一种蒸压加气砌块板插钎、拔钎系统的制作方法
1.本发明属于加气混凝土自动化生产领域,具体涉及一种蒸压加气砌块板插钎、拔钎系统。
背景技术:
2.在加气混凝土砌块板通过自动化生产线制造过程中,原料按配比投入搅拌设备进行搅拌,把搅拌好的料浆浇入模具,料浆经过发气膨胀、凝结硬化后再静停养护,达到切割硬度后用切割机切割。砌块板需要加入钢筋网片作为骨架,静停成型前,需要进行插钎操作,即埋入网片,以作为砌块板的骨架,增强结构强度。网片在凝结硬化后需要拔出与网片搭接的支撑杆,支撑杆留下蒸压通气孔。网片按照一定距离摆放在网笼架上,插钎、拔钎作业,对网笼架与模具车的定位存在要求,网笼架随模具车运动也需要良好的接触。采用人工辅助的话,降低工作效率,且具有移动施工危险性。因此,亟待设计一种插钎、拔钎系统,自动化运行,同时保证网笼架与模具车的定位精度,以避免事故,提高产品质量。
技术实现要素:
3.针对现有技术所存在的上述不足,本发明的目的是提供一种蒸压加气砌块板插钎、拔钎系统,采用自动化控制组件,减少人工操作,工作效率高,定位精准。
4.为了实现上述目的,本发明提供一种蒸压加气砌块板插钎、拔钎系统,包括框架组件,行车组件、升降组件、导向组件,
5.所述框架组件包括立柱、轨道梁,所述立柱有多个,均匀排布,立柱支撑有轨道梁;所述轨道梁包括两个带有平移轨道的工字梁,以及与其搭接的支架,
6.所述行车组件包括行车架、行走横梁、平移电机、传动杆,行车架、行走横梁组合安装在所述轨道梁上,行走横梁带有滚轮与平移轨道配合;所述平移电机安装在行车架中部,驱动两个对称的传动杆,所述传动杆另一端与行走横梁的滚轮连接,
7.所述升降组件包括升降电机、钢丝卷筒、滑轮轴、钢丝、吊环、升降梁,所述升降电机安装在行车中部上表面,升降电机驱动两个钢丝卷筒同步转动,钢丝经两个对称的滑轮轴换向,钢丝与升降梁上的吊环连接;所述升降梁包括两根对称的横梁与一根连接用的纵梁,升降梁可抓取与松开网笼架,
8.所述导向组件包括导向平轮、导向槽轮、导轨,所述导轨有四根,两两安装在竖杆上;所述竖杆安装在模具车所在下网工作处,上下分别与轨道梁、地面连接;所述导向平轮、导向槽轮分别通过连接块对称安装在提升梁的两个横梁上,导向槽轮的沟槽卡接在导轨上,导向平轮的轮面与导轨侧面贴合。
9.进一步地,所述立柱与地面之间安装有加强片,且安装有斜撑。
10.进一步地,所述行车组件的行走横梁也安装有导向轮与平移轨道配合。
11.进一步地,所述升降电机采用gka97系列减速电机。
12.进一步地,所述升降梁上安装有多个抓取器,通过气缸驱动,可与网笼架的吊耳锁
紧与松开。
13.进一步地,每个所述钢丝卷筒上有两个卷绕工位,分别卷绕左侧和右侧的提升钢丝。
14.进一步地,所述网笼架底部两侧分别安装有插杆与平衡杆,所述插杆可插接在模具车的定位孔内,所述平衡杆与模具车另一侧上表面的边沿搭接。
15.本发明的有益效果是:
16.本发明所述的蒸压加气砌块板插钎、拔钎系统,自动化完成插钎、拔钎工作,设置有专门的导向组件,使网笼架与模具车的定位更为准确,无需人工辅助,提高工作效率,减少操作危险性。
附图说明
17.图1为本发明所述的蒸压加气砌块板插钎、拔钎系统的立体示意图;
18.图2为本发明所述的蒸压加气砌块板插钎、拔钎系统的升降梁、导向组件、网笼架的立体示意图;
19.图3为本发明所述的导向槽轮、导轨的放大立体示意图;
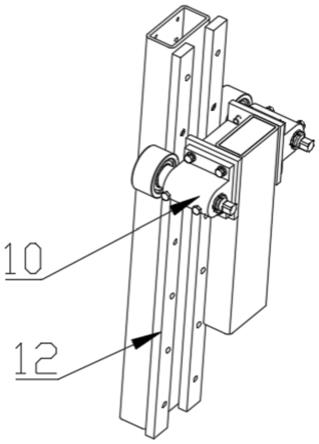
20.图4为本发明所述的导向平轮、导轨的放大立体示意图。
21.图中:1、网笼架;2、抓取器;3、升降梁;4、立柱;5、轨道梁;6、钢丝卷筒;7、传动杆;8、滑轮轴;9、行车组件;10、导向平轮;11、导向槽轮;12、导轨;13、吊环。
