蜂窝陶瓷湿坯卧式自动切割机的制作方法
1.本发明涉及的是一种蜂窝陶瓷湿坯卧式自动切割机,适用于蜂窝陶瓷成型机挤出湿坯料自动切割成蜂窝陶瓷湿坯件以及传送蜂窝陶瓷湿坯件。
背景技术:
2.蜂窝陶瓷是一种多孔性的工业用陶瓷,内部由薄壁分割成三角、四方或六角形平行通道,比表面积大,排气阻力小,是当前净化汽车尾气三元催化剂的理想载体和主流产品,截面形状大多为圆形,也有椭圆形或跑道形等。
3.蜂窝陶瓷坯料生产主要是通过蜂窝陶瓷成型机挤出成型,经挤压成型后的蜂窝陶瓷材料,为蜂窝陶瓷湿坯材料。蜂窝陶瓷湿坯材料在进行干燥定型前,需要切割成多段以形成所需的长度,蜂窝陶瓷湿坯材料传输、切割、传送过程中容易变形、损坏,影响产品质量。另外,目前蜂窝陶瓷切割机,生产效率较低,满足不了工业自动化生产需要。
技术实现要素:
4.本发明目的是针对上述不足之处提供一种蜂窝陶瓷湿坯卧式自动切割机,蜂窝陶瓷湿坯卧式自动切割机具有机架、蜂窝陶瓷坯件切割装置、蜂窝陶瓷坯件气浮式传送装置和小型机器人移载装置,能将蜂窝陶瓷成型机挤压型后的蜂窝陶瓷湿坯材料,挤出到蜂窝陶瓷坯件气浮式传送装置上,经蜂窝陶瓷坯件切割装置切割成设定长度的蜂窝陶瓷坯件,经v形气浮式传送导轨以及同步带传送;小型机器人移载装置的机械手上的真空吸盘吸取蜂窝陶瓷坯件,转送到下道工序烘干处理。蜂窝陶瓷湿坯卧式自动切割机切割效率高,由于采用蜂窝陶瓷坯件气浮式传送装置传送蜂窝陶瓷湿坯,可以保护湿坯的形状不会变形,传送过程中蜂窝陶瓷湿坯件不会损坏,确保产品合格率,可以规模化大批量自动切割、输送蜂窝陶瓷坯件,生产效率高,能满足蜂窝陶瓷坯件工业自动生产需要。
5.蜂窝陶瓷湿坯卧式自动切割机是采用以下技术方案实现:蜂窝陶瓷湿坯卧式切割机包括机架、蜂窝陶瓷坯件切割装置、蜂窝陶瓷坯件气浮式传送装置和小型机器人移载装置。
6.所述的机架上部设置有工作台,蜂窝陶瓷坯件切割装置安装在工作台上,用于切割蜂窝陶瓷湿坯材料,蜂窝陶瓷坯件气浮式传送装置安装在蜂窝陶瓷坯件切割装置一侧工作台上,陶瓷坯件气浮式传送装置的输入端与蜂窝陶瓷挤出机出料口相连,陶瓷坯件气浮式传送装置进行气浮式传送,经蜂窝陶瓷坯件切割装置切割成蜂窝陶瓷湿坯件,小型机器人移载装置安装在陶瓷坯件气浮式传送装置的蜂窝陶瓷湿坯件输出端工作台上,小型机器人移载装置通过机械手移载蜂窝陶瓷湿坯件到下道工序。
7.所述的机架下部设置有电气控制箱,电气控制箱装有电气控制开关,交流接触器、继电器、plc可编程控制器、伺服电机控制器、电机控制器等电气控制器件。电气控制箱一侧装有冷却风扇,用于电气控制箱冷却散热。
8.所述的机架下部装有福马脚轮,便于蜂窝陶瓷湿坯卧式自动切割移动装置。
9.所述的机架的工作台一侧装有人机交互触摸屏,用于蜂窝陶瓷湿坯卧式自动切割机操作控制、工作状态显示等。人机交互触摸屏上方装有报警灯,出现故障时报警。
10.所述的蜂窝陶瓷坯件切割装置包括切割装置安装板、安装板固定座、进料方向移动电缸模组、电缸滑块、进料方向导轨、导轨滑块、导轨安装座、切割方向移动电缸模组、固定板、电机连接板、放丝电机、放丝电机安装板、放丝电机移动导轨、放丝电机滑块、收丝电机、收丝电机安装板、收丝电机滑块、切割轮支架杆、切割丝、切割丝过丝轮、切割丝绕丝轮、收线电机移动导轨和断丝检测机构。
