用于隧道路面铺装的漫反射陶瓷颗粒的生产装置的制作方法
1.本实用新型涉及隧道铺装材料生产领域,具体涉及用于隧道路面铺装的漫反射陶瓷颗粒的生产装置。
背景技术:
2.公路隧道,尤其是长大隧道内的光线较暗,行车视线较差。白天当司机高速驾驶车辆从明亮的自然光亮环境接近并进入公路隧道时,由于隧道洞内照明亮度不高,洞口内外光亮度落差较大,司机眼睛的视觉状态就会出现一段不适应的过程,当进洞口一瞬间会出现隧道内什么也看不清,这被称为“黑洞现象”。司机要经过较长一段时问后,视觉才能逐渐恢复正常,在视觉恢复期间,所产生的视力下降容易导致撞车事故,造成行车安全上的危险。
3.隧道路面明色技术能够有效地提高路面的光反射,实现节能的目的。目前主要的隧道路面明色技术有两种,一种是在路面上涂抹或喷涂反光物质,例如道路标线、标志涂料等;另一种则是在沥青表面铺装反光材料,以提高路面的反光效果。
4.专利cn202208875u公开了一种隧道沥青路面明色化功能层,其通过在沥青路面上铺设白色碎石层,将原有黑色沥青路面转变为灰白色路面,有效改善了原路面在昏暗的隧道使用环境下的光照反射能力,增强了隧道内沥青路面的照明程度,降低了光照输出的能源消耗。
5.但是,现有技术中的反光层所采用的白色碎石密度较低,因此承重能力有限,并且油污、污水容易渗透至白色碎石内,不易清洗干净,在铺装一段时间后,白色碎石层容易损坏或者被污染的白色碎石难于清洗,导致部分灰白色路面变为黑色,降低了路面的反光效果。此外,白色碎石的尺寸、形状差异明显,加之路面各处碎石覆盖率的不同,路面铺筑后各区域的反光效果存在差异,并且这种差异不易控制,导致隧道路面的整体反光效果较差。
技术实现要素:
6.本实用新型的目的在于提供一种用于隧道路面铺装的漫反射陶瓷颗粒的生产装置,通过提高隧道路面铺装的反光陶瓷颗粒的强度和密度,解决现有技术中白色碎石在长时间使用后容易出现损坏、难于清洗,导致路面反光效果大幅降低的问题。
7.上述目的通过下述技术方案实现:
8.用于隧道路面铺装的漫反射陶瓷颗粒的生产装置,包括下模具,所述下模具上设置有第二型腔,所述下模具的传送路径上设置有第一上模具,所述第一上模具上设置有与第二型腔相匹配的第一型腔,所述第一型腔内设置有可沿第一型腔上下移动的挤压件,第一上模具内设置有主气道,所述主气道用于向第一型腔内通入压缩气体以推动挤压件向下挤压第一型腔、第二型腔内的坯体。
9.本技术方案提供的生产装置用于陶瓷颗粒生产工艺中的模具压制工序。在陶瓷颗粒生产过程中,坯体原料中的组分混合后经过破碎、除铁、干燥处理后得到坯体混合料。例
如,将坯体各原料加入至球磨机中,加入预设量的水后进行球磨,得到浆料,浆料过筛、除铁后,将所述浆料喷雾干燥得到粉料,最后对粉料进行除铁形成用于模具压制的坯体混合料。得到坯体混合料后,即采用本技术的生产装置压制所述坯体混合料,得到用于煅烧的坯体。
10.本技术方案中,生产装置包括下模具、以及与下模具相匹配的第一上模具。此处的相匹配是指,下模具的第二型腔与第一上模具的第一型腔的尺寸相匹配以在上下模具配合时压制坯体成型。
11.与传统的压制模具不同,本技术方案中,第一型腔的体积可变。具体地,第一型腔内设置的挤压件能够沿第一型腔上下移动,而第一型腔作用于坯体的空间大小由第一型腔的内壁以及挤压件的下表面确定,因此,当挤压件移动至行程高位时,第一型腔作用空间最大,反之当挤压件移动至行程地位时,第一型腔作用空间最小。
