一种耐火材料等量冷压成型设备及其成型工艺的制作方法
1.本发明涉及耐火材料成型技术领域,具体是一种耐火材料等量冷压成型设备及其成型工艺。
背景技术:
2.耐火砖简称火砖。用耐火黏土或其他耐火原料烧制成的耐火材料。淡黄色或带褐色。主要用于砌冶炼炉,能耐1,580℃—1,770℃的高温。也叫火砖。具有一定形状和尺寸的耐火材料。按制备工艺方法来划分可分为烧成砖、不烧砖、电熔砖(熔铸砖)、耐火隔热砖;按形状和尺寸可分为标准型砖、普通砖、特异型砖等。工艺包括原材料选择、粉料制备、泥料制备、成型和烧结;
3.成型工艺是工作人员使用铲子将原料填入模具内,再通过压机使冲头下压模具内原料,压实后成型,便可得到耐火砖坯料;
4.原料中包括粒度不同的多种材料,虽然铲子具有称量功能,但是,盛放在铲子中的原料易产生中空,每次填入的原料量无法保证相同,进而造成成型坯料密度不同,耐火砖质量降低,出料时,产出的耐火砖坯料不便于计数,致使无法估算出是否能完成订单产值,而且不能对坯料质量作出检测,合格率难以保证。
技术实现要素:
5.本发明实施例的目的在于提供一种耐火材料等量冷压成型设备及其成型工艺,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明实施例提供如下技术方案:
7.一种耐火材料等量冷压成型设备,包括机台、压机和冲头,所述压机固定连接于机台的上表面左侧后端,所述冲头固定连接于压机的输出端,还包括:定量下料机构,固定连接于所述机台的上表面右侧;检测机构,固定连接于所述机台的上表面左端;推出机构,固定连接于所述机台的底端左侧;
8.所述定量下料机构包括:振动组件,固定连接于所述机台的上表面右侧;下料组件,固定连接于所述振动组件的左侧;
9.所述振动组件包括:基座;第一滑套,数量为四个,分别固定连接于所述基座的底端四角;第一滑杆,可上下滑动地插接于所述第一滑套的内腔,且底端与机台的上表面固定连接;弹簧,套接于所述第一滑杆的外壁;振动电机,数量为两个,分别安装于所述基座的上表面前后两侧;支撑板,固定连接于所述基座的上表面左端;第二滑套,数量为两个,分别固定连接于所述支撑板的右侧前后两端;第二滑杆,可左右滑动地插接于所述第二滑套的内腔;第二液压油缸,安装于所述支撑板的右侧中心位置;
10.所述下料组件包括:料斗,固定连接于所述第二滑杆的左端,且右侧与所述第二液压油缸的输出端固定连接,所述料斗的下表面前侧开设有出料口;激光接收传感器,安装于所述料斗的左侧壁底端;电机,安装于所述料斗的底端中心位置;转盘,安装于所述电机的
输出端,所述转盘的上表面沿周向等距开设有存料腔;外罩,固定连接于所述料斗的底端,且外罩套接于转盘的外壁,所述外罩的下表面左侧开设有卸料口。
11.作为本发明进一步的方案:所述出料口、存料腔和卸料口的内径相同。
12.作为本发明进一步的方案:所述外罩的内腔呈圆形。
13.作为本发明进一步的方案:所述检测机构包括:支架,固定连接于所述机台的上表面左端;控制器和扬声器,分别安装于所述支架的前侧上下两端,所述控制器与扬声器、振动电机、第二液压油缸、激光接收传感器和电机电性连接;激光发射传感器,安装于所述支架的右侧壁,且与所述控制器电性连接。
14.作为本发明进一步的方案:所述激光发射传感器与激光接收传感器位于同一水平直线上。
15.作为本发明进一步的方案:所述推出机构包括:模具,固定连接于所述机台的下表面左侧,所述冲头可向下移动插入模具内;计数器,安装于所述模具的前侧,且与所述控制器电性连接;行程开关,安装于所述模具的右侧壁底端,且与所述计数器电性连接;支撑杆,数量为四个,分别固定连接于所述模具的下表面四角;底座,固定连接于所述支撑杆的底端;推块,可上下滑动地插接于所述模具的内腔;挡杆,安装于所述推块的右侧壁底端;第一液压油缸,安装于所述底座的底端中心位置,其与所述控制器电性连接,所述第一液压油缸的输出端与推块的底端固定连接。
16.作为本发明进一步的方案:所述行程开关与挡杆位于同一垂直线上。
17.以上装置的使用方法为:
18.步骤一,将原料存放在料斗内,在振动电机作用下可使基座振动,通过弹簧的弹力支撑,可使第一滑套在第一滑杆上滑动,确保基座的正常振动,在振动作用下,防止原料产生中空,保证密实度;
19.步骤二,原料由出料口进入存料腔内,电机可带动转盘以度进行转动,因此,使四个存料腔能按顺序达到出料口正下方,实现按顺序加料,通过第二滑套与第二滑杆对料斗支撑条件下,第二液压油缸可驱动料斗左移,直至缺料口对准模具,让装有原料的存料腔将原料运送到卸料口,使原料从卸料口流入模具,达到定量填料;
