一种移动互换式CNC工作台的制作方法
一种移动互换式cnc工作台
技术领域
1.本实用新型涉及一种石墨零部件加工设备,具体涉及一种移动互换式cnc工作台。
背景技术:
2.在太阳能光伏电池片的批量生产加工过程中,一般会采用承载框或石墨舟的方式进行硅片输送。其中的承载框或石墨舟等工具一般均由石墨板或碳碳材料加工而成,具体是通过cnc机床进行加工雕刻。为了提高石墨工件的加工精度,cnc机床的工作台上会设置对应的定位槽或固定槽,以便对石墨工件进行锁紧固定和定位。但是,在加工过程中,当完成一次石墨工件的加工后,需要停机拆卸工件,并需要等待下一个石墨工件的定位锁紧,导致在更换石墨工件的过程中耗费过多时间,延长机床停机运行时长,影响加工效率。
技术实现要素:
3.本实用新型目的在于克服现有技术的不足,提供一种移动互换式cnc工作台,该工作台实现工件的快速更换,提高机床运行加工的连续性,有利于提高加工效率。
4.本实用新型的目的通过以下技术方案实现:
5.一种移动互换式cnc工作台,其特征在于,包括多个用于安装定位石墨工件的移动座、多个互换驱动机构以及支撑台;所述支撑台设置在机床外,所述多个移动座沿横向方向排列设置,所述多个互换驱动机构与所述多个移动座一一对应连接设置,在互换驱动机构的驱动下,对应连接的移动座沿纵向方向在机床的加工工位和所述支撑台之间移动。
6.上述移动互换式cnc工作台的工作原理是:
7.首先,互换驱动机构驱动移动座向外移动,使得多个移动座均位于机床外的支撑台上,此时在多个移动座上安装待加工的石墨工件,并进行定位,确保石墨工件的位置精度。接着,在互换驱动机构的驱动下,多个移动座从支撑台移动至机床的加工工位处,开始对其中一个移动座上的石墨工件进行加工。当完成一个石墨工件的加工后,机床上的刀具横向移动一个工位,对另一个移动座上的石墨工件进行加工。此时,完成加工的石墨工件的移动座,在对应的互换驱动机构的驱动下,从机床的加工工位移动至支撑台上,以便工人对完成加工的石墨工件进行拆卸,并将待加工的石墨工件重新安装在该移动座上;完成该移动座上的石墨工件更换后,互换驱动机构驱动该移动座重新移动至机床的加工工位处,等待下一次的加工。通过多个移动座的设置,将石墨工件的拆装位置转移至机床外,便于工人操作;与此同时,在对某一个移动座进行石墨工件的更换时,机床无需停机等待,实现机床的连续式加工,有利于提高加工效率。
8.本实用新型的一个优选方案,所述互换驱动机构包括电机和齿轮齿条传动机构,所述齿轮齿条传动机构包括主动齿轮和传动齿条,所述传动齿条设置在移动座的一侧,所述主动齿轮与所述电机的主轴连接。
9.本实用新型的一个优选方案,机床内设有基座,所述移动座设置在所述基座上,所述基座向外延伸至机床外部,所述支撑台与所述基座的外侧对应设置;所述移动座与所述
基座之间设有导向机构,该导向机构包括导轨和滑块,所述导轨固定设置在所述基座上,所述滑块固定设置在所述移动座的底部,所述滑块与所述导轨匹配连接。
10.优选地,所述支撑台包括多个分离设置的单元台,多个单元台沿着移动座的移动方向排列设置,所述导向机构的导轨从基座向外延伸至所述单元台上。本实施例的单元台设有两个,且单元台的高度可调节。
11.本实用新型的一个优选方案,所述移动座上设有多条定位安装槽以及多组定位安装孔,所述多条定位安装槽沿横向方向延伸设置。
12.本实用新型的一个优选方案,还包括用于定位移动座的定位机构;所述定位机构包括定位锁紧块、固定块以及用于锁紧或松开所述定位锁紧块的定位驱动机构,所述定位锁紧块设置在所述移动座上,所述固定块和定位驱动机构均固定设置在加工工位处;当移动座移动至机床的加工工位处时,所述定位驱动机构将所述定位锁紧块锁紧,促使所述定位锁紧块紧贴在所述固定块上。
13.优选地,所述定位锁紧块的一端与移动座连接,另一端向内延伸设置;所述定位锁紧块上设有镂空槽,所述定位锁紧块的内侧设有连通所述镂空槽和外部的穿梭开口。
