马桶坯体翻转换板机的制作方法
1.本实用新型涉及马桶坯体生产线的换板装置领域,尤其涉及一种马桶坯体翻转换板机。
背景技术:
2.现陶瓷卫浴在成型生产阶段因坯体硬度不足需使用表面平整的工装板作为支撑,而烘干室进入修检工序时受运输线影响需更换为两侧凸起的工装板,导致不同生产阶段需要配合不同形状的工装板,因此在运输过程中需要对工装板进行更换。现有技术为人工将马桶坯体由a工装板搬运到b工装板,劳动强度大,工作效率低;或利用助力臂将坯体夹起更换工装板,但夹起坯体容易造成坯体变形、烧成后抱夹位置局部暗影等缺陷,影响产品质量。
技术实现要素:
3.为了解决上述技术问题,本实用新型提供了一种马桶坯体翻转换板机,更换效率高,保证产品形状完好,不影响后期产品质量。
4.为实现此技术目的,本实用新型采用如下方案:马桶坯体翻转换板机,包括运输线、坯体固定机构、翻转机构、工装板缓存区和夹取机构,马桶坯体放置在旧工装板上,旧工装板放置在运输线上;翻转机构包括翻转架、翻转支撑和翻转电机,翻转架设置在运输线上,翻转架的两侧面分别固定有转轴,转轴套装在翻转支撑上,转轴的自由端通过同步带轮与翻转电机连接;翻转架的上端面设置有坯体固定机构,坯体固定机构包括气缸和马桶仿形托板,气缸固定在翻转架上端面,气缸的活塞杆与马桶仿形托板上端面固定连接,马桶仿形托板下端面设置有支撑杆,马桶仿形托板与坯体上端面接触,支撑杆的下端抵接在工装板上;翻转机构一侧设置有工装板缓存区,工装板缓存区的上方设置有夹取机构。
5.与现有技术相比,本实用新型的有益效果在于:本实用新型通过仿形托板对马桶上端面进行支撑固定,并利用支撑杆对工装板进行压紧,保证翻转过程中坯体和工装板的牢固性;将马桶翻转180
°
后利用夹取机构更换工装板,采用机械换板,降低了人工劳动强度,提高了更换效率,同时不会使马桶坯体变形,不影响产品后期质量。
6.本实用新型的优选方案为:
7.运输线为辊筒运输线,翻转架内设置有与运输线承接的辊筒,便于马桶坯体的移动运输。
8.翻转支撑为支撑柱结构,支撑柱的上端设置有轴承,轴承内套装翻转架的转轴。
9.转轴的自由端固定有齿轮,齿轮通过齿形皮带或链条与翻转电机连接,运行效率高,精度高。
10.马桶仿形托板的下端面为与马桶坯体上端面凹凸形状结构互补的结构,保证马桶坯体上端面受力均匀,使固定机构对坯体无任何损伤。
11.夹取机构为带有吸盘的机械手结构,机械手吸取工装板上下左右移动,完成换板
作业。
12.夹取机构包括吸盘、连接架和驱动机构,连接架的一端设置有吸盘,连接架的另一端与驱动机构连接,驱动机构带动吸盘水平移动;工装板缓存区设置有存放平台,存放平台下端设置有提升气缸。加工制作简单,降低设备成本,完成新旧工装板的换板工作。
13.驱动机构为气缸、电缸或电机中任一种。
14.马桶坯体翻转换板机还包括plc控制器,翻转架的下端面设置有位置传感器,气缸和转轴上分别连接有感应开关,位置传感器、感应开关、气缸和翻转电机分别与plc控制器连接;装置实现全自动化控制,无人值守可自动运行,代替高强度劳动力一人。
附图说明
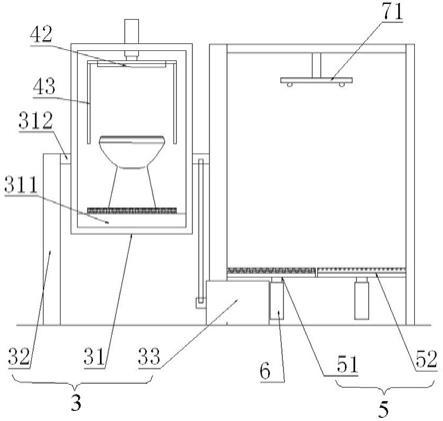
15.图1为本实用新型实施例提供的马桶坯体翻转换板机的主视结构示意图;
16.图2为本实用新型实施例提供的马桶坯体翻转换板机的侧视结构示意图;
17.图3为本实用新型实施例提供的翻转后的马桶坯体翻转换板机的主视结构示意图;
18.图中标记为:1、马桶坯体;2、旧工装板;3、翻转机构;31、翻转架;311、固定辊筒;312、转轴;32、翻转支撑;33、翻转电机;4、坯体固定机构;41、第一气缸;42、马桶仿形托板;43、支撑杆;5、工装板缓存区;51、旧板存放区;52、新板存放区;6、第二气缸;71、吸盘;72、连接架。
具体实施方式
19.为充分了解本实用新型之目的、特征及功效,借由下述具体的实施方式,对本实用新型做详细说明,但本实用新型并不仅仅限于此。