12.进一步地,挤压件沿竖直方向的驱动力在于挤压件的重力、坯体的反作用力和压缩气体。在工作过程中,当下模具未移动至第一上模具的下方时,此时挤压件不与坯体接触,挤压件自身的重力使得其位于行程低位;当下模具移动至第一上模具下方时,第一上模具在第一驱动装置的作用下竖直向下移动至与下模具配合,在此过程中,挤压件接触坯体并受坯体的反作用而竖直向上移动,同时挤压件初步压实坯体;随后,压缩气体经主气道进入至第一型腔内,并作用于挤压件的上表面,使得挤压件竖直向下挤压坯体,致使坯体的体积缩小、密度提高;挤压完成后,第一上模具在第一驱动装置的作用下竖直向上移动离开下模具,下模具搭载压制成型的坯体进入后续的煅烧工序。
13.通过上述设置,能够有效地提高坯体的密度,使得煅烧后的陶瓷颗粒的密度进一步提高,不仅使得其陶瓷颗粒的承重能力更强,不易压坏,而且路面的油污不易渗透至陶瓷颗粒内部,因此在使用一段时间后,冲洗路面即可去除油污,提高路面的反光效果,维护更加方便,使用寿命更长;此外,该装置还能够确保制备的陶瓷颗粒的尺寸、形状、结构大致相同,因此,铺设于沥青上时,仅需要调整陶瓷颗粒的覆盖率,即可实现隧道进口处路面渐变的反光效果,各区域的反光差异可控,显著地提高了路面整体的反光效果。
14.进一步地,所述挤压件的上表面上开设有推动槽,所述推动槽的横截面积从上至下逐渐减小。通过设置推动槽,能够进一步提高压缩气体对挤压件的推动效果,同时,所述推动槽的直径从上至下逐渐减小,以使得气体施加于挤压件上的压强增大,并在推动槽内形成涡流,提高挤压件的瞬时冲力,更有利于挤压件克服坯体的反作用力向下移动,提高坯体的压实程度。优选地,所述推动槽为圆锥或圆台结构。
15.进一步地,所述推动槽内设置有若干翅片,所述翅片用于将压缩气体的热量传导至挤压件。翅片用于提高热传导效率,使得压缩空气的热量可以更好地传递给挤压件,高温的挤压件能够在挤压过程中对第一坯体进行一定程度的加热或者预加热,进而省去或简化后续的烘干工艺,进一步提高加工效率。不仅如此,翅片还能够扰动气体在推动槽内的流动,增强推动槽内的气体涡流,进一步提高挤压件的挤压效果。优选地,所述翅片设置于推动槽底部。
16.进一步地,所述挤压件的下表面上设置有第一纹理部,所述第一纹理部用于在坯体的表面压制形成凹陷部或凸起部。通过在挤压件的下表面设置第一纹理部,使得坯体的表面形成规整或者不规整的纹理层,优选地,所述纹理层可以是直线形、圆形、三角形、正方形或其他不规则的形状。经煅烧后的坯体表面不仅具有多个反射面,且每个反射面上均有
凸起或凹陷区域,反射效果均进一步提高。
17.在部分实施例中,同理地,所述第一型腔的侧壁上设置有第二纹理部,所述第二型腔内设置有第三纹理部,所述第二纹理部、第三纹理部用于在坯体的表面压制形成凹陷部或凸起部。
18.进一步地,作为挤压件与第一型腔的一种滑动连接结构,所述第一型腔内设置有滑槽,所述滑槽设置有可沿滑槽移动的滑块,所述滑块固定连接在挤压件上。滑槽可竖直设置于第一型腔的内壁上,滑块与滑槽的尺寸相匹配,滑槽对滑块起到限位的作用,保持滑槽在行程高位和行程低位之间移动。在第一上模具与下模具未接触的时候,在重力的作用下,挤压件处于行程低位,滑块位于滑槽的底端;当第一上模具向下移动并与下模具配合,挤压件受坯体反作用力而竖直向上移动至行程高位,滑块位于滑槽的顶端或者顶端附近;之后,在外部气源的压缩气体作用下,滑块自滑槽顶端向滑槽底端移动。