14.优选地,所述定位驱动机构包括定位驱动块、驱动所述定位驱动块旋转的旋转动力源以及驱动所述定位驱动块沿纵向移动的伸缩动力源;所述定位驱动块的厚度比所述穿梭开口小,所述定位驱动块的宽度比所述穿梭开口大。
15.优选地,所述旋转动力源和伸缩动力源由一体式旋转伸缩气缸构成,所述一体式旋转伸缩气缸通过固定座固定安装在机床的加工工位上,所述定位驱动块与所述一体式旋转伸缩气缸的动力轴连接。
16.本实用新型的一个优选方案,所述移动座设有两个,所述互换驱动机构设有两个。
17.本实用新型与现有技术相比具有以下有益效果:
18.1、本实用新型实通过设置多个移动座以及互换驱动机构,实现在机床的加工工位处不断切换石墨工件,在拆卸和重新安装石墨工件的过程中,机床保持运行,对其他移动座上的石墨工件进行加工,使得机床无需停机等待,提高机床运行加工的连续性,有利于提高加工效率。
19.2、本实用新型通过支撑台的设置,以便工人在机床外进行石墨工件的安装和拆卸,便捷性高,有利于提高石墨工件的安装精度和效率。
附图说明
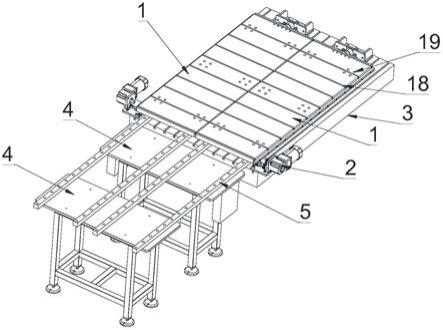
20.图1-图2为本实用新型的移动互换式cnc工作台的其中一种具体实施方式的结构示意图,其中,图1为立体图,图2为省去一个移动座后的立体图。
21.图3为互换驱动机构的局部放大图。
22.图4-图5为定位机构的结构示意图,其中,图4为俯视图,图5为立体图。
具体实施方式
23.下面结合实施例和附图对本实用新型作进一步描述,但本实用新型的实施方式不仅限于此。
24.参见图1-图5,本实施例的移动互换式cnc工作台,包括两个用于安装定位石墨工
件的移动座1、两个互换驱动机构以及支撑台;所述支撑台设置在机床外,所述两个移动座1沿横向方向排列设置,所述两个互换驱动机构与所述两个移动座1一一对应连接设置,在互换驱动机构的驱动下,对应连接的移动座1沿纵向方向在机床的加工工位和所述支撑台之间移动。
25.参见图1-图3,所述互换驱动机构包括电机2、减速箱和齿轮齿条传动机构,所述齿轮齿条传动机构包括主动齿轮10和传动齿条9,所述传动齿条9设置在移动座1的一侧,所述主动齿轮10与所述电机2的主轴连接。本实施例中,所述主动齿轮10与传动齿条9之间设有中间传动组件,该中间传动组件包括两个中间齿轮8和中间轴7,两个中间齿轮8设置在中间轴7的两端,其中一个中间齿轮8与所述传动齿条9连接,另一个中间齿轮8与所述主动齿轮10连接,所述中间传动组件通过安装板固定连接在基座3上。采用电机2和齿轮齿条传动机构实现对移动座1的驱动,便于控制,通过电机2的正反转即可实现移动座1的往返移动,并且安装方便。
26.参见图1-图2,机床内设有基座3,所述移动座1设置在所述基座3上,所述基座3向外延伸至机床外部,所述支撑台与所述基座3的外侧对应设置;所述移动座1与所述基座3之间设有导向机构,该导向机构包括导轨5和滑块6,所述导轨5固定设置在所述基座3上,所述滑块6固定设置在所述移动座1的底部,所述滑块6与所述导轨5匹配连接。本实施例中,每个移动座1的底部与基座3之间均设有一组所述导向机构。通过导向机构的设置,有利于提高移动座1移动的稳定性和精度。
27.参见图1-图2,所述支撑台包括两个分离设置的单元台4,两个单元台4沿着移动座1的移动方向排列设置,所述导向机构的导轨5从基座3向外延伸至所述单元台4上。本实施例的单元台4设有两个,且单元台4的高度可调节。这样,通过单独设置的单元台4拼接而成支撑台,以便根据实际情况增加或减少单元台4的数量,以便与移动座1的向外移动的距离配合,减少占用空间,且灵活性好。
28.本实施例中,所述基座3和单元台4上均设有限位传感器,限位传感器与互换驱动机构的电机2电连接,以实现准确控制移动座1的位置,提高精度。