11.所述的进料方向移动电缸模组、切割方向移动电缸模组设置有直线导轨、丝杆、螺母、伺服电机。
12.所述进料方向移动电缸模组安装在蜂窝陶瓷坯件气浮式传送装置一侧的工作台上,进料方向导轨通过导轨安装座平行安装在进料方向移动电缸模组一侧,切割装置安装板安装在安装板固定座上部,安装板固定座一端通过电缸滑块安装在进料方向移动电缸模组的直线导轨上,安装板固定座另一端通过导轨滑块安装在进料方向导轨上。所述的导轨固定座两侧装有加强板,用于加强切割装置安装板与安装板固定座之间连接固定。
13.所述的切割装置安装板上设置有两个电机滑动槽,切割方向移动电缸模组安装在切割装置安装板一侧,放线电机移动导轨和收线电机移动导轨分别安装在切割方向移动电缸模组上下两侧,电机固定板通过滑块安装在切割方向移动电缸模组的移动导轨上。放丝电机安装板连接固定在电机固定板上部,放丝电机安装在放丝电机安装板上,放丝电机卡装在电机滑动槽内,放线电机安装板底部通过 放丝电机滑块安装在放丝电机移动导轨上。
14.收丝电机安装板固定连接在电机固定板上部,收丝电机安装在收丝电机安装板上,收丝电机卡装在电机滑动槽内,收丝电机安装板底部通过收丝电机滑块安装在收丝电机移动导轨上。
15.切割方向移动电缸模组工作时,通过电机固定板、滑块,带动放丝电机、收丝电机分别沿放丝电机移动导轨、收丝电机移动导轨滑动,带动放丝电机、收丝电机沿电机滑动槽滑动,按设置要求切割丝切割蜂窝陶瓷坯件。
16.所述的切割轮支架杆连接板通过滑动导轨、滑块安装在切割装置安装板另一侧,切割轮支架杆连接板两侧,通过安装在电机滑动槽内的电机连接板与设置在切割装置安装板另一侧的电机固定支架相连。
17.两根切割轮支架杆分别安装在切割轮支架杆连接板上,切割轮支架杆前端部安装有切割丝过丝轮,两个切割丝绕丝轮分别安装在切割轮支架杆连接板两侧,通过电机滑动槽与放丝电机输出轴、收丝电机输出轴相连。
18.两组断丝检测机构分别安装在两根切割轮支架杆两侧,装有断丝传感器、断丝感应片,进行断丝检测,通过plc可编程控制器控制切割丝放丝电机、收丝电机运转。
19.所述的断丝检测机构设置有过丝轮支架,过丝轮支架上部装有切割丝过渡轮,过丝轮支架中部设置有两根滑动轴,直线轴承座通过直线轴承套装在两根滑动轴上,直线轴承座上装有切割丝张紧轮,滑动轴上套装有弹簧。过丝轮支架一侧装有断丝传感器,靠近断丝传感器一侧直线轴承座上装有断丝感应片。所述的切割丝中部套装在两切割轮支架杆前端部切割丝过丝轮上,两端分别穿过断丝检测机构,分别捲绕在安装在切割轮支架杆连接板后部两侧的切割丝绕丝电机输出轴端部装有的切割丝绕丝轮上。
20.所述的蜂窝陶瓷坯件切割装置配套蜂窝陶瓷湿坯卧式切割机工作时,在plc可编程控制器控制下,进料方向移动电缸模组运转带动切割装置安装板以及安装切割装置安装板上的切割轮支架杆、切割丝、放丝电机、收丝电机、断丝检测机构等切割机构沿进料方向移动,按设计需要调节好需切割蜂窝陶瓷坯件长度。