20.请参阅图1和图2,本实用新型提供的一种马桶坯体翻转换板机,由运输线、坯体固定机构4、翻转机构3、工装板缓存区5和夹取机构等组成,马桶坯体1放置在旧工装板2上,旧工装板2放置在生产运输线上,运输线为辊筒运输线。翻转机构3由翻转支撑32、翻转架31和翻转电机33等组成,翻转架31设置在运输线中,翻转架31的下端内底面设置有固定辊筒311,固定辊筒311与运输线的辊筒承接,实现运输线的正常运输。翻转支撑32为支撑柱结构,支撑柱的上端面固定有轴承。翻转架31为矩形框架结构,矩形框架的两侧外壁分别固定有一根转轴312,两根转轴312分别插装在翻转支撑32的轴承中,其中,一根转轴312的自由端设置有齿轮,齿轮通过齿形皮带或链条与翻转电机33连接,翻转电机33优选为伺服电机。
21.翻转架31的上端面设置有坯体固定机构4,坯体固定机构4由第一气缸41和马桶仿形托板42等组成,第一气缸41的缸筒固定在翻转架31的上端面,第一气缸41的活塞杆端朝向马桶坯体1设置,第一气缸41的活塞杆端与马桶仿形托板42的上端面固定连接,马桶仿形托板42下端面形状与马桶坯体1上端面形状、凹凸结构互补,保证马桶坯体1上端面受到保护。马桶仿形托板42的下端面四角分别固定有支撑杆43,当马桶仿形托板42与马桶坯体1上端面接触时,支撑杆43的下端抵接在工装板的四角,保证马桶坯体1和工装板在翻转过程中的位置不变。优选的,马桶仿形托板42的上端面固定有立杆,立杆上端穿过翻转架31上端面,立杆对称设置在第一气缸41的两侧,平衡马桶仿形托板42的受力情况,保证固定机构的稳定性。
22.翻转支撑32的一侧设置有工装板缓存区5,工装板缓存区5分为旧板存放区51和新板存放区52,两个存放区相邻设置。旧板存放区51和新板存放区52分别设置有存放平台。工装板缓存区5的上方设置有夹取机构,夹取机构可选用市售的带有吸盘夹具的机械手。为了降低设备成本,夹取机构也可以是自行制作的简易机械手,夹取机构由吸盘71、连接架72和驱动机构,吸盘71水平设置,吸盘71与抽吸器连接,吸盘71的上端面与连接架72一端固定连接,连接架72另一端与驱动机构连接,驱动机构带动连接架72移动,驱动机构为气缸或电缸。同时在旧板存放区51和新板存放区52的存放平台下端面分别设置有提升用第二气缸6,使存放平台在第二气缸6的作用下上升或下降。存放平台的升降配合夹取机构的移动,实现工装板的替换。
23.马桶坯体翻转换板机的工作过程为:马桶坯体1和旧工装板2通过运输线到达翻转架31内时,第一气缸41带动马桶仿形托板42下移直到马桶仿形托板42与马桶坯体1上端面接触时停止。启动翻转电机33带动翻转架31翻转180
°
,之后第一气缸41收缩使得马桶坯体1和旧工装板2下降到待更换高度停止。启动第二气缸6将存放平台提升到待更换高度,如图3所示。启动驱动机构或机械手,驱动机构带动吸盘71利用真空吸力将马桶坯体1上的旧工装板2取出放置在旧板存放区51的存放平台上,并继续移动吸盘71将新工装板由新板存放区52取出,放置在马桶坯体1上,完成工装板的更换工作。第一气缸41的活塞杆继续伸出将马桶坯体1和新工装板提升到新工装板与翻转架31抵接时停止,然后启动翻转电机33使翻转架31旋转180
°
,而后第一气缸41的活塞杆全部收缩至缸体内,马桶坯体1进入生产运输线上,进入下一加工工序。
24.马桶坯体翻转换板机还设置有plc控制器,翻转架31的下端面设置有位置传感器,优选为接近开关,当旧工装板2和马桶坯体1到达翻转架31下端面遮盖住位置传感器时,位置传感器反馈信号。第一气缸41连接有三个感应开关,三个感应开关分别设置在翻转架31上,第一感应开关与马桶坯体1上端面高度平齐;第二感应开关与待更换高度平齐,保证夹取机构能够将旧工装板2取出;第三感应开关控制第一气缸41提升马桶坯体1和新工装板与翻转架31的下端抵接时停止。转轴312上设置有第四感应开关,控制翻转电机33的转动时间,保证翻转架31的转动角度。第二气缸6连接有第五感应开关,第五感应开关设置在工装板缓存区5内。驱动机构连接有多个感应开关,固定辊筒311上设置有第六感应开关,第六感应开关控制吸盘71到达旧工装板2上方时停止移动;旧板存放区51设置有第七感应开关和第八感应开关,第七感应开关在第八感应开关的上方;新板存放区52设置有第九感应开关和第十感应开关,第九感应开关位于第十感应开关的下方,其中第八感应开关和第九感应开关高度平齐。装置中涉及的翻转电机33、驱动机构、气缸、抽吸器、限位开关和位置传感器等分别与plc控制器连接。