29.参见图1-图2,所述移动座1上设有多条定位安装槽18以及多组定位安装孔19,所述多条定位安装槽18沿横向方向延伸设置,本实施例的定位安装槽18为t型槽。通过定位安装槽18和定位安装孔19的设置,便于对石墨工件进行定位和固定,有利于提高石墨工件的位置精度以及后续的加工精度。
30.参见图1-图2、图4-图5,还包括用于定位移动座1的定位机构;所述定位机构包括定位锁紧块14、固定块15以及用于锁紧或松开所述定位锁紧块14的定位驱动机构,所述定位锁紧块14设置在所述移动座1上,所述固定块15和定位驱动机构均固定设置在加工工位处的基座3上;当移动座1移动至机床的加工工位处时,所述定位驱动机构将所述定位锁紧块14锁紧,促使所述定位锁紧块14紧贴在所述固定块15上,从而完成移动座1的定位。
31.参见图4-图5,所述定位锁紧块14的一端与移动座1连接,另一端向内延伸设置;所述定位锁紧块14上设有镂空槽16,所述定位锁紧块14的内侧设有连通所述镂空槽16和外部的穿梭开口17。本实施例中,所述定位锁紧块14呈框状设置,定位锁紧块14与移动座1的内侧底部固定连接。
32.参见图4-图5,所述定位驱动机构包括定位驱动块13、驱动所述定位驱动块13旋转
的旋转动力源以及驱动所述定位驱动块13沿纵向移动的伸缩动力源;所述定位驱动块13的厚度比所述穿梭开口17小,所述定位驱动块13的宽度比所述穿梭开口17大。初始状态下,所述定位驱动块13处于竖立的姿态;当移动座1移动至机床的加工工位处的过程中,移动座1内侧的定位锁紧块14向内移动,使得所述定位驱动块13穿过所述穿梭开口17伸进定位锁紧块14的镂空槽16中;在互换驱动机构停止驱动移动座1移动后,所述旋转动力源驱动所述定位驱动块13旋转九十度,从竖立姿态旋转为水平姿态,使得定位驱动块13在水平的姿态下与穿梭开口17两侧的封闭位置对应,随后伸缩动力源驱动定位驱动块13向内移动,从而通过定位锁紧块14带动移动座1向内移动,进而使得定位锁紧块14的内侧与固定块15紧贴锁紧,完成移动座1的定位。
33.参见图4-图5,所述旋转动力源和伸缩动力源由一体式旋转伸缩气缸12构成,所述一体式旋转伸缩气缸12通过固定座11固定安装在机床的加工工位的基座3上,所述定位驱动块13与所述一体式旋转伸缩气缸12的动力轴连接。
34.参见图4-图5,本实施例中,所述定位驱动机构设置在基座3的内端,所述固定块15包括两个锁紧螺栓,两个锁紧螺栓安装在所述固定座11上。
35.参见图1-图5,本实施例的移动互换式cnc工作台的工作原理是:
36.首先,互换驱动机构驱动移动座1向外移动,使得两个移动座1均位于机床外的支撑台上,此时在两个移动座1上安装待加工的石墨工件,并进行定位,确保石墨工件的位置精度。接着,在互换驱动机构的驱动下,两个移动座1从支撑台移动至机床的加工工位处,开始对其中一个移动座1上的石墨工件进行加工。当完成一个石墨工件的加工后,机床上的刀具横向移动一个工位,对另一个移动座1上的石墨工件进行加工。此时,完成加工的石墨工件的移动座1,在对应的互换驱动机构的驱动下,从机床的加工工位移动至支撑台上,以便工人对完成加工的石墨工件进行拆卸,并将待加工的石墨工件重新安装在该移动座1上;完成该移动座1上的石墨工件更换后,互换驱动机构驱动该移动座1重新移动至机床的加工工位处,等待下一次的加工。通过两个移动座1的设置,将石墨工件的拆装位置转移至机床外,便于工人操作;与此同时,在对某一个移动座1进行石墨工件的更换时,机床无需停机等待,实现机床的连续式加工,有利于提高加工效率。
37.上述为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述内容的限制,其他的任何未背离本实用新型的精神实质与原理下所做的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1