20.步骤三,利用压机驱动冲头多次下压模具内原料,实现耐火砖坯料冷压成型,取出时,通过第一液压油缸驱动推块上移,将坯料从模具内顶出,挡杆上移触发行程开关,行程开关向计数器发送电信号,计数器计数一次;
21.步骤四,坯料顶出后,激光发射传感器向激光接收传感器水平发出激光,如果激光被坯料阻挡,激光接收传感器未接收到激光信号,说明坯料未压实,坯料尺寸与标准量不符,控制器控制扬声器发声报警,便可从推块上取下视为废品,如果光接收传感器可正常接收激光信号,证明坯料已压实,为合格。
22.与现有技术相比,本发明实施例的有益效果是:
23.1、本发明通过第一滑套、第一滑杆和弹簧的配合,可使振动电机带动基座振动,进而通过第二滑套与第二滑杆的配合传导至料斗,使料斗振动,让原料颗粒变得紧密,通过电机可驱动转盘以90度进行转动,实现存料腔的按顺时针切换,实现存料腔的定量装料,在第二液压油缸的驱动下料斗能向左侧移动,直至卸料口移动至模具正上方,存料腔内原料从卸料口进入模具,从而实现定量填料,确保成型坯料密度相同,提高耐火砖质量;
24.2、本发明通过第一液压油缸的驱动可使推块和挡杆上移,推块将成型坯料从模具内顶出,挡杆触发行程开关,计数器计数一次,因此,实现坯料成型后计数,便于估算出订单产值,利于批量生产;
25.3、本发明通过激光发射传感器向激光接收传感器发出激光信号,如果激光被坯料遮挡,说明坯料压实度不足,坯料尺寸与标准件不符,从而实现坯料质量检测,起到筛选作用,保证耐火砖合格率。
附图说明
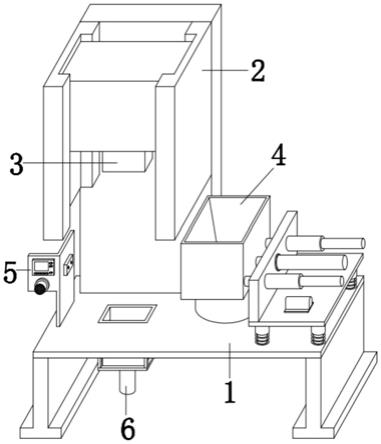
26.图1为本发明结构示意图;
27.图2为本发明定量下料机构结构示意图;
28.图3为本发明下料组件主视剖面图;
29.图4为本发明下料组件左视剖面图;
30.图5为本发明检测机构结构示意图;
31.图6为本发明推出机构结构示意图。
32.图中:1-机台,2-压机,3-冲头,4-定量下料机构,5-检测机构,6-推出机构,41-振动组件,42-下料组件,51-支架,52-控制器,53-扬声器,54-激光发射传感器,61-模具,62-计数器,63-行程开关,64-支撑杆,65-底座,66-推块,67-挡杆,68-第一液压油缸,411-基座,412-第一滑套,413-第一滑杆,414-弹簧,415-振动电机,416-支撑板,417-第二滑套,418-第二滑杆,419-第二液压油缸,421-料斗,422-出料口,423-激光接收传感器,424-电机,425-转盘,426-存料腔,427-外罩,428-卸料口。
具体实施方式
33.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
34.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
35.请参阅图1-4,本发明实施例中,一种耐火材料等量冷压成型设备,包括机台1、压机2和冲头3,压机2固定连接于机台1的上表面左侧后端,利用压机2推动冲头3下移,进而使冲头3冲击模具61内原料,冲头3固定连接于压机2的输出端,还包括定量下料机构4、检测机构5和推出机构6,定量下料机构4固定连接于机台1的上表面右侧,检测机构5固定连接于机台1的上表面左端,推出机构6固定连接于机台1的底端左侧;
36.定量下料机构4包括振动组件41和下料组件42,振动组件41固定连接于机台1的上表面右侧,下料组件42固定连接于振动组件41的左侧;
37.振动组件41包括基座411、第一滑套412、第一滑杆413、弹簧414、振动电机415、支撑板416、第二滑套417、第二滑杆418和第二液压油缸419,第一滑套412数量为四个,分别固定连接于基座411的底端四角,通过第一滑套412与第一滑杆413的配合可使基座411具有一定的活动空间,使基座411具备振动能力,第一滑杆413可上下滑动地插接于第一滑套412的内腔,且底端与机台1的上表面固定连接,弹簧414套接于第一滑杆413的外壁,弹簧414为旋转弹簧,受到拉伸或挤压后产生弹性形变,去除外力后恢复至初始状态,利用弹簧414的弹
力对基座411支撑,振动电机415数量为两个,分别安装于基座411的上表面前后两侧,用于驱动基座411振动,支撑板416固定连接于基座411的上表面左端,第二滑套417数量为两个,分别固定连接于支撑板416的右侧前后两端,通过第二滑套417与第二滑杆418的配合对料斗421支撑,使料斗421具备水平左右移动的能力,第二滑杆418可左右滑动地插接于第二滑套417的内腔,第二液压油缸419安装于支撑板416的右侧中心位置;
