轻型、保温、防水、防火复合墙板及其生产工艺技术的制作方法
1.本发明一种轻型、保温、防水、防火复合墙板及其生产工艺技术,涉及建筑建材行业技术领域,尤其涉及一种自动化生产线预制的具有轻型、保温、防水、防火等功能的复合建筑建材板材,以及该板材的生产工艺技术。
背景技术:
2.目前,建筑行业传统的建楼方式是,现场砌墙、抹灰,然后再外挂石材或其他装置外面,而内墙面还需要刮大白饰面或其他内饰面等做法。现场砌墙不仅需要大量人工,增加了热工成本,而且还收到季节限制,夏季高温时段不可施工,冬季超低温时段又受到物料特性限制;同时不管是现场装饰内饰或外饰面都会对环境造成破坏。
3.现在,行业内也有硅酸盐钙板墙板和其他条形墙板,但是上述墙板存在墙体开裂、变形大、质量不稳定等缺陷,同时上述墙板为整体大墙板出厂,运输和吊装存在一定的难度,现场施工要求较高,难以达到建筑精度的要求。
4.针对上述现有技术中所存在的问题,研究设计一种新型的轻型、保温、防水、防火复合墙板及其生产工艺技术,从而克服现有技术中所存在的问题是十分必要的。
技术实现要素:
5.根据上述现有技术提出的现有预制墙板易开裂、变形大、质量不稳定、且大墙板出厂运输吊装困难、现场施工要求高、精度低等技术问题,而提供一种轻型、保温、防水、防火复合墙板及其生产工艺技术。本发明主要利用通过自动化控制系统控制工业流水线在车间流程化预制具有轻型、保温、防水、防火等特性的内外墙体,从而替代传统现场砌墙、抹灰、大白饰面的传统枪版制作工艺,达到防止墙体开裂、变形等质量问题。
6.本发明采用的技术手段如下:
7.一种轻型、保温、防水、防火复合墙板包括:内墙板和外墙板两种墙板;
8.进一步地,内墙板为多层复合墙板,其结构由外至内依次为:ⅰ层装饰面层、玻纤网、防水抗裂增强功能性砂浆ⅰ面层、骨料保温层、防水抗裂增强功能性砂浆ⅱ面层、玻纤网和ⅱ层装饰面层;在骨料保温层中预埋有钢丝网格;
9.所述的外墙板为包括外饰面和内饰面结构,同时具有轻型、保温、防水、防火特性的一体化墙板,其结构由外至内依次为:饰面材料、防水抗裂增强功能性砂浆ⅰ面层、聚氨酯发泡保温层、骨料保温层、防水抗裂增强功能性砂浆ⅱ面层、玻纤网和装饰面层;在骨料保温层和聚氨酯发泡保温层中预埋有龙骨架;在防水抗裂增强功能性砂浆ⅰ面层和防水抗裂增强功能性砂浆ⅱ面层中预埋有钢板网。
10.进一步动,轻型、保温、防水、防火复合墙板的生产工艺技术包括:内墙板生产工艺和外墙板生产工艺;
11.进一步动,内墙板生产工艺和外墙板生产工艺的生产工艺包括:模具制作工段、内墙板浇筑成型工段、外墙板浇筑成型工段、墙板养护工段、机器人搬运码垛工段和自动化控
制及工业计算机管理系统;
12.进一步动,模具制作工段后部根据制作的模具不同分为内墙板加工流水线和外墙板加工流水线;内墙板加工流水线依次为内墙板浇筑成型工段、墙板养护工段和机器人搬运码垛工段;外墙板加工流水线依次为外墙板浇筑成型工段、墙板养护工段和机器人搬运码垛工段;自动化控制及工业计算机管理系统设置于两条流水线旁并分别与各工段设备相连接,对其进行自动化控制;
13.进一步动,模具制作工段设备包括:剪板机、折弯机和焊接机;
14.进一步动,内墙板浇筑成型工段设备包括:二维码贴标机a、机械手a、辊道输送机a、以及沿辊道输送机a前进方向依次设置的面层涂覆机a、防水砂浆涂覆机a、机械手b、骨料浇注机a、定量浇注机a、面层涂覆机b、二维码贴标机b;上述各设备均与自动化控制及工业计算机管理系统相连接,按照其发出的指令进行工作;
15.进一步动,外墙板浇筑成型工段设备包括:二维码贴标机c、机械手d、辊道输送机b、以及沿辊道输送机b前进方向依次设置的机械手e、防水砂浆涂覆机b、机械手f、骨料浇注机b、机械手h、骨料浇注机c、定量浇注机b、面层涂覆机c和二维码贴标机d;上述各设备均与自动化控制及工业计算机管理系统相连接,按照其发出的指令进行工作;