25.马桶坯体翻转换板机的自动化工作过程为:马桶坯体1和旧工装板2通过运输线到达翻转架31内时,旧工装板2遮挡位置传感器,此时位置传感器发送信号至plc控制器,plc控制器发送命令给第一气缸41,第一气缸41伸出活塞杆直到马桶仿形托板42与马桶坯体1上端面接触,此时第一感应开关发送信号至plc控制器,plc控制器发送命令给第一气缸41,第一气缸41停止运动。第一气缸41停止运动后,plc控制器发送命令给翻转电机33,翻转电机33开始正转使得马桶坯体1旋转180
°
,此时第四感应开关发送信号至plc控制器,plc控制器发送命令给翻转电机33,翻转电机33停止转动。翻转电机33停止后,plc控制器发送命令
给第一气缸41,第一气缸41活塞杆部分收缩使得旧工装板2的高度到达待更换高度,此时第二感应开关发送信号至plc控制器,plc控制器发送命令给第一气缸41,第一气缸41停止收缩。之后plc控制器发送命令给驱动机构和第二气缸6,驱动机构正转带动吸盘71向左移动,吸盘71到达旧工装板2位置时停止,第六感应开关反馈信号给plc控制器,plc控制器发送命令给抽吸器,抽吸器启动吸盘71吸取旧工装板2;吸盘71吸到旧工装板2之后,plc控制器发送命令给驱动机构,驱动机构反转带动吸盘71向右移动;吸盘71到达旧板存放区51的上部时,第七感应开关发送信号给plc控制器,plc控制器发送命令给驱动机构,驱动机构带动吸盘71向下运动;当吸盘71到达旧板存放区51中部时,第八感应开关发送信号给plc控制器,plc控制器发送命令给抽吸器,抽吸器停止工作,将旧工装板2放置在旧板存放平台上;旧工装板2放下后,plc控制器发送命令给驱动机构,驱动机构带动吸盘71向右移动,到达新板存放区52的新板上方,此时第九感应开关发送信号给plc控制器,plc控制器发送命令给抽吸器,抽吸器开始工作,吸盘71吸取新工装板;新工装板被吸上之后,plc控制器发送命令给驱动机构,驱动机构带动吸盘71向上移动,到达新板存放区52的上部,此时第十感应开关发送信号给plc控制器,plc控制器发送命令给驱动机构,驱动机构带动吸盘71向左移动,达到马桶坯体1的上方停止,抽吸器停止工作,将新工装板放下,plc控制器发送命令给驱动机构,驱动机构回到初始位置,完成新旧工装板的更换作业。新工装板放置到位后,plc控制器启动第一气缸41向外伸出,至到新工装板与固定辊筒311抵接时停止,之后启动翻转电机33反转,将马桶坯体1旋转180
°
回正。第一气缸41全部收缩,马桶坯体1进入下一加工工序。其中,工装板缓存区5的存放平台高度随着工装板的放置或取出进行调整,当旧工装板2高度高于旧板侧的第五感应开关时,旧板存放区51的第二气缸6下降;当新工装板高度低于新板侧的第五感应开关时,新板存放区52的第二气缸6上升。第五感应开关低于第八感应开关和第九感应开关。
26.工装板缓存区5的存放平台分别设置有重感开关,重感开关与plc控制器连接,通过重感开关检测工装板缓存区5的新旧工装板数量,便于及时添加新工装板或移除旧工装板2。
27.最后,需要注意的是:以上列举的仅是本实用新型的优选实施例,当然本领域的技术人员可以对本实用新型进行改动和变型,倘若这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,均应认为是本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1