具体实施方式
22.下面结合附图和具体实施例详细描述一下本发明的具体内容。
23.如图1所示,一种蒸压加气砌块板插钎、拔钎系统,包括框架组件,行车组件9、升降组件、导向组件。
24.所述框架组件包括立柱4、轨道梁5,所述立柱4有多个,均匀排布,立柱4支撑有轨道梁5。所述轨道梁5包括两个带有平移轨道的工字梁,以及与其搭接的支架。
25.所述行车组件9包括行车架、行走横梁、平移电机、传动杆7,行车架、行走横梁组合安装在所述轨道梁5上,行走横梁带有滚轮与平移轨道配合。所述平移电机安装在行车架中部,驱动两个对称的传动杆7,所述传动杆7另一端与行走横梁的滚轮连接。
26.如图1、2所示,所述升降组件包括升降电机、钢丝卷筒6、滑轮轴8、钢丝、吊环13、升降梁3,所述升降电机安装在行车中部上表面,升降电机驱动两个钢丝卷筒6同步转动,钢丝经两个对称的滑轮轴8换向,钢丝与升降梁3上的吊环13连接。所述升降梁3包括两根对称的横梁与一根连接用的纵梁,升降梁3可抓取与松开网笼架 1。
27.如图3、4所示,所述导向组件包括导向平轮10、导向槽轮11、导轨12,所述导轨12有四根,两两安装在竖杆上。所述竖杆安装在模具车所在下网工作处,上下分别与轨道梁5、地面连接。所述导向平轮10、导向槽轮11分别通过连接块对称安装在提升梁的两个横梁上,导向槽轮11的沟槽卡接在导轨12上,导向平轮10的轮面与导轨12侧面贴合。
28.在其中一个实例中,所述立柱4与地面之间安装有加强片,且安装有斜撑。
29.在其中一个实例中,所述行车组件9的行走横梁也安装有导向轮与平移轨道配合。
30.在其中一个实例中,所述升降电机采用gka97系列减速电机。
31.在其中一个实例中,所述升降梁3上安装有多个抓取器2,通过气缸驱动,可与网笼架1的吊耳锁紧与松开。
32.在其中一个实例中,每个所述钢丝卷筒6上有两个卷绕工位,分别卷绕左侧和右侧的提升钢丝。
33.在其中一个实例中,所述网笼架1底部两侧分别安装有插杆与平衡杆,所述插杆可插接在模具车的定位孔内,所述平衡杆与模具车另一侧上表面的边沿搭接。
34.本发明的工作原理:
35.本发明所述的蒸压加气砌块板插钎、拔钎系统,通过升降梁3与网笼架1进行搭接,驱动电机带动行车架上的钢丝卷筒6带动两侧的滑轮轴8转动,通过钢丝将升降梁3提升与下放。行车架由驱动电机、传动杆7驱动行车横梁。升降时通过导向组件进行导向,导向组件包括导向平轮10、导向槽轮11,保证准确性的同时,避免两侧不一致造成升降困难,进而保证了网笼架1与模具车定位的准确性。
36.本发明插钎工作时,先将网片安装规定间距安装在网笼架1上,再移动行车组件9,升降梁3下降,抓取器2锁紧网笼架1的吊耳,钢丝转动,升降梁3提升。网笼架1抬升后,平移电机驱动传动杆7,带动两侧滚轮转动,行车组件9移动至模具车上方下网工位处,模具车位于地下轨道,升降梁3下降,导向组件两侧的导向平轮10、导向槽轮11与导轨12配合,使网笼架1的插杆插入模具车定位孔内。抓取器2松开,升降梁3提升,行车组件9移动至上网工位。
37.静停成型后,拔钎工作时,行车组件9移动至模具车上方下网工位处,升降梁3下降,抓取器2锁紧网笼架1的吊耳,钢丝转动,升降梁3提升,将网笼架1的支撑杆从胚块中拔出,再移动至上网工位,卸下网笼架1。
38.综上所述,本发明自动化完成插钎、拔钎工作,设置有专门的导向组件,使网笼架与模具车的定位更为准确,无需人工辅助,提高工作效率,减少操作危险性。
39.以上显示和描述了本发明的基本原理、主要特征及优点。本行业的技术人员应该了解,上述实施方式只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1