16.进一步动,墙板养护工段设备包括:养护仓以及模具自动停放装置;
17.进一步动,机器人搬运码垛工段设备包括:机械手c和agv移动机器人;
18.进一步动,自动化控制及工业计算机管理系统包括:plc、触摸屏、工业控制计算机、通信协议服务器、无线wifi服务器、二维码识别处理系统、终端料位仪、防爆控制柜和dcs系统模块电气设备。
19.进一步动,内墙板生产工艺为:
20.31、模具制作:采用剪板机、折弯机和焊接机配合制作所需规格的内墙板平模模具,内墙板平模模具(15)采用镀锌不锈钢板及其它金属板制作;
21.32、一次贴码:将制作好的内墙板平模模具通过机械手a/人工吊装到辊道输送机a的ⅰ工位上,同时由二维码贴标机a给每个内墙板平模模具粘贴识别二维码;
22.33、涂覆ⅰ层装饰面层:启动辊道输送机a将内墙板平模模具输送到ⅱ工位,由面层涂覆机a向模具底面涂覆ⅰ层装饰面层;
23.34、涂覆防水抗裂增强功能性砂浆ⅰ面层:控制辊道输送机a将内墙板平模模具输送至ⅲ工位,由防水砂浆涂覆机a向模具内ⅰ层装饰面层基础上涂覆防水抗裂增强功能性砂浆ⅰ面层,同时加入玻纤网,玻纤网置于涂覆ⅰ层装饰面层与防水抗裂增强功能性砂浆ⅰ面层之间;
24.35、布钢丝网格:控制辊道输送机a将内墙板平模模具输送至ⅳ工位,用机械手b/人工在防水抗裂增强功能性砂浆ⅰ面层上布设直径φ0.2mm~φ 10mm不同规格增强的钢丝网格;
25.36、浇注骨料保温层:控制辊道输送机a将内墙板平模模具输送至
ⅴ
工位,由骨料浇注机a向内墙板平模模具内浇注骨料,骨料保温层完全将钢丝网格覆盖;
26.37、涂覆防水抗裂增强功能性砂浆ⅱ面层:控制辊道输送机a将内墙板平模模具输送至
ⅵ
工位,由定量浇注机a在骨料保温层上部浇注防水抗裂增强功能性砂浆ⅱ面层,同时加入玻纤网,玻纤网;
27.38、涂覆ⅱ层装饰面层:控制辊道输送机a将内墙板平模模具输送至
ⅶ
工位,由面层涂覆机b向玻纤网上部涂覆ⅱ层装饰面层;
28.39、二次贴码:控制辊道输送机a将基本成型后的内墙板平模模具输送至养护仓前的二维码贴标机b工位,由二维码贴标机b为每个内墙板表面粘贴/喷涂产品实时数据二维码;
29.310、养生:控制辊道输送机a将二次贴码后的内墙板送至模具自动停放装置上,此时模具自动停放装置开始工作,按照自动化控制及工业计算机管理系统的指令将内墙板停放至养护仓内指定停放位置,养护仓自动控制加热、送风系统工作,对室内墙板进行10~24小时的养生成型;
30.311、码垛:养生结束后,模具自动停放装置移出内墙板平模模具至现场指定位置上,然后由机械手c按照程序进行码垛到托盘上;
31.312、规划停放:由潜伏式/背负式agv移动机器人带动码好垛的托盘按照规划轨迹送至施工指定现场位置停放;
32.313、内墙板加工完成:整个内墙板自动化生产过程结束,声光显示作为自动化生产完成的标志。
33.进一步地,外墙板生产工艺为:
34.41、模具制作:采用剪板机、折弯机和焊接机配合制作所需规格的外墙板模具,外墙板模具采用镀锌不锈钢板及其它金属制作;
35.42、一次贴码:将制作好的外墙板模具用机械手d/人工吊装到辊道输送机bⅰ工位上竖立面放置,同时由二维码贴标机c给每个外墙板模具粘贴二维码;
36.43、外饰面铺设:控制辊道输送机b将外墙板模具送至ⅱ工位处,此时机械手e/人工进行外饰面材料的铺设,同时也包括连接件的铺设;饰面材料包括:瓷砖、石材等建筑材料;
37.44、涂覆防水抗裂增强功能性砂浆ⅰ面层:由辊道输送机b将外墙板模具送至ⅲ工位处,由防水砂浆涂覆机b在已铺设完成的外饰面上涂覆一层防水抗裂增强功能性砂浆ⅰ面层;
38.45、布置龙骨架:涂覆完防水抗裂增强功能性砂浆ⅰ面层后,由机械手 f抓取由横龙骨和竖龙骨组成的龙骨架铺设入外墙板模具中,龙骨架外部自带的钢板网(10)被压入到防水抗裂增强功能性砂浆ⅰ面层中;
