一种方便装载模具的设备的制作方法
1.本实用新型涉及运输设备领域,特别是指一种方便装载模具的设备。
背景技术:
2.瓷砖是以耐火的金属氧化物及半金属氧化物,经由研磨、混合、压制、施釉、烧结之过程,而形成的一种耐酸碱的瓷质或石质等建筑或装饰材料。其中压制过程通常是在压砖设备内通过模具压制成型,从而形成具有相应造型的结构。
3.目前的压砖设备在需要更换模具时,特别是更换模具的下模时,需要由人工将模具从压砖设备的压砖工位内搬出,之后再将需要的模具同样人工操作将模具推入压砖工位内,此纯人力操作的方式十分的麻烦、费力,且存在一定的危险性。
技术实现要素:
4.针对上述背景技术提出的不足,本实用新型提供一种方便装载模具的设备,以克服现有的问题。
5.本实用新型采用如下技术方案:
6.一种方便装载模具的设备,其特征在于,该设备包括有:
7.机架,所述机架设置在靠近压砖设备的压砖工位的一端;
8.推模座,所述推模座滑动连接至所述机架,并且推模座相对压砖工位水平移动;
9.推模梁,所述推模座上的两侧均设有所述推模梁,两所述推模梁相对所述推模座同步的升降移动;所述推模梁靠近压砖工位的一端延伸出所述推模座的端面外成形承托部,所述承托部用于在压砖设备的压砖工位内将模具抬起或放下。
10.作为进一步的改进,所述机架的两侧内均固定有平衡轨,所述平衡轨衔接压砖工位,并且平衡对与压砖工位的底部端面齐平,所述推模座的两侧底部均设有滚轮,所述滚轮位于所述平衡轨上滚动;所述机架的两侧还均固定有平衡轴,所述推模座的两侧均固定有平衡套,两所述平衡套分别适配穿套两所述平衡轴。
11.作为进一步的改进,所述机架在所述推模座的下方连接有可转动的推进丝杆,该推进丝杆由推进电机驱动,所述推进电机固定在所述机架;所述推模座的下方固定有推进螺母,所述推进螺母与所述推进丝杆螺纹连接。
12.作为进一步的改进,所述推模座两侧均固定有导向杆,所述推模梁上设有导向套,两所述推模梁的导向套分别适配穿套在推模座两侧的导向杆外。
13.作为进一步的改进,所述推模梁侧面固定有螺母座,所述螺母座连接有可转动的升降螺母;所述推模座在对应所述螺母座的位置固定有丝杆座,所述丝杆座上连接有可转动的升降丝杆,各所述升降丝杆同步转动,且所述丝杆座的升降丝杆跟与其对应的所述螺母座的升降螺母螺纹连接。
14.作为进一步的改进,两所述推模梁之间由横梁固定连接。
15.作为进一步的改进,所述升降丝杆的下端还固定连接有传动链轮,各所述传动链
轮均与同一链条啮合;所述推模座固定有升降电机,该升降电机的输出轴固定连接有驱动链轮,所述驱动链轮与所述链条啮合。
16.作为进一步的改进,所述机架上在所述推模梁的上方连接有布料车和投料装置。
17.由上述对本实用新型结构的描述可知,和现有技术相比,本实用新型具有如下优点:本实用新型工作时,通过两推模梁的承托部可将模具的下模在压砖设备内托起,再通过推模座的移动可推动推模梁的承托部和模具的下模移出压砖工位,更换需要的下模至承托部上之后,再通过推模座的移动推动承托部和下模移入压砖工位,最后通过两推模梁的下降即可将下模放置在压砖工位,实现模具的更换。此方式相比于完全采用人力抬放模具和推动模具的更换方式而言,更为方便省力,且更为安全。
附图说明
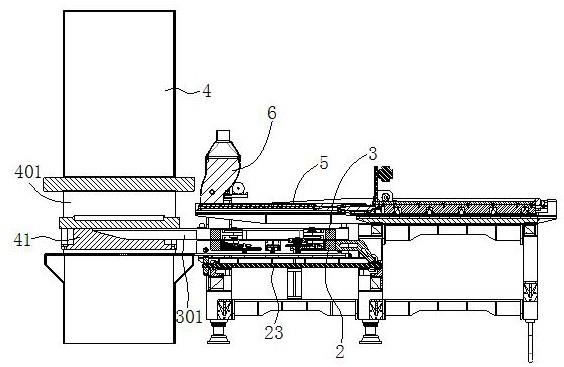
18.图1为本实用新型装载模具移动至压砖工位的侧向剖面示意图。
19.图2为图1中a处的放大示意图。
20.图3为本实用新型装载模具并移出压砖工位的侧向剖面示意图。
21.图4为本实用新型的立体结构示意图。
