稻草砖的快速生产装置
1.本实用新型属于稻草砖的生产制造技术领域,具体涉及一种稻草砖的快速生产装置。
背景技术:
2.我国是水稻种植大国,但我国目前对稻草的利用率极低,水稻收割后,通常利用焚烧的方式处理稻草,不仅造成了严重的大气污染、破坏了生态环境,而且浪费了宝贵的可再生资源。随着经济的快速发展,节能环保和资源再生利用越来越受到关注和重视,稻草作为一种绿色环保的可再生资源,将其制造成稻草砖作为建筑材料有助于提高建筑物的保温隔热性能。
技术实现要素:
3.本实用新型提出一种稻草砖的快速生产装置,利用该生产装置可将稻草制造成稻草砖,一次压制成型多个稻草砖,显著提高生产效率。
4.本实用新型通过以下技术方案实现:
5.一种稻草砖的快速生产装置,包括压制操作台、液压施压装置、压头组、托板、格框和出料传送带;
6.所述压制操作台上设有机架,所述液压施压装置安装于机架上,所述压头组安装于液压施压装置的活塞杆底端,液压施压装置用于推动压头组升降并施加挤压力;
7.所述格框安装于托板上,格框与托板之间合围形成多个模槽,模槽内填充制砖原料;具体地,所述托板的外边沿设有台阶,便于格框的定位安装;所述格框的左右外侧壁均设有l型挂耳;
8.所述机架上左右两侧内侧壁均安装设有滑块导轨机构,具体地,滑块导轨机构为丝杠驱动式直线导轨、液压驱动式直线导轨或气压驱动式直线导轨,机架上左右两侧内侧壁均设有水平条板,以此为滑块导轨机构的安装基板;所述滑块导轨机构的滑块上安装设有伸缩缸,伸缩缸的活塞杆竖直向下,具体地,伸缩缸为液压缸或气压缸,伸缩缸的活塞杆底端安装设有挂钩;
9.所述格框可安放于压制操作台上,且位于压头组的下方,压头组包括多个压头,多个压头与格框上多个模槽一一对应;
10.所述出料传送带与压制操作台接驳,所述出料传送带用于传送托板;
11.挤压制造稻草砖时,通过液压施压装置控制压头组下降,压头对应进入模槽,液压施压装置施加挤压力,使压头下降并挤压模槽内的制砖原料,以此压缩制砖原料,将模槽内的制砖原料压制成型;稻草砖挤压成型后,通过滑块导轨机构控制伸缩缸移动,通过伸缩缸控制挂钩升降,能使挂钩勾挂l型挂耳,并提升格框,使格框与托板分离,具体地,l型挂耳呈长条状,其截面呈l型,可控制挂钩从l型挂耳的后端挂入l型挂耳然后向前移动,将格框提升后,通过滑块导轨机构能将格框水平移动至压制操作台范围外,然后再卸载格框;格框与
托板分离后,模槽内的稻草砖留在托板上,具体地,为防止格框分离时稻草砖粘附在格框上,可先提升格框而不提升压头,利用压头抵住稻草砖,当格框与稻草砖脱离,再提升压头,然后将托板推至出料传送带上,通过出料传送带能将托板传送至指定位置,由人工或机器人卸载托板上的稻草砖;该生产装置能一次压制成型多个稻草砖,能显著提高生产效率。
12.进一步限定,所述压制操作台上设有呈矩形的一圈排水槽,所述托板设置于压制操作台上排水槽内侧,排水槽的底部连接设有排水管;挤压制造稻草砖时,挤压出的水流入排水槽,最后通过排水管外排出去。
13.进一步限定,该生产装置还包括滚筒搅拌机,所述滚筒搅拌机用于混合搅拌制砖原料,具体地,制砖原料包括稻草、砂、水等,该种结构的搅拌机能确保制砖原料混合均匀,避免在搅拌过程中重量较轻的稻草始终在搅拌机上层、重量较大的砂等始终在搅拌机底层。
14.进一步限定,该生产装置还包括下料操作台、下料漏斗和斗式输送机;所述下料漏斗安装于下料操作台的上方,所述斗式输送机设置于滚筒搅拌机与下料漏斗之间,经滚筒搅拌机混合均匀的制砖原料通过斗式输送机传输至下料漏斗,通过下料漏斗将制砖原料分配至托板上的模槽内。
