一种晶圆片开槽方法及黄胶膜边缘切割设备与流程
1.本发明涉及晶圆加工检测技术领域,具体为一种晶圆片开槽方法及黄胶膜边缘切割设备。
背景技术:
2.随着集成电路向高频、超高频、超大规模等方面的发展,对晶圆质量的要求也越来越高。倒角是对晶圆片的轮廓进行整形的过程,可降低晶圆片在研磨、抛光、器件制造过程中边沿的碎裂率,在倒角前需对晶圆片识别定位,以确定其加工参数。现有的倒角设备是通过无识别的粗略定位进行倒角的,造成倒角后晶圆片外形尺寸统一性差,倒角边沿宽度精度低等问题。
技术实现要素:
3.本发明的目的在于提供一种晶圆片开槽方法及黄胶膜边缘切割设备,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种晶圆片开槽方法,其特征在于,包括以下步骤:
5.步骤一:将大片晶圆片进行倒片,并进行切割,切割成方片;
6.步骤二:对切割后的方片晶圆片进行覆膜;
7.步骤三:覆膜后对方片晶圆片进行原片切割;
8.步骤四:切割成原片的晶圆片,对其进行静电膜切割,然后进行裂片;
9.步骤五:裂片完成后,通过切割设备对原片型晶圆片进行黄胶膜边缘切割;
10.步骤六:黄胶膜边缘切割完成后,对其进行玻璃倒边与槽口加工;
11.步骤七:玻璃倒边与槽口加工工序完成后,对其进行检验与首道清洗。
12.2.根据权利要求1所述的晶圆片开槽方法,其特征在于:所述周六中,玻璃倒边通过倒边玻璃机完成,槽口加工通过数控机床加工完成。
13.优选的,所述步骤六中,晶圆片槽口尺寸为1.35mm
±
0.01mm、3.15mm
±
0.01mm。
14.优选的,所述步骤六中,所述晶圆片槽口尺寸长、宽、厚尺寸均≤0.2mm。
15.一种晶圆片黄胶膜边缘切割设备,包括设备机台,所述设备机台下端设有驱动电机,所述设备机台端面设有伺服模组,所述伺服模组上设有切割刀,所述驱动电机驱动端设有与之连接的晶圆定位环。
16.优选的,所述伺服模组包括设置于所述设备机台端面且对称设置的纵向伺服模组,所述纵向直线模组上设有与之移动连接的支撑架,所述支撑架上设有横向伺服模组,所述横向伺服模组上设有与之移动连接的升降气缸,所述升降气缸一侧设有切割组件。
17.优选的,所述晶圆定位环上端吸附有晶圆片,所述晶圆片下端设有设置于所述晶圆定位环中部上端的真空吸盘。
18.有益效果
19.本发明所提供的晶圆片开槽方法及黄胶膜边缘切割设备,将晶圆片边缘的黄胶膜切除,然后通过机床对其进行槽口加工,在后期的玻璃倒角中即可避免倒角后晶圆片外形尺寸统一性差,倒角边沿宽度精度低等问题,晶圆片加工方便,且提高了良率。
附图说明
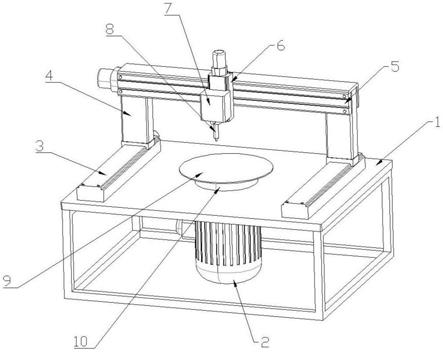
20.图1为本发明的晶圆片黄胶膜边缘切割设备整体结构示意图;
21.图2为本发明的晶圆片黄胶膜边缘切割设备主视结构示意图。
22.附图标记
23.1-设备机台,2-驱动电机,3-直线模组,4-支撑架,5-横向伺服模组,6-升降气缸,7-切割组件,8-切割刀,9-晶圆片,10-晶圆定位环,11-真空吸盘。
具体实施方式
24.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
25.实施例
26.如图1-2所示,一种晶圆片开槽方法,包括以下步骤:
27.步骤一:将大片晶圆片进行倒片,并进行切割,切割成方片;
28.步骤二:对切割后的方片晶圆片进行覆膜;
29.步骤三:覆膜后对方片晶圆片进行原片切割;
30.步骤四:切割成原片的晶圆片,对其进行静电膜切割,然后进行裂片;
31.步骤五:裂片完成后,通过切割设备对原片型晶圆片进行黄胶膜边缘切割;
32.步骤六:黄胶膜边缘切割完成后,对其进行玻璃倒边与槽口加工;
33.步骤七:玻璃倒边与槽口加工工序完成后,对其进行检验与首道清洗。
34.优选的,所述周六中,玻璃倒边通过倒边玻璃机完成,槽口加工通过数控机床加工完成。