19.进一步地,所述主气道的两端连接有通气管,所述通气管用于向主气道内通入或排出压缩空气,所述主气道上连通有若干支气道,所述支气道用于将压缩空气引导至第一型腔中推动挤压件向下移动。
20.进一步地,沿所述下模具的传输方向,所述第一上模具之前还设置有第二上模具,所述下模具经过第二上模具时,第二上模具向下移动至与下模具配合,第二上模具上设置有第三型腔,所述第三型腔的尺寸大于第一型腔的尺寸。本技术方案中,第二上模具用于初步压实坯体混合料,其型腔尺寸较第一上模具的型腔尺寸更大,使得初步压制成型的坯体的尺寸大于二次压制成型的坯体的尺寸,提高坯体的密度,使得煅烧后的坯体的强度大于等于1.2mpa,不仅如此,第二上模具还能够将多余的混合料排除在型腔外,有利于第一上模具再次压制。
21.本实用新型还提供一种用于隧道路面铺装的漫反射陶瓷颗粒的生产装置,包括螺杆挤出机和传送装置,所述螺杆挤出机用于混合坯体原料得到坯体混合料,所述传送装置上设置有若干用于承载所述坯体混合料下模具,沿所述下模具的传输方向依次设置有位于下模具上方的第二上模具和第一上模具,所述第二上模具用于与下模具配合压制坯体混合料得到第一坯体,所述第一上模具用于与下模具配合压制第一坯体得到第二坯体,所述第二坯体的密度大于第一坯体的密度。
22.该装置包括螺杆挤出机,于螺杆挤出机中混合均匀的坯体混合料在挤出后,进入至压制成型设备的传送装置上。传送装置上设置有多个下模具,下模具随传送装置依次经过第二上模具和第一上模具。下模具经过第二上模具时,在第二驱动装置的驱动下,第二上模具竖直向下移动至与下模具配合,初步挤压坯体混合料,形成体积较大、密度较小的第一坯体;之后,下模具经过第一上模具时,在第一驱动装置的驱动下,第一上模具竖直向下移动至与下模具配合,进一步压实第一坯体,形成体积较小、密度较大的第二坯体。
23.在一个或多个实施例中,所述第一驱动装置、第二驱动装置可以是液压缸或者气缸。
24.通过上述设置,能够对坯体混合料进行两次模具压制,其中,第一次压制成型能够初步压实坯体,并将多余的混合料排除在型腔外,第二次压实成型采用体积更小的型腔压实进一步坯体,得到体积更小、密度更大的第二坯体,使得煅烧后的坯体的强度大于等于1.2mpa,从而具有更高的强度和致密性,在长时间使用后路面可以保持较高的反光效果,且
易于维护、清理。
25.进一步地,第一上模具上设置有第一型腔,所述第一型腔内设置有可沿第一型腔上下移动的挤压件,所述第一上模具内设置有主气道,所述主气道用于向第一型腔内通入压缩气体以推动所述挤压件向下挤压第一坯体。
26.本实用新型与现有技术相比,具有如下的优点和有益效果:
27.1、本实用新型压制后,能够有效地提高坯体的密度,使得煅烧后的陶瓷颗粒的密度进一步提高,不仅使得其陶瓷颗粒的承重能力更强,不易压坏,而且路面的油污不易渗透至陶瓷颗粒内部,因此在使用一段时间后,冲洗路面即可去除油污,提高路面的反光效果,维护更加方便,使用寿命更长;
28.2、本实用新型能够确保制备的陶瓷颗粒的尺寸、形状、结构大致相同,因此,铺设于沥青上时,仅需要调整陶瓷颗粒的覆盖率,即可实现隧道进口处路面渐变的反光效果,各区域的反光差异可控,显著地提高了路面整体的反光效果;
29.3、本实用新型的挤压件上设置有推动槽,能够进一步提高压缩气体对挤压件的推动效果,同时,推动槽的直径从上至下逐渐减小,以使得气体施加于挤压件上的压强增大,并在推动槽内形成涡流,提高挤压件的瞬时冲力,更有利于挤压件克服坯体的反作用力向下移动,提高坯体的压实程度;