15.进一步限定,所述下料操作台上安装设有xy轴双向传送机构,通过xy轴双向传送机构可在下料操作台的台面上沿x轴和y轴移动托板,使托板上的多个模槽依次对齐下料漏斗的下料口,以此智能化控制下料和接料;具体地,xy轴双向传送机构包括多个传送带和多个滚动轴,传送带与滚动轴水平交叉设置,滚动轴上间隔设有多个辊轮,传送带和滚动轴分别通过机架安装在下料操作台上,且滚动轴的机架可升降,传送带和滚动轴分别通过驱动电机驱动其运动,传送带沿x轴方向传送托板,滚动轴转动时沿y轴方向传送托板,xy轴双向传送机构为公知技术或通过现有技术设备可实现,在此不再赘述。
16.进一步限定,所述压制操作台上安装设有x轴传送带机构,且x轴传送带机构可升降,x轴传送带机构的左右两端可分别与出料传送带和下料操作台上的xy轴双向传送机构接驳,通过x轴传送带机构可在压制操作台的台面上沿x轴方向移动托板;具体地,x轴传送带机构包括多个传送带,多个传送带通过机架安装在压制操作台上,且通过设置液压缸或气压缸控制机架升降,当压制稻草砖时,x轴传送带下降至台面下,当传送托板时,x轴传送带上升至台面上并与出料传送带和下料操作台上的xy轴双向传送机构接驳,x轴传送带机构为公知技术或通过现有技术设备可实现,在此不再赘述。
17.进一步限定,该生产装置还包括由多个传送带拼接构成的传送线,所述传送线的一端与出料传送带接驳、另一端与下料操作台上的xy轴双向传送机构接驳,传送线能将卸载稻草砖后的托板重新传送至下料操作台上,智能化作业,能提高生产效率,降低人工成本;所述机架上的滑块导轨机构延伸至传送线的上方,滑块导轨机构能将从压制操作台上抓取的格框移动至传送线上方,然后通过伸缩缸将格框安装在传送线上传送的托板上,实现智能化作业,提高生产效率。
18.使用前述的稻草砖的快速生产装置进行稻草砖的生产制造,步骤为:
19.s1:混合制造制砖原料,将格框与托板合模,形成多个模槽,并在各个模槽内填充制砖原料;
20.s2:将托板移动至压制操作台上,各个压头分别与各个模槽一一对应;
21.s3:通过液压施压装置控制压头组下降,液压施压装置通过各个压头分别向各个模槽内的制砖原料施加挤压力,将模槽内的制砖原料压制成型;
22.s4:通过滑块导轨机构控制伸缩缸移动,通过伸缩缸控制挂钩升降,使挂钩勾挂格框上的l型挂耳,然后提升格框,使格框与托板分离,通过液压施压装置控制压头组上升,格框和压头组均分别上升至与托板上压制成型的稻草砖分离;
23.s5:将托板移动至出料传送带,压制成型的稻草砖在托板上经出料传送带传送;待托板传送至卸料处时,由人工或机器人卸载托板上的稻草砖。
24.进一步限定,步骤s1中,利用滚筒搅拌机混合搅拌制砖原料,斗式输送机将滚筒搅拌机混合均匀的制砖原料传输至下料漏斗;通过滑块导轨机构控制格框移动至传送线上方,通过伸缩缸将格框安装在传送线上传送的托板上,传送线将合模后的托板传送至下料操作台上,由下料操作台上的xy轴双向传送机构控制托板移动,多个模槽依次对齐下料漏斗的下料口并接收制砖原料。
25.进一步限定,步骤s2中,压制操作台上的x轴传送带机构上升,并与下料操作台上的xy轴双向传送机构接驳,通过xy轴双向传送机构和x轴传送带机构将托板传送至压制操作台,各个模槽一一对应各个压头,x轴传送带机构下降至压制操作台的台面下,托板安放在台面上。
26.由上述技术方案可知,本实用新型提供的一种稻草砖的快速生产装置,有益效果在于:利用该生产装置能压制生产稻草砖,能一次压制成型多个稻草砖,能显著提高生产效率,格框与托板之间的脱模简单方便,便于操控。
附图说明
27.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
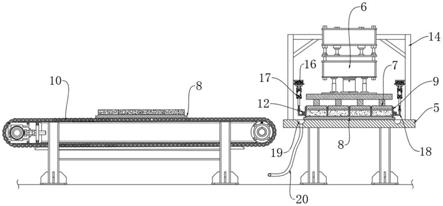
28.图1为本实用新型中压制操作台处局部结构示意图。
29.图2为图1中局部结构示意图。
30.图3为本实用新型中滚筒搅拌机至出料传送带的生产线局部结构示意图。