22.图5为推模座和推模梁及其驱动结构的侧向俯视的立体示意图。
23.图6为图5中b处的放大示意图。
24.图7为升降丝杆和升降螺母连接的剖面示意图。
25.图8为推模座和推模梁及其驱动结构的侧向仰视的立体示意图。
26.图9为张紧机构的立体结构示意图。
27.图10为张紧机构的侧向剖面示意。
28.图11为本实用新型在机架上安装布料车和投料装置的立体结构示意图。
29.图12为本实用新型在机架上安装布料车和投料装置的侧面结构示意图。
具体实施方式
30.下面参照附图说明本实用新型的具体实施方式。
31.如附图1至3所示,一种方便装载模具的设备包括有机架1,以及设置于所述机架1上的推模座2与推模梁3。所述机架1设置在靠近压砖设备4的压砖工位401的一端,所述压砖工位401为压砖设备4内放置模具并压制粉料的位置。再参照附图4所示,所述推模座2上的两侧均设有所述推模梁3,所述推模梁3靠近压砖工位401的一端延伸出所述推模座2的端面外成形承托部301,两所述承托部301用于插入下模4的模架两侧内将下模41抬起。另外,两所述推模梁3之间在推模座2的上方由两个横梁31固定连接,使两推模梁3形成固定的整体。
32.如附图1、2和8所示,所述机架1内的两侧内均固定有平衡轨11,所述平衡轨11为平板。所述平衡轨11衔接至压砖工位401,并且平衡轨11与压砖工位401的底部端面处于同一平面。所述推模座2的两侧底部均设有一排滚轮27,所述滚轮27位于所述平衡轨11上滚动。再参照附图5所示,所述机架1的两侧还均固定有平衡轴21,所述推模座2在远离压砖设备4的一端的两侧均固定有推进臂26,所述推进臂26固定有平衡套22,两所述推进臂26的所述平衡套22分别适配穿套两所述平衡轴21,通过此平衡套22穿套在所述平衡轴21上移动的结构可限制所述推模座2,使推模座2仅可相对平衡轴21的长度方式移动,避免所述滚轮27移
出所述平衡轨11外,使得所述推模座2可在所述平衡轨11上和压砖工位401之间水平的移动,即如附图1所示的移入压砖工位401内或如附图3所示的移出压砖工位401外。
33.如附图8所示,所述机架1在所述推模座2的下方连接有可转动的推进丝杆23,该推进丝杆23由推进电机25驱动,所述推进电机25固定在所述机架1。所述推模座2的下方在一推进臂26的端部固定有推进螺母24,所述推进螺母24与所述推进丝杆23螺纹连接。工作时,所述推进电机25驱动所述推进丝杆23转动,通过所述推进螺母24的传动即可带动所述推模座2移动。
34.如附图5和7所示,所述推模座2两侧均固定有导向杆28,所述推模梁3上设有导向套39,两所述推模梁3的导向套39分别适配穿套在推模座2两侧的导向杆28外,通过此结构可限制所述推模梁3仅可相对推模座2竖直上下的移动。
35.所述推模梁3侧面固定有螺母座321,具体如附图5所示,所述螺母座321固定在所述推模梁3和所述横梁31的夹角之间,即两所述推模梁3的侧边均固定有两螺母座座321。所述螺母座321连接有可转动的升降螺母32。所述推模座2在对应所述螺母座321的位置固定有丝杆座331,即推模座2四个对角均固定有所述丝杆座331。所述丝杆座331上连接有可转动的升降丝杆33,且各所述丝杆座331的升降丝杆33跟与其对应的所述螺母座321的升降螺母32螺纹连接。再参照附图6所示,各所述升降丝杆33的下端均固定有传动链轮34,各所述传动链轮34均与同一链条37啮合,通过此链条37的传动即可使各所述传动链轮34同步转动,从而带动各所述升降丝杆33同步的转动。
