盒脱离,盒盖34与模型盒31的间隔性脱离方便了多孔砖的脱模,避免成型的多孔砖需要通过外力与模型盒31脱离造成变形的现象。
30.所述的滑动槽37的两侧左右对称开设有滑动阶梯槽370,滑动阶梯槽370位于靠近盒盖34的下端,滑动阶梯槽370内通过伸缩板371与滑动板3c之间相连接,滑动槽37的下端面安装有弹性带372,弹性带372与盒盖34下端面位于同一水平位置,在滑动板3c带动一号矩形柱39进行移动时伸缩板371与弹性带372进行伸缩运动将滑动槽37进行闭合,避免浇注的混凝土进入到滑动槽37内影响孔距的调节,同时避免浇注的多孔砖发生变形。
31.所述的盒盖34的上端面开设有进料孔,进料孔内安装有浇注管340,浇注管340穿设顶板50,浇注管340为l型结构,通过浇注管340对多孔砖进行浇注成型。
32.所述的孔距调节机构4包括支撑块40、移动板41、齿条42、矩形通槽43、带动轴44、不完全齿轮45、皮带46、齿轮轴47、锥齿轮48和转动杆49,所述的矩形凹槽38内安装有支撑块40,支撑块40矩阵排布,左右连接板3e上均安装有移动板41,移动板41前后对称排布,移动板41的下端开设有滑槽,滑槽与支撑块40之间通过滑配合的方式相连接,左右两个连接板3e上均开设有矩形通槽43,矩形通槽43位置与移动板41相对应,移动板41的相背面均安装有齿条42,矩形凹槽38内通过轴承前后对称安装有带动轴44,带动轴44位于移动板41的
两侧,带动轴44套设有与齿条42间歇啮合的不完全齿轮45,两个带动轴44之间通过皮带46传动连接,矩形凹槽38内通过轴承安装有齿轮轴47,齿轮轴47与带动轴44上安装有相啮合的锥齿轮48,齿轮轴47穿设矩形凹槽38安装有转动杆49,支架板1上开设有移动槽,转动杆49贯穿移动槽,当多孔砖的孔距需要调节时,通过转动转动杆49带动齿轮57轴47进行转动,齿轮轴47转动带动锥齿轮48进行啮合转动,从而使得带动轴44进行转动,带动轴44转动之间通过皮带46进行传动从而使前后两个带动轴44同步进行转动,带动轴44带动不完全齿轮45进行转动,前后两个不完全齿轮45的轮齿方向相反,从而使得两个齿轮同时与前后齿条42进行啮合,不完全齿轮45与齿条42啮合时带动齿条42进行移动,齿条42带动移动板41进行移动,移动板41通过连接板3e带动滑动板3c进行移动,使得滑动板3c带动一号矩形柱39进行移动,从而实现对多孔砖的孔距调节,调节孔距之间的距离得到调节从而使得多孔砖的孔距间隔多样化,同时避免了传统的多孔砖模具经常转换的流程,使得多孔砖的制作更加便捷。
33.所述的传送机构2包括转动轴20、带动链轮21、链板22、转轴23、不完全链轮24和电动机25,所述的支架板1之间通过轴承安装有转动轴20,转动轴20上前后套设有带动链轮21,带动链轮21之间通过链板22传动连接,链板22位于水平板30与模型盒31之间,支架板1之间安装有转轴23,转轴23上前后对称套设有不完全链轮24,转轴23穿设支架板1,支架板1上通过机架安装有电动机25,电动机25的输出端与转轴23相连接,通过电动机25带动转轴23进行转动,转轴23转动带动不完全链轮24进行转动,不完全链轮24与链板22之间间歇性相啮合带动链板22进行间歇性传送,在模型盒31向下运动时,不完全齿轮45不与链板22进行啮合,使得链板22停止传送,模型盒31下压到链板22上形成腔体浇注多孔砖成型之后,将脱模的多孔砖脱落在链板22上,然后通过链板22带动其进行传送,链板22间歇性便于多孔砖的浇注成型。