21.启动切割方向移动电缸模组,通过电机固定板、滑块,带动放丝电机、收线电机分别沿放丝电机移动导轨、收丝电机移动导轨滑动,带动放丝电机、收丝电机沿电机滑动槽滑动,使切割轮支架杆前端切割丝过线轮上的切割丝,靠近蜂窝陶瓷坯件气浮式传送装置的切割间隙处,同时启动放丝电机、收丝电机,带动切割丝高速移动,切割丝按设计要求切割蜂窝陶瓷挤出机挤出、挤压成型后的蜂窝陶瓷湿坯材料,将蜂窝陶瓷湿坯材料切割成设定长度蜂窝陶瓷坯件。
22.若切割丝在切割过程中断线,绕在切割丝张紧轮上的切割丝由于断丝失去向上拉力,直线轴承座连同一侧安装的断线感应片一起落下进入断丝传感器上的感应槽口,断丝感应传感器将断丝信号传输给plc可编程控制器,在plc可控制编程控制下切割丝放丝电机、收丝电机停止运转,经修复断丝故障后才恢复正常工作状态。
23.所述的蜂窝陶瓷坯件气浮式传送装置包括v形气浮式测速机构和v形气浮式传送机构。
24.v形气浮式测速机构包括v形气浮式测速导轨组件、编码器、测速轮、测速导轨支撑座。
25.v形气浮式测速导轨组件具有v形气浮式测速导轨,v形气浮式测速导轨两侧设置有气室,气室上部装有气室盖板,气室盖板上设有多个出气孔,用于将气室内压缩空气喷出,在蜂窝陶瓷坯件表面与v形气浮式导轨之间形成浮动气压力层,便于蜂窝陶瓷坯件料气浮测速传送,保证蜂窝陶瓷湿坯件不变形,不损伤。
26.所述的v形气浮式测速导轨组件通过测速导轨支撑座安装在工作台上,编码器通过编码器安装架安装在v形气浮式测速导轨一侧的工作台上,可以调节安装位置和升降高度,编码器装有测速轮,测速时,测速轮靠在蜂窝陶瓷湿坯件上,编码器与plc可编程控制器相连,用于检测蜂窝陶瓷湿坯件传送速度。
27.所述的v形气浮式传送机构包括v形气浮式传送导轨组件、传送导轨支撑座、蜂窝陶瓷坯件传送机构和蜂窝陶瓷坯件传送检测机构。
28.v形气浮式传送导轨组件坯件进口端与v形气浮式测速导轨坯件进口端相对应,之间留有切割丝切割间隙。v形气浮式传送导轨组件通过传送导轨支撑座安装在工作台上,v形气浮式传送导轨组件具有v形气浮式传送导轨,v形气浮式传送导轨两侧设置有气室,气室上部装有气室盖板,气室盖板上设有多个出气孔,用于将气室内压缩空气喷出,在蜂窝陶瓷坯件表面与v形气浮式导轨之间形成浮动气压力层,便于蜂窝陶瓷湿坯件气浮式传送,减少传送阻力,保证蜂窝陶瓷湿坯件不变形,不损伤。气室设有气室进气口,装有进气接头,气室内设置有气室盖板固定柱,采用螺钉安装固定气室盖板。
29.所述的蜂窝陶瓷坯件传送机构安装在v形气浮式传送导轨一侧,蜂窝陶瓷坯件传送机构包括多个传送同步轮,同步带轮、传送同步带、同步带张紧轮、传动电机、电机传动带、电机传动带轮、电机安装板、电机安装板安装座。
30.传送同步轮与同步带轮为双连同步轮,多个传送同步轮与同步带轮安装在电机安
装板上部,传送同步带轮紧靠在v形气浮式传送导轨上部,用于传送切割好的蜂窝陶瓷湿坯件。两同步带轮之间装有传送同步带,在同步带下侧装有同步带张紧轮,用于张紧传送同步带,传送电机安装在电机安装在电机安装板下部,传动电机输出轴上装有电机同步轮,电机同步轮通过电机传动带传动同步带轮,来传动传送同步带轮传送蜂窝陶瓷湿坯件。