39.46、浇注聚氨酯发泡保温层:控制辊道输送机b将外墙板模具送至ⅳ工位,由骨料浇注机b向外墙板模具内浇筑聚氨酯发泡保温层,聚氨酯发泡保温层完全将龙骨架覆盖;
40.47、布置龙骨架和钢板网:控制辊道输送机b将外墙板模具送至
ⅴ
工位,由机械手h先专区龙骨架布置于外墙板摸具中,然后再抓取钢板网铺设于龙骨架上;
41.48、浇注骨料保温层:布置钢板网结束后,由骨料浇注机c浇注骨料保温层,骨料保温层完全将龙骨架覆盖,钢板网位于骨料保温层外部;
42.49、涂覆防水抗裂增强功能性砂浆ⅱ面层:控制辊道输送机b输送外墙板模具至
ⅵ
工位,由定量浇注机b在骨料保温层上部涂覆防水抗裂增强功能性砂浆ⅱ面层;防水抗裂增强功能性砂浆ⅱ面层将钢板网完全覆盖,然后防水抗裂增强功能性砂浆ⅱ面层外部铺设玻纤网;
43.410、涂覆装饰面层:控制辊道输送机b输送外墙板模具至
ⅶ
工位,由面层涂覆机c涂覆装饰面层;
44.411、二次贴码:控制辊道输送机b将基本成型后的外墙板模具输送至养护仓前的二维码贴标机d工位,由二维码贴标机d为每个外墙板模具表面粘贴/喷涂产品实时数据二维码;
45.412、养生:控制辊道输送机b将二次贴码后的外墙板模具送至模具自动停放装置上,此时模具自动停放装置开始工作,按照自动化控制及工业计算机管理系统的指令将内墙板停放至养护仓内指定停放位置,养护仓自动控制加热、送风系统工作,对室内墙板进行10~24小时的养生成型;
46.413、码垛:养生结束后,模具自动停放装置移出外墙板模具至现场指定位置上,然后由机械手c从养护仓由电磁铁吸盘机械手起模,即将成型后的外墙板取出;取出码垛到托盘上;
47.414、规划停放:由潜伏式/背负式agv移动机器人带动码好垛的托盘按照规划轨迹送至施工指定现场位置停放;
48.415、外墙板加工完成:整个外墙板自动化生产过程结束,声光显示作为自动化生产完成的标志。
49.本发明自动化控制生产线及工业计算机信息管理系统采用目前最先进的数字化、自动化生产技术和工业计算机管理网络系统组成。它由西门子plc组成的dcs控制系统组成。它由现场控制站(每条生产线单独为一个控制站,一共两个现场控制柜)、工程师站(工业计算机作为现场数据采集、监控及管理的远程控制站)组成西门子最高配置的dcs网络控制系统。
50.(一)、自动化控制系统
51.1、控制站:采用西门子s7
‑
1500系列plc控制器和西门子触摸屏组成现场控制站。现场控制站的主要功能是:
52.1)、实现墙板生产过程的自动化控制,操作员现场实时更新修改数据。
53.2)对远程站(工程师站)实现控制及将现场生产过程数据远传至上位工业管理计算机,即数据采集。
54.2、远程站:远程站与控制站之间采用现场总线连接。远程站接受控制站的命令,执行协议所规定的各设备的启停、各工位之间的联锁控制、各设备的运行状态信号检测、各机器人之间的协调工作。料位信号检测、温湿度检测、气动压力信号检测等现场控制任务。西门子触摸屏设计在现场站。料位信号变化、料位变化趋势、温度变化趋势、以及油泵电动机的启停、电加热器的控制等操作都在西门子触摸屏上进行。
55.3、操作站(操作员站):操作站又称上位机,系统设置两台操作站,两台操作站具有同样功能并可互为备用。操作站采用高可靠的工控机,主要提供系统监控的人机界面,实现数据显示、参数设定、数据存储记录、报警、报表打印等功能。
56.4、工程师站(采用无线网络):工程师站主要用于系统维护工作,可手机查询现场数据。如软件调试、参数设定与修改等。为节省城本,本系统中可不单设工程师站,用操作站兼做工程师站,即工程师站功能在操作站上实现。操作站和工程师站都可以通过查看生产线运行数据。
57.(二)、工业控制计算机管理系统(工业控制计算机+监控管理软件)