35.优选的,所述步骤六中,晶圆片槽口尺寸为1.35mm
±
0.01mm、3.15mm
±
0.01mm。
36.优选的,所述步骤六中,所述晶圆片槽口尺寸长、宽、厚尺寸均≤0.2mm。
37.一种晶圆片黄胶膜边缘切割设备,包括设备机台1,设备机台1下端设有驱动电机2,设备机台1端面设有伺服模组,伺服模组上设有切割刀8,驱动电机2驱动端设有与之连接的晶圆定位环10。
38.优选的,伺服模组包括设置于所述设备机台1端面且对称设置的纵向伺服模组3,纵向直线模组3上设有与之移动连接的支撑架4,支撑架4上设有横向伺服模组5,横向伺服模组5上设有与之移动连接的升降气缸6,升降气缸6一侧设有切割组件7。
39.优选的,晶圆定位环10上端吸附有晶圆片9,晶圆片9下端设有设置于晶圆定位环10中部上端的真空吸盘11。
40.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明性
的保护范围之内的发明内容。
技术特征:
1.一种晶圆片开槽方法,其特征在于,包括以下步骤:步骤一:将大片晶圆片进行倒片,并进行切割,切割成方片;步骤二:对切割后的方片晶圆片进行覆膜;步骤三:覆膜后对方片晶圆片进行原片切割;步骤四:切割成原片的晶圆片,对其进行静电膜切割,然后进行裂片;步骤五:裂片完成后,通过切割设备对原片型晶圆片进行黄胶膜边缘切割;步骤六:黄胶膜边缘切割完成后,对其进行玻璃倒边与槽口加工;步骤七:玻璃倒边与槽口加工工序完成后,对其进行检验与首道清洗。2.根据权利要求1所述的晶圆片开槽方法,其特征在于:所述周六中,玻璃倒边通过倒边玻璃机完成,槽口加工通过数控机床加工完成。3.根据权利要求1所述的晶圆片开槽方法,其特征在于:所述步骤六中,晶圆片槽口尺寸为1.35mm
±
0.01mm、3.15mm
±
0.01mm。4.根据权利要求1所述的晶圆片开槽方法,其特征在于:所述步骤六中,所述晶圆片槽口尺寸长、宽、厚尺寸均≤0.2mm。5.一种晶圆片黄胶膜边缘切割设备,包括设备机台(1),其特征在于:所述设备机台(1)下端设有驱动电机(2),所述设备机台(1)端面设有伺服模组,所述伺服模组上设有切割刀(8),所述驱动电机(2)驱动端设有与之连接的晶圆定位环(10)。6.根据权利要求5所述的晶圆片黄胶膜边缘切割设备,其特征在于:所述伺服模组包括设置于所述设备机台(1)端面且对称设置的纵向伺服模组(3),所述纵向直线模组(3)上设有与之移动连接的支撑架(4),所述支撑架(4)上设有横向伺服模组(5),所述横向伺服模组(5)上设有与之移动连接的升降气缸(6),所述升降气缸(6)一侧设有切割组件(7)。7.根据权利要求5所述的晶圆片黄胶膜边缘切割设备,其特征在于:所述晶圆定位环(10)上端吸附有晶圆片(9),所述晶圆片(9)下端设有设置于所述晶圆定位环(10)中部上端的真空吸盘(11)。
技术总结
本发明公开了一种晶圆片开槽方法及黄胶膜边缘切割设备,包括以下步骤,将大片晶圆片进行倒片,并进行切割,切割成方片,对切割后的方片晶圆片进行覆膜,覆膜后对方片晶圆片进行原片切割,切割成原片的晶圆片,对其进行静电膜切割,然后进行裂片,裂片完成后,通过切割设备对原片型晶圆片进行黄胶膜边缘切割,黄胶膜边缘切割完成后,对其进行玻璃倒边与槽口加工,玻璃倒边与槽口加工工序完成后,对其进行检验与首道清洗。本发明的有益效果:将晶圆片边缘的黄胶膜切除,然后通过机床对其进行槽口加工,在后期的玻璃倒角中即可避免倒角后晶圆片外形尺寸统一性差,倒角边沿宽度精度低等问题,晶圆片加工方便,且提高了良率。且提高了良率。且提高了良率。
技术研发人员:朱江 胡路 王政
受保护的技术使用者:苏州北汀羽电子有限公司
技术研发日:2021.12.31
技术公布日:2022/4/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1