36.所述推模座2上连接有可转动的驱动链轮35,所述驱动链轮35与所述链条37啮合。所述推模座2上还固定有升降电机38,该升降电机38的输出轴通过带传动的方式传动连接至所述驱动链轮35。工作时,所述升降电机38驱动所述驱动链轮35转动可带动所述链条37移动,从而带动各所述传动链轮34同步的转动,通过各所述传动链轮34带动各所述升降丝杆33同步转动,最终通过升降丝杆33的正转或反转即可带动两所述推模梁3的同步上升或同步下降,实现推模梁3将压砖模具的下模41托起或放下的动作。
37.另外,所述机架1上设置朵儿张紧机构,用于调节所述链条的松紧程度。所述张紧机构包括有张紧链轮36、张紧座361、调节螺杆362和张紧轴364。所述张紧链轮36可转动的连接至张紧轴364上端,张紧轴侧面沿其径向方向设有贯穿的调节孔(附图未标识),所述调节螺杆362穿过该调节孔,调节螺杆362的一端固定有挡片3621,该挡片3621将所述调节螺杆362的端部挡在所述调节孔外。所述张紧座361上设有上下贯穿的条形孔3611,所述张紧轴364竖向地穿过该条形孔3611,且所述调节螺杆362的另一端穿过所述张紧座361,并在所述条形孔3611的内外两端均螺纹连接调节螺母363,以此使调节螺杆362固定在张紧座361上,而张紧座361固定在所述推模座2,因此可使所述张紧链轮36顶向所述链条37,使所述链条37更为紧绷,从而提高传动效率。在需要调节所述链条37的松紧程度时,可通过拉动所述调节螺杆362,调整所述张紧链轮36压向所述链条37的程度,即相当于调整所述张紧链轮36至推模座2中心的距离,即可实现调节所述链条37的松紧程度。
38.如附图11和12所示,所述机架1上在所述推模梁3的上方还可连接布料车5和投料装置6,所述投料装置6用于将粉料投放至布料车5上,由布料车5移动至压砖工位401内将粉料均匀地洒在模具的下模41上,实现布料。此结构使本实用新型可更换模具的同时不影响布料的工作。
39.此外本实用新型还需配置一控制系统,用于控制所述推进电机25和所述升降电机38的工作,以完成下模41的更换。具体的更换方式如下:
40.s1:控制所述升降电机38带动两所述推模梁3上升,从而将压砖设备4内原有的下模41抬起;
41.s2:控制所述推进电机25带动所述推模座2移动板至压砖设备4的压砖工位401内,使所述推模梁3穿过所述压砖工位401而伸出于压砖设备4外,从而将压砖工位401内原有的下模41移出压砖设备4外;
42.s3:可通过行吊等设备将原有的下模移出所述推模梁3外,再将需要的下模41转移至两所述推模梁3上,由两所述推模梁3将下模41托住;
43.s4:控制所述推进电机25带动所述推模座2移动至复位(即移动至所述机架1内),使所述推模梁3同时复位至压砖工位401内,并且将需要的下模41移动至压砖工位401内;
44.s5:控制所述升降电机38带动两所述推模梁3下降,使下模41下降至压砖工位401内的下端,至此即可完成模具的装载更换。
45.综上所述,本实用新型通过两所述推模梁3可将模具的下模41从压砖设备4内托起或放入,再通过所述推模座2的移动可推动所述推模梁3和模具的下模41移出压砖工位401和移入压砖工位401,实现模具的更换,此方式相比于完全采用人力抬放模具和推动模具的更换方式而言,更为方便省力,且更为安全。另外,本实用新型设置在布料设备的机架内,可在不影响布料车工作的前提下,有效的可节省空间。
46.上述仅为本实用新型的具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1