58.工业控制计算机管理系统由工业控制计算机和网络系统以及监控管理软件组成。它从墙板生产现场各设备信号采集以数字量的形式发送的数据,通过对现场各工序实时数据的操作实现监视和控制功能。监控管理软件提供一个帮助监控生产过程的实时数据库。数据库实时更新数据显示设定画面,同时提供一个大的画面显示了整个运行流程,便于观察整个生产工艺流程。显示的数据包括运行方式、墙板生产过程、累计生产数量、料位点、产品数和其它类似的数据。系统数据在显示屏屏幕上显示和现场触摸屏操作面板显示。同时也允许操作人员在控制室对远程现场设备进行监控和设定。显示画面包括:
59.(1)、生产工艺数据和历史记录:(数据日志,记录累计量、流量、料位和/或其它相关的数据)
60.系统的数据记录器采集每一个设备的数据,保持运行累计量和事件记录。这些数据日志保留了当前和历史数据,连续运行并提供随时查询。统计选项。提供图表和基于实时处理数据的报警功能,操作人员可以监视和调整个生产过程。
61.(2)、图像化界面:
62.提供图形化的方式进行系统控制配置。使应用系统易于开发和维护。个别的属性和他们的显示特性都可通过扩展列表选择并放置在屏幕上。用户所定义的显示,可以立刻显示在屏幕上,所见即所得。
63.(3)、报警控制和管理:
64.对生产过程进行持续的监视并对潜在的问题环节进行及时报警。使用者可通过报警组态定义所需的报警上下限。报警信息可通过画面、打印机、 email等方式组成。并形成报警文件存入数据库,并自动记录操作信息。配料秤控制系统的操作员画面为生产过程提供了快速、直观的分析工具。据此,操作人员可以很快确认、分析和判别报警,进行需要的过程调整控制操作,并可直接从计算机上根据图像监视控制设备。
65.(4)、历史趋势:
66.历史趋势图可显示不断变化的数据历史记录,该控制系统提供的历史数据和趋势显示功能可供进行离线的数据分析。历史趋势显示功能可用曲线方式表示各种趋势,并可表现不同变量之间的动态关系。由历史数据形成的历史文件也可输出到其它的管理程序中,以便进一步的详细分析。
67.较现有技术相比,本发明具有以下优点:
68.1、本发明提供的轻型、保温、防水、防火复合墙板及其生产工艺技术,通过在内、外墙体生产中设置了涂覆ⅰ层装饰面层、涂覆ⅱ层装饰面层、外饰面铺设和涂覆装饰面层四道墙面装置工序,避免了现场内刮大白的繁琐和外挂石材的危险;
69.2、本发明提供的轻型、保温、防水、防火复合墙板及其生产工艺技术,通过在内墙体内预置钢丝网格结合骨料填充,避免出现墙体开裂的现象发生;
70.3、本发明提供的轻型、保温、防水、防火复合墙板及其生产工艺技术,通过在外墙体内置龙骨架和钢板网,提高了建筑物外墙体的强度和承重性能;
71.4、本发明提供的轻型、保温、防水、防火复合墙板及其生产工艺技术,通过在内、外墙体内设置防水抗裂增强功能性砂浆面层,提高了墙体的防水性和抗裂性能;
72.5、本发明提供的轻型、保温、防水、防火复合墙板及其生产工艺技术,内、外墙体规
格按照现场施工需要,生产成本便于运输和吊装的小块墙板,同时提高了施工的精度,确保了建筑质量;
73.6、本发明提供的轻型、保温、防水、防火复合墙板及其生产工艺技术,全程通过自动化控制及工业计算机管理系统自动控制,实现了极高的自动化程度。
74.综上,应用本发明的技术方案解决了现有技术中的现有预制墙板易开裂、变形大、质量不稳定、且大墙板出厂运输吊装困难、现场施工要求高、精度低等问题。
附图说明
75.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
76.图1为本发明内墙体结构示意图;
77.图2为本发明外墙体结构示意图;
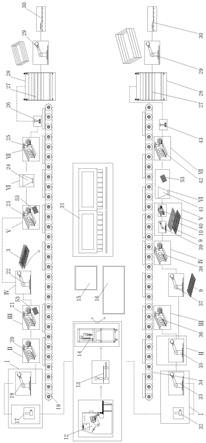
78.图3为本发明生产工艺技术流水线;
79.图4为自动化控制及工业计算机管理系统示意图。