34.所述的升降机构5包括顶板50、伸缩杆51、螺纹杆52、支撑环53、阶梯回形槽54、转动齿轮55、定位轴56、带动齿轮57和正反转电动机58,所述的支架板1的上端面安装有顶板50,顶板50的下端面与盒盖34之间通过伸缩杆51相连接,伸缩杆51是矩阵排布,盒盖34的上端面中部安装有螺纹杆52,螺纹杆52穿设顶板50,顶板50上安装有支撑环53,支撑环53为倒凸起环形结构,支撑环53上设置有转动齿轮55,转动齿轮55的下端面开设有阶梯回形槽54,阶梯回形槽54与支撑环53之间通过滑动配合的方式相连接,转动齿轮55的中部开设有与螺纹杆52相配合的螺纹孔,螺纹杆52贯穿螺纹孔,顶板50上通过轴承安装有定位轴56,定位轴56上套设有带动齿轮57,顶板50上通过肋板安装有正反转电动机58,正反转电动机58的输出端与定位轴56相连接,通过正反转电动机58带动定位轴56进行转动,定位轴56转动带动带动齿轮57进行转动,带动齿轮57与转动齿轮55之间啮合传动从而带动转动齿轮55进行转动,转动齿轮55转动带动螺纹杆52向下运动,螺纹杆52带动盒盖34与模型盒31向下运动,这时伸缩杆51开设伸长,伸缩杆51对盒盖34起到限位支撑的作用,便于盒盖34的升降。
35.所述的支架板1之间安装有刮板10,刮板10位于右侧链板22的下端,刮板10向左下方倾斜,刮板10的下端面安装有支撑板11,支撑板11的右端设置有收集盒12,刮板10将链板22上粘附的混凝土进行刮除,避免链板22上粘附有较多的混凝土影响下一多孔砖的成型。
36.具体工作时,在使用之前当多孔砖的孔距需要调节时,通过转动转动杆49带动齿轮57轴47进行转动,齿轮轴47转动带动锥齿轮48进行啮合转动,从而使得带动轴44进行转
动,带动轴44转动之间通过皮带46进行传动从而使前后两个带动轴44同步进行转动,带动轴44带动不完全齿轮45进行转动,前后两个不完全齿轮45的轮齿方向相反,从而使得两个齿轮同时与前后齿条42进行啮合,不完全齿轮45与齿条42啮合时带动齿条42进行移动,齿条42带动移动板41进行移动,移动板41通过连接板3e带动滑动板3c进行移动,使得滑动板3c带动一号矩形柱39进行移动,从而实现对多孔砖的孔距调节,调节孔距之间的距离得到调节从而使得多孔砖的孔距间隔多样化,然后通过升降机构5带动盒盖34与模型盒31向下运动,此时,复位弹簧36在弹性的作用下推动限位板33向下运动,使得限位板33通过回形板32与模具3盒脱离,当模型盒31运动到水平板30上方的链板22上时,模型盒31上端的回形板32与限位板33压动复位弹簧36进行收缩,复位弹簧36收缩使得回形板32进入到回形阶梯槽35内,从而模型盒31与盒盖34形成一个腔体,然后通过浇注管340对多孔砖进行浇注成型,之后再通过升降机构5带动盒盖34向上运动,这时模型盒31在复位弹簧36的作用下与盒盖34脱离,使得盒盖34带动一号矩形柱39孔成型的多孔砖内脱离,便于盒盖34与成型的多孔砖脱离,当限位板33移动到回形阶梯槽35的下端时停止向下运动,这时盒盖34拉动模型盒31向上运动将多孔砖与模具3盒脱离,盒盖34与模型盒31的间隔性脱离方便了多孔砖的脱模,避免成型的多孔砖需要通过外力与模型盒31脱离造成变形的现象。
37.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1