38.下料组件42包括料斗421、出料口422、激光接收传感器423、电机424、转盘425、存料腔426、外罩427和卸料口428,料斗421固定连接于第二滑杆418的左端,且右侧与第二液压油缸419的输出端固定连接,用于存放原料,通过料斗421振动,可使原料颗粒间紧凑,增强原料密度,料斗421的下表面前侧开设有出料口422,激光接收传感器423安装于料斗421的左侧壁底端,电机424安装于料斗421的底端中心位置,用于驱动转盘425以90度进行旋转,转盘425安装于电机424的输出端,转盘425的上表面沿周向等距开设有存料腔426,外罩427固定连接于料斗421的底端,且外罩427套接于转盘425的外壁,外罩427的内腔呈圆形,对转盘425起到限位作用,提高转盘425旋转的稳定性,外罩427的下表面左侧开设有卸料口428。
39.进一步的,出料口422、存料腔426和卸料口428的内径相同,当存料腔426与出料口422连通时,可使料斗421内原料重力作用在存料腔426,保证存料腔426内原料密实度,当存料腔426与卸料口428连通时,确保存料腔426内原料可全部流出。
40.进一步的,如图5所示,检测机构5包括支架51、控制器52、扬声器53和激光发射传感器54,支架51固定连接于机台1的上表面左端,控制器52和扬声器53分别安装于支架51的前侧上下两端,利用扬声器53发声报警,以提醒工作人员坯料未达标,控制器52与扬声器53、振动电机415、第二液压油缸419、激光接收传感器423和电机424电性连接,激光发射传感器54安装于支架51的右侧壁,且与控制器52电性连接,通过激光发射传感器54水平发出激光,起到高度限定,用于坯料高度检测。
41.进一步的,激光发射传感器54与激光接收传感器523位于同一水平直线上,确保激光可被激光接收传感器523接收到。
42.进一步的,如图6所示,推出机构6包括模具61、计数器62、行程开关63、支撑杆64、底座65、挡杆67和第一液压油缸68,模具61固定连接于机台1的下表面左侧,冲头3可向下移动插入模具61内,计数器62安装于模具61的前侧,且与控制器52电性连接,用于统计坯料数量,行程开关63安装于模具61的右侧壁底端,且与计数器62电性连接,行程开关63向计数器62发送电信号的触点,以此实现计数器62计数的目的,支撑杆64数量为四个,分别固定连接于模具61的下表面四角,底座65固定连接于支撑杆64的底端,底座65用于推块66的支撑,阻挡冲头3带来的冲击力,推块66可上下滑动地插接于模具61的内腔,通过推块66向上移动可将坯料从模具61内顶出,挡杆67安装于推块66的右侧壁底端,第一液压油缸68安装于底座65的底端中心位置,其与控制器52电性连接,第一液压油缸68的输出端与推块66的底端固定连接。
43.进一步的,行程开关63与挡杆67位于同一垂直线上,确保挡杆67向上移动时能触碰到行程开关63。
44.工作原理:
45.步骤一,将原料存放在料斗421内,在振动电机415作用下可使基座411振动,通过
弹簧414的弹力支撑,可使第一滑套412在第一滑杆413上滑动,确保基座411的正常振动,在振动作用下,防止原料产生中空,保证密实度;
46.步骤二,原料由出料口422进入存料腔426内,电机424可带动转盘425以90度进行转动,因此,使四个存料腔426能按顺序达到出料口422正下方,实现按顺序加料,通过第二滑套417与第二滑杆418对料斗421支撑条件下,第二液压油缸419可驱动料斗421左移,直至缺料口428对准模具61,让装有原料的存料腔426将原料运送到卸料口428,使原料从卸料口428流入模具,达到定量填料;
47.步骤三,利用压机驱动冲头3多次下压模具61内原料,实现耐火砖坯料冷压成型,取出时,通过第一液压油缸68驱动推块66上移,将坯料从模具61内顶出,挡杆67上移触发行程开关63,行程开关63向计数器62发送电信号,计数器62计数一次;
48.步骤四,坯料顶出后,激光发射传感器54向激光接收传感器423水平发出激光,如果激光被坯料阻挡,激光接收传感器423未接收到激光信号,说明坯料未压实,坯料尺寸与标准量不符,控制器52控制扬声器53发声报警,便可从推块66上取下视为废品,如果光接收传感器423可正常接收激光信号,证明坯料已压实,为合格;
49.本发明通过让原料振动可使原料中不会产生中空,保证原料密实度,进而实现定量填料,节省人力的同时,保证坯料成型质量,而且能对坯料计数,便于推算出产值,另外,具备坯料检测功能,防止不合格品混入,保证耐火砖批量生产的合格率。
50.以上的仅是本发明的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1