80.图中:1、ⅰ层装饰面层 2、防水抗裂增强功能性砂浆ⅰ面层 3、钢丝网格 4、骨料保温层 5、防水抗裂增强功能性砂浆ⅱ面层 6、ⅱ层装饰面层 7、饰面材料 8、聚氨酯发泡保温层 9、龙骨架 10、钢板网 11、装饰面层 12、剪板机 13、折弯机 14、焊接机 15、内墙板平模模具 16、外墙板模具 17、二维码贴标机a 18、机械手a 19、辊道输送机a 20、面层涂覆机a 21、防水砂浆涂覆机a 22、机械手b 23、骨料浇注机a 24、定量浇注机a 25、面层涂覆机b 26、二维码贴标机b 27、养护仓 28、模具自动停放装置 29、机械手c 30、agv移动机器人 31、自动化控制及工业计算机管理系统 32、二维码贴标机c 33、机械手d 34、辊道输送机 b 35、机械手e 36、防水砂浆涂覆机b 37、机械手f 38、骨料浇注机b39、机械手h 40、骨料浇注机c 41、定量浇注机b 42、面层涂覆机c 43、二维码贴标机d 44、plc 45、触摸屏 46、工业控制计算机 47、通信协议服务器 48、无线wifi服务器 49、二维码识别处理系统 50、终端料位仪 51、防爆控制柜 52dcs系统模块电气设备 53、玻纤网。
具体实施方式
81.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
82.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
83.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式
也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
84.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当清楚,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
85.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制:方位词“内、外”是指相对于各部件本身的轮廓的内外。
86.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其位器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
87.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
88.如图所示,本发明提供了一种轻型、保温、防水、防火复合墙板包括:内墙板和外墙板两种墙板;
89.内墙板为多层复合墙板,其结构由外至内依次为:ⅰ层装饰面层1、玻纤网53、防水抗裂增强功能性砂浆ⅰ面层2、骨料保温层4、防水抗裂增强功能性砂浆ⅱ面层5、玻纤网53和ⅱ层装饰面层6;在骨料保温层4中预埋有钢丝网格3;
90.外墙板为包括外饰面和内饰面结构,同时具有轻型、保温、防水、防火特性的一体化墙板,其结构由外至内依次为:饰面材料7、防水抗裂增强功能性砂浆ⅰ面层2、聚氨酯发泡保温层8、骨料保温层4、防水抗裂增强功能性砂浆ⅱ面层5、玻纤网53和装饰面层11;在骨料保温层4和聚氨酯发泡保温层8中预埋有龙骨架9;在防水抗裂增强功能性砂浆ⅰ面层2和防水抗裂增强功能性砂浆ⅱ面层5中预埋有钢板网10。
91.轻型、保温、防水、防火复合墙板的生产工艺技术包括:内墙板生产工艺和外墙板生产工艺;
92.内墙板生产工艺和外墙板生产工艺的生产工艺包括:模具制作工段、内墙板浇筑
成型工段、外墙板浇筑成型工段、墙板养护工段、机器人搬运码垛工段和自动化控制及工业计算机管理系统31;