30.4、本实用新型的推动槽内设置有翅片,翅片不仅能够提高热传导效率,使得压缩空气的热量可以更好地传递给挤压件,而且还能够扰动气体在推动槽内的流动,增强推动槽内的气体涡流,进一步提高挤压件的挤压效果;
31.5、本实用新型的第一、第二型腔内设置有纹理部,使得坯体的表面形成规整或者不规整的纹理层,结合型腔结构所产生的坯体的多菱面,每个多菱面上均有凸起或凹陷区域,反射效果均进一步提高。
附图说明
32.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
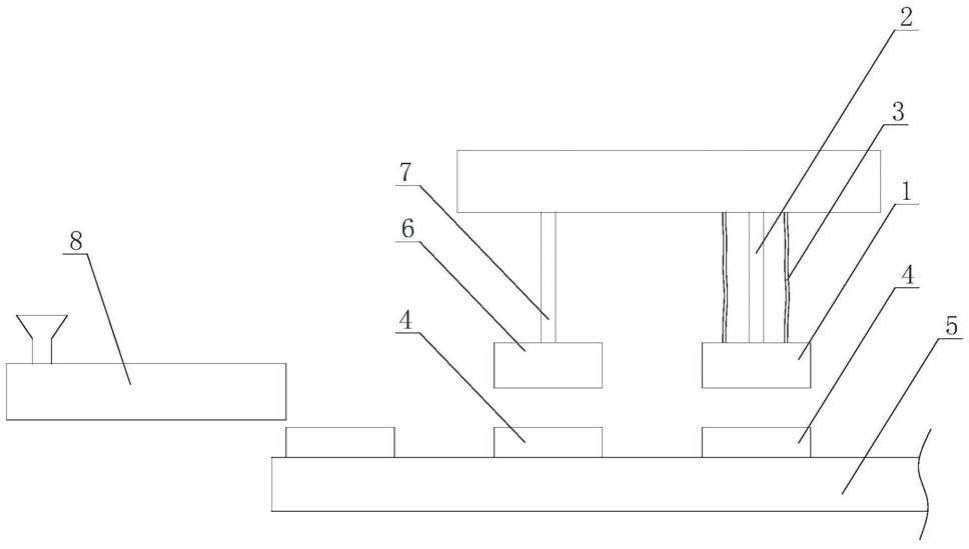
33.图1为本实用新型具体实施例的结构示意图;
34.图2为本实用新型具体实施例中第一上模具的结构示意图;
35.图3为本实用新型具体实施例中第一上模具未接触坯体时的结构示意图;
36.图4为本实用新型具体实施例中第一上模具与下模具配合,但无压缩气体作用于挤压件的结构示意图;
37.图5为本实用新型具体实施例中第一上模具与下模具配合,且压缩气体作用于挤压件的结构示意图;
38.图6为本实用新型具体实施例中挤压件的结构示意图;
39.图7为本实用新型具体实施例中下模具的结构示意图;
40.图8为本实用新型具体实施例中第二上模具的结构示意图。
41.附图中标记及对应的零部件名称:
[0042]1‑
第一上模具,11
‑
第一型腔,12
‑
主气道,13
‑
支气道,14
‑
挤压件,141
‑
推动槽,142
‑
翅片,143
‑
第一纹理部,15
‑
滑槽,16
‑
滑块,17
‑
第二纹理部,2
‑
第一驱动装置,3
‑
通气
管,4
‑
下模具,41
‑
第二型腔,42
‑
第三纹理部,5
‑
传送装置,6
‑
第二上模具,61
‑
第三型腔,7
‑
第二驱动装置,8
‑
螺杆挤出机,9
‑
坯体。
具体实施方式
[0043]
为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
[0044]
在本实用新型的描述中,需要理解的是,术语“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“高”、“低”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
[0045]
实施例1:
[0046]
如图1至图8所示的用于隧道路面铺装的漫反射陶瓷颗粒的生产装置,包括下模具4,所述下模具4上设置有第二型腔41,所述下模具4的传送路径上设置有第一上模具1,所述第一上模具1上设置有与第二型腔41相匹配的第一型腔11,所述第一型腔11内设置有可沿第一型腔11上下移动的挤压件14,第一上模具1内设置有主气道12,所述主气道12用于向第一型腔11内通入压缩气体以推动挤压件14向下挤压第一型腔11、第二型腔41内的坯体9;所述挤压件14的下表面上设置有第一纹理部143,所述第一纹理部143用于在坯体的表面压制形成凹陷部或凸起部;所述第一型腔11的侧壁上设置有第二纹理部17,所述第二型腔41内设置有第三纹理部42,所述第二纹理部17、第三纹理部42用于在坯体的表面压制形成凹陷部或凸起部;所述第一型腔11内设置有滑槽15,所述滑槽15设置有可沿滑槽15移动的滑块16,所述滑块16固定连接在挤压件14上。