31.图4为图3中增设传送机构时的结构示意图。
32.图5为本实用新型中传送线的结构原理图。
33.附图中:1
‑
滚筒搅拌机,2
‑
下料操作台,3
‑
下料漏斗,4
‑
斗式输送机,5
‑
压制操作台,6
‑
液压施压装置,7
‑
压头组,8
‑
托板,9
‑
格框,10
‑
出料传送带,11
‑
传送线,12
‑
l型挂耳,13
‑
xy轴双向传送机构,14
‑
机架,15
‑
x轴传送带机构,16
‑
滑块导轨机构,17
‑
伸缩缸,18
‑
挂钩,19
‑
排水槽,20
‑
排水管。
具体实施方式
34.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
35.在本技术的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
36.如图1至图5所示,一种稻草砖的快速生产装置,包括滚筒搅拌机1、下料操作台2、下料漏斗3、斗式输送机4、压制操作台5、液压施压装置6、压头组7、托板8、格框9、出料传送带10和传送线11;
37.所述滚筒搅拌机1用于混合搅拌制砖原料,具体地,制砖原料包括稻草、砂、水等,该种结构的搅拌机能确保制砖原料混合均匀,避免在搅拌过程中重量较轻的稻草始终在搅拌机上层、重量较大的砂等始终在搅拌机底层;
38.所述下料漏斗3安装于下料操作台2的上方,所述斗式输送机4设置于滚筒搅拌机1与下料漏斗3之间;所述格框9安装于托板8上,格框9与托板8之间合围形成多个模槽,模槽内填充制砖原料;具体地,所述托板8的外边沿设有台阶,便于格框9的定位安装;所述格框9的左右外侧壁均设有l型挂耳12;经滚筒搅拌机1混合均匀的制砖原料通过斗式输送机4传输至下料漏斗3,通过下料漏斗3将制砖原料分配至托板8上的模槽内;
39.所述下料操作台2上安装设有xy轴双向传送机构13,通过xy轴双向传送机构13可在下料操作台2的台面上沿x轴和y轴移动托板8,使托板8上的多个模槽依次对齐下料漏斗3的下料口,以此智能化控制下料和接料;具体地,xy轴双向传送机构13包括多个传送带和多个滚动轴,传送带与滚动轴水平交叉设置,滚动轴上间隔设有多个辊轮,传送带和滚动轴分别通过机架14安装在下料操作台2上,且滚动轴的机架14可升降,传送带和滚动轴分别通过驱动电机驱动其运动,传送带沿x轴方向传送托板8,滚动轴转动时沿y轴方向传送托板8,xy轴双向传送机构13为公知技术或通过现有技术设备可实现,在此不再赘述;
40.所述压制操作台5上设有机架14,所述液压施压装置6安装于机架14上,所述压头组7安装于液压施压装置6的活塞杆底端,液压施压装置6用于推动压头组7升降并施加挤压力;所述出料传送带10与压制操作台5接驳,所述出料传送带10用于传送托板8;
41.所述压制操作台5上安装设有x轴传送带机构15,且x轴传送带机构15可升降,x轴传送带机构15的左右两端可分别与出料传送带10和下料操作台2上的xy轴双向传送机构13接驳,通过x轴传送带机构15可在压制操作台5的台面上沿x轴方向移动托板8;具体地,x轴传送带机构15包括多个传送带,多个传送带通过机架14安装在压制操作台5上,且通过设置液压缸或气压缸控制机架14升降,当压制稻草砖时,x轴传送带下降至台面下,当传送托板8时,x轴传送带上升至台面上并与出料传送带10和下料操作台2上的xy轴双向传送机构13接驳,x轴传送带机构15为公知技术或通过现有技术设备可实现,在此不再赘述;通过xy轴双向传送机构13和x轴传送带机构15将托板8传送至压制操作台5,且位于压头组7的下方,压头组7包括多个压头,多个压头与格框9上多个模槽一一对应;