93.模具制作工段后部根据制作的模具不同分为内墙板加工流水线和外墙板加工流水线;内墙板加工流水线依次为内墙板浇筑成型工段、墙板养护工段和机器人搬运码垛工段;外墙板加工流水线依次为外墙板浇筑成型工段、墙板养护工段和机器人搬运码垛工段;自动化控制及工业计算机管理系统31设置于两条流水线旁并分别与各工段设备相连接,对其进行自动化控制;
94.模具制作工段设备包括:剪板机12、折弯机13和焊接机14;
95.内墙板浇筑成型工段设备包括:二维码贴标机a17、机械手a18、辊道输送机a19、以及沿辊道输送机a19前进方向依次设置的面层涂覆机a20、防水砂浆涂覆机a21、机械手b22、骨料浇注机a23、定量浇注机a24、面层涂覆机b25、二维码贴标机b26;上述各设备均与自动化控制及工业计算机管理系统31相连接,按照其发出的指令进行工作;
96.外墙板浇筑成型工段设备包括:二维码贴标机c32、机械手d33、辊道输送机b34、以及沿辊道输送机b34前进方向依次设置的机械手e35、防水砂浆涂覆机b36、机械手f37、骨料浇注机b38、机械手h39、骨料浇注机c40、定量浇注机b41、面层涂覆机c42和二维码贴标机d43;上述各设备均与自动化控制及工业计算机管理系统31相连接,按照其发出的指令进行工作;
97.墙板养护工段设备包括:养护仓27以及模具自动停放装置28;
98.机器人搬运码垛工段设备包括:机械手c29和agv移动机器人30;
99.自动化控制及工业计算机管理系统31包括:plc44、触摸屏45、工业控制计算机46、通信协议服务器47、无线wifi服务器48、二维码识别处理系统49、终端料位仪50、防爆控制柜51和dcs系统模块电气设备52。
100.内墙板生产工艺为:
101.31、模具制作:采用剪板机12、折弯机13和焊接机14配合制作所需规格的内墙板平模模具15,内墙板平模模具15采用镀锌不锈钢板及其它金属板制作;
102.32、一次贴码:将制作好的内墙板平模模具15通过机械手a18/人工吊装到辊道输送机a19的ⅰ工位上,同时由二维码贴标机a17给每个内墙板平模模具15粘贴识别二维码;
103.33、涂覆ⅰ层装饰面层1:启动辊道输送机a19将内墙板平模模具15输送到ⅱ工位,由面层涂覆机a20向模具底面涂覆ⅰ层装饰面层1;
104.34、涂覆防水抗裂增强功能性砂浆ⅰ面层2:控制辊道输送机a19将内墙板平模模具15输送至ⅲ工位,由防水砂浆涂覆机a21向模具内ⅰ层装饰面层1基础上涂覆防水抗裂增强功能性砂浆ⅰ面层2,同时加入玻纤网53,玻纤网53置于涂覆ⅰ层装饰面层1与防水抗裂增强功能性砂浆ⅰ面层2之间;
105.35、布钢丝网格:控制辊道输送机a19将内墙板平模模具15输送至ⅳ工位,用机械手b22/人工在防水抗裂增强功能性砂浆ⅰ面层2上布设直径φ 0.2mm~φ10mm不同规格增强的钢丝网格3;
106.36、浇注骨料保温层4:控制辊道输送机a19将内墙板平模模具15输送至
ⅴ
工位,由骨料浇注机a23向内墙板平模模具15内浇注骨料,骨料保温层 4完全将钢丝网格3覆盖;
107.37、涂覆防水抗裂增强功能性砂浆ⅱ面层5:控制辊道输送机a19将内墙板平模模
具15输送至
ⅵ
工位,由定量浇注机a24在骨料保温层4上部浇注防水抗裂增强功能性砂浆ⅱ面层5,同时加入玻纤网53,玻纤网53;
108.38、涂覆ⅱ层装饰面层6:控制辊道输送机a19将内墙板平模模具15输送至
ⅶ
工位,由面层涂覆机b25向玻纤网53上部涂覆ⅱ层装饰面层6;
109.39、二次贴码:控制辊道输送机a19将基本成型后的内墙板平模模具15 输送至养护仓27前的二维码贴标机b26工位,由二维码贴标机b26为每个内墙板表面粘贴/喷涂产品实时数据二维码;
110.310、养生:控制辊道输送机a19将二次贴码后的内墙板送至模具自动停放装置28上,此时模具自动停放装置28开始工作,按照自动化控制及工业计算机管理系统31的指令将内墙板停放至养护仓27内指定停放位置,养护仓27自动控制加热、送风系统工作,对室内墙板进行10~24小时的养生成型;