[0047]
挤压件沿竖直方向的驱动力在于挤压件的重力、坯体的反作用力和压缩气体。在工作过程中,当下模具未移动至第一上模具的下方时,此时挤压件不与坯体接触,挤压件自身的重力使得其位于行程低位,滑块位于滑槽的底端;当下模具移动至第一上模具下方时,第一上模具在第一驱动装置的作用下竖直向下移动至与下模具配合,在此过程中,挤压件接触坯体并受坯体的反作用而竖直向上移动,同时挤压件初步压实坯体,此时滑块位于滑槽的顶端或者顶端附近;随后,压缩气体经主气道进入至第一型腔内,并作用于挤压件的上表面,滑块自滑槽顶端向滑槽底端移动,挤压件竖直向下挤压坯体,致使坯体的体积缩小、密度提高;挤压完成后,第一上模具在第一驱动装置的作用下竖直向上移动离开下模具,下模具搭载压制成型的坯体进入后续的煅烧工序。
[0048]
在部分实施例中,所述主气道12的两端连接有通气管3,所述通气管3用于向主气道12内通入或排出压缩空气,所述主气道12上连通有若干支气道13,所述支气道13用于将压缩空气引导至第一型腔11中推动挤压件14向下移动。
[0049]
本实施例能够有效地提高坯体的密度,使得煅烧后的陶瓷颗粒的密度进一步提高,不仅使得其陶瓷颗粒的承重能力更强,不易压坏,而且路面的油污不易渗透至陶瓷颗粒内部,因此在使用一段时间后,冲洗路面即可去除油污,提高路面的反光效果,维护更加方便,使用寿命更长。
[0050]
实施例2:
[0051]
在实施例1的基础上,如图1所示,沿所述下模具4的传输方向,所述第一上模具1之前还设置有第二上模具6,所述下模具4经过第二上模具6时,第二上模具6向下移动至与下模具4配合,第二上模具6上设置有第三型腔61,所述第三型腔61的尺寸大于第一型腔11的尺寸。
[0052]
第二上模具用于初步压实坯体混合料,其型腔尺寸较第一上模具的型腔尺寸更大,使得初步压制成型的坯体的尺寸大于二次压制成型的坯体的尺寸,提高坯体的密度,使得煅烧后的坯体的强度大于等于1.2mpa,不仅如此,第二上模具还能够将多余的混合料排除在型腔外,有利于第一上模具再次压制。
[0053]
实施例3:
[0054]
在上述实施例的基础上,所述挤压件14的上表面上开设有推动槽141,所述推动槽141的横截面积从上至下逐渐减小;所述推动槽141内设置有若干翅片142,所述翅片142用于将压缩气体的热量传导至挤压件14。
[0055]
本实施例中,推动槽能够进一步提高压缩气体对挤压件的推动效果,同时,推动槽的直径从上至下逐渐减小,以使得气体施加于挤压件上的压强增大,并在推动槽内形成涡流,提高挤压件的瞬时冲力,更有利于挤压件克服坯体的反作用力向下移动,提高坯体的压实程度。此外,翅片不仅能够提高热传导效率,使得压缩空气的热量可以更好地传递给挤压件,而且还能够扰动气体在推动槽内的流动,增强推动槽内的气体涡流,进一步提高挤压件的挤压效果。
[0056]
本文中所使用的“第一”、“第二”、“第三”等(例如第一型腔、第二型腔、第三型腔,第一上模具、第二上模具等)只是为了描述清楚起见而对相应部件进行区别,不旨在限制任何次序或者强调重要性等。此外,在本文中使用的术语“连接”在不进行特别说明的情况下,可以是直接相连,也可以使经由其他部件间接相连。
[0057]
以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1