42.所述机架14上左右两侧内侧壁均安装设有滑块导轨机构16,具体地,滑块导轨机构16为丝杠驱动式直线导轨、液压驱动式直线导轨或气压驱动式直线导轨,机架14上左右两侧内侧壁均设有水平条板,以此为滑块导轨机构16的安装基板;所述滑块导轨机构16的滑块上安装设有伸缩缸17,伸缩缸17的活塞杆竖直向下,具体地,伸缩缸17为液压缸或气压缸,伸缩缸17的活塞杆底端安装设有挂钩18;通过滑块导轨机构16控制伸缩缸17移动,通过
伸缩缸17控制挂钩18升降,能使挂钩18勾挂l型挂耳12,并提升格框9,使格框9与托板8分离,具体地,l型挂耳12呈长条状,其截面呈l型,可控制挂钩18从l型挂耳12的后端挂入l型挂耳12然后向前移动,将格框9提升后,通过滑块导轨机构16能将格框9水平移动至压制操作台5范围外;
43.所述传送线11由多个传送带拼接构成,所述传送线11的一端与出料传送带10接驳、另一端与下料操作台2上的xy轴双向传送机构13接驳,传送线11能将卸载稻草砖后的托板8重新传送至下料操作台2上,智能化作业,能提高生产效率,降低人工成本;所述机架14上的滑块导轨机构16延伸至传送线11的上方,滑块导轨机构16能将从压制操作台5上抓取的格框9移动至传送线11上方,然后通过伸缩缸17将格框9安装在传送线11上传送的托板8上,实现智能化作业,提高生产效率;
44.在此需要说明的是,该生产装置还包括控制系统和定位器,定位器安装在需要定位托板8的位置,通过定位器检测并控制传送带动作,确保托板8移动到位,此为公知技术在此不再赘述。
45.本实施例中,所述压制操作台5上设有呈矩形的一圈排水槽19,所述托板8设置于压制操作台5上排水槽19内侧,排水槽19的底部连接设有排水管20;挤压制造稻草砖时,挤压出的水流入排水槽19,最后通过排水管20外排出去。
46.工作原理:使用前述的稻草砖的快速生产装置进行稻草砖的生产制造,步骤为:
47.s1:利用滚筒搅拌机1混合搅拌制砖原料,斗式输送机4将滚筒搅拌机1混合均匀的制砖原料传输至下料漏斗3;通过滑块导轨机构16控制格框9移动至传送线11上方,通过伸缩缸17将格框9安装在传送线11上传送的托板8上,传送线11将合模后的托板8传送至下料操作台2上,由下料操作台2上的xy轴双向传送机构13控制托板8移动,多个模槽依次对齐下料漏斗3的下料口并接收制砖原料,在各个模槽内填充制砖原料;
48.s2:压制操作台5上的x轴传送带机构15上升,并与下料操作台2上的xy轴双向传送机构13接驳,通过xy轴双向传送机构13和x轴传送带机构15将托板8传送至压制操作台5,各个模槽一一对应各个压头,x轴传送带机构15下降至压制操作台5的台面下,托板8安放在台面上;
49.s3:通过液压施压装置6控制压头组7下降,液压施压装置6通过各个压头分别向各个模槽内的制砖原料施加挤压力,将模槽内的制砖原料压制成型;
50.s4:通过滑块导轨机构16控制伸缩缸17移动,通过伸缩缸17控制挂钩18升降,使挂钩18勾挂格框9上的l型挂耳12,然后提升格框9,使格框9与托板8分离,通过液压施压装置6控制压头组7上升,格框9和压头组7均分别上升至与托板8上压制成型的稻草砖分离;
51.s5:将托板8移动至出料传送带10,压制成型的稻草砖在托板8上经出料传送带10传送;待托板8传送至卸料处时,由人工或机器人卸载托板8上的稻草砖;卸载稻草砖后的托板8经过传送线11传送,并通过滑块导轨机构16将从压制操作台5上抓取的格框9移动至传送线11上方,然后通过伸缩缸17将格框9安装在传送线11上传送的托板8上,使其进入下一轮生产。
52.利用该生产装置能压制生产稻草砖,能一次压制成型多个稻草砖,能显著提高生产效率,格框9与托板8之间的脱模简单方便,便于操控;利用智能生产线进行生产作业,能显著提高生产效率,降低人工成本。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1