31.所述蜂窝陶瓷坯件传送检测机构安装在v形气浮式传送导轨另一侧。所述的蜂窝陶瓷坯件传送检测机构包括检测调节切割坯件长度光电传感器、光电传感器安装滑块、滑动导轨、导轨安装板、安装座和位置检测光电传感器。
32.导轨安装板通过安装座安装在工作台上,滑动导轨安装在导轨安装板上,与v形气浮式传送导轨平行,检测调节切割坯件长度光电传感器通过光电传感器安装滑块安装在滑动导轨上,检测调节切割坯件长度光电传感器与plc可编程控制器相连,通过plc可编程控制器能检测、调节控制蜂窝陶瓷坯件产品的切割长度。
33.所述的位置检测光电传感器安装在v形气浮式传送导轨坯件出口端,与plc可编程控制器相连用于检测蜂窝陶瓷坯件传送是否到位。
34.所述的小型机器人移载装置安装在蜂窝陶瓷坯件气浮式传送装置坯件输出端。所述的小型机器人移载装置包括小型机器人安装架、机械臂、机械臂迴转传动电机、机械手升降传动电机、机械手升降传动轴、机械手、机械手迴转传动电机、真空吸盘、真空发生器、v形托板、v形托板固定板、迴转气缸、机械手安装箱架、吸盘固定板和机箱。小型机器人安装架安装在工作台上,靠近气浮式传送装置的v形气浮式传送导轨坯件出口端。机箱安装在小型机器人安装架上,机械臂迴转传动电机安装在机箱底部,机械臂安装在机械迴转传动电机输出轴上,机械臂前部装有机械手安装箱架,机械手迴转传动电机、机械手升降传动电机和机械手升降传动轴安装在机械手安装箱架内,机械手安装在机械手升降传动轴下端,机械手上装有吸盘固定板,真空吸盘安装在吸盘固定板上,在吸盘固定板一侧装有v形托板安装板,v形托板安装板上装有迴转气缸,v形托板安装在v形托板安装板上,通过迴转气缸控制,能迴转到真空吸盘下部,托扶真空吸盘,吸取蜂窝陶瓷湿坯件,以防滑落。所述的v形托板内衬海绵垫,防止蜂窝陶瓷湿坯件损坏。
35.真空发生器安装在机械手安装箱架一侧,真空发生器通过真空管与真空吸盘相连,使真空吸盘产生真空,吸取蜂窝陶瓷坯件,当真空吸盘吸取蜂窝陶瓷坯件气浮式传送装置的v形气浮式传送导轨上切割好陶瓷湿坯件后,机械手升降传动轴上升,迴转气缸旋转,带动v形托板到蜂窝陶瓷坯件下部,v形托板内衬海绵垫托住蜂窝陶瓷湿坯件,机械臂转动将蜂窝陶瓷湿坯件传送到下道工序,进行烘干处理。
36.工作原理一种蜂窝陶瓷湿坯卧式自动切割机,蜂窝陶瓷湿坯卧式自动切割机具有机架、蜂窝陶瓷坯件切割装置、蜂窝陶瓷坯件气浮式传送装置和小型机器人移载装置,蜂窝陶瓷湿坯卧式自动切割机使用时,安装在蜂窝陶瓷成型机的蜂窝陶瓷湿坯材料挤出端,能将蜂窝陶瓷成型机挤压型后的蜂窝陶瓷湿坯材料,挤出到蜂窝陶瓷坯件气浮式传送装置上,经蜂窝陶瓷坯件切割装置切割成设定长度的蜂窝陶瓷坯件,经v形气浮式传送导轨气浮式传送;小型机器人移载装置的机械手上的真空吸盘吸取蜂窝陶瓷湿坯件,转送到下道工序烘干处理。
37.蜂窝陶瓷湿坯卧式自动切割机设计合理,结构紧凑,由于蜂窝陶瓷湿坯卧