111.311、码垛:养生结束后,模具自动停放装置28移出内墙板平模模具15 至现场指定位置上,然后由机械手c29按照程序进行码垛到托盘上;
112.312、规划停放:由潜伏式/背负式agv移动机器人30带动码好垛的托盘按照规划轨迹送至施工指定现场位置停放;
113.313、内墙板加工完成:整个内墙板自动化生产过程结束,声光显示作为自动化生产完成的标志。
114.外墙板生产工艺为:
115.41、模具制作:采用剪板机12、折弯机13和焊接机14配合制作所需规格的外墙板模具16,外墙板模具16采用镀锌不锈钢板及其它金属制作;
116.42、一次贴码:将制作好的外墙板模具16用机械手d33/人工吊装到辊道输送机b34ⅰ工位上竖立面放置,同时由二维码贴标机c32给每个外墙板模具16粘贴二维码;
117.43、外饰面铺设:控制辊道输送机b34将外墙板模具16送至ⅱ工位处,此时机械手e35/人工进行外饰面材料的铺设,同时也包括连接件的铺设;饰面材料包括:瓷砖、石材等建筑材料;
118.44、涂覆防水抗裂增强功能性砂浆ⅰ面层2:由辊道输送机b34将外墙板模具16送至ⅲ工位处,由防水砂浆涂覆机b36在已铺设完成的外饰面上涂覆一层防水抗裂增强功能性砂浆ⅰ面层2;
119.45、布置龙骨架:涂覆完防水抗裂增强功能性砂浆ⅰ面层2后,由机械手f37抓取由横龙骨和竖龙骨组成的龙骨架9铺设入外墙板模具16中,龙骨架9外部自带的钢板网(10)被压入到防水抗裂增强功能性砂浆ⅰ面层2中;
120.46、浇注聚氨酯发泡保温层8:控制辊道输送机b34将外墙板模具16送至ⅳ工位,由骨料浇注机b38向外墙板模具16内浇筑聚氨酯发泡保温层8,聚氨酯发泡保温层8完全将龙骨架9覆盖;
121.47、布置龙骨架9和钢板网10:控制辊道输送机b34将外墙板模具16 送至
ⅴ
工位,由机械手h39先专区龙骨架9布置于外墙板摸具16中,然后再抓取钢板网10铺设于龙骨架9上;
122.48、浇注骨料保温层4:布置钢板网10结束后,由骨料浇注机c40浇注骨料保温层4,骨料保温层4完全将龙骨架9覆盖,钢板网10位于骨料保温层4外部;
123.49、涂覆防水抗裂增强功能性砂浆ⅱ面层5:控制辊道输送机b34输送外墙板模具16至
ⅵ
工位,由定量浇注机b41在骨料保温层4上部涂覆防水抗裂增强功能性砂浆ⅱ面层5;防水抗裂增强功能性砂浆ⅱ面层5将钢板网10 完全覆盖,然后防水抗裂增强功能性砂浆ⅱ面层5外部铺设玻纤网53;
124.410、涂覆装饰面层11:控制辊道输送机b34输送外墙板模具16至
ⅶ
工位,由面层涂覆机c42涂覆装饰面层11;
125.411、二次贴码:控制辊道输送机b34将基本成型后的外墙板模具16输送至养护仓27前的二维码贴标机d43工位,由二维码贴标机d43为每个外墙板模具16表面粘贴/喷涂产品实时数据二维码;
126.412、养生:控制辊道输送机b34将二次贴码后的外墙板模具16送至模具自动停放装置28上,此时模具自动停放装置28开始工作,按照自动化控制及工业计算机管理系统31的指令将内墙板停放至养护仓27内指定停放位置,养护仓27自动控制加热、送风系统工作,对室内墙板进行10~24小时的养生成型;
127.413、码垛:养生结束后,模具自动停放装置28移出外墙板模具16至现场指定位置上,然后由机械手c29从养护仓27由电磁铁吸盘机械手起模,即将成型后的外墙板取出;取出码垛到托盘上;
128.414、规划停放:由潜伏式/背负式agv移动机器人30带动码好垛的托盘按照规划轨迹送至施工指定现场位置停放;
129.415、外墙板加工完成:整个外墙板自动化生产过程结束,声光显示作为自动化生产完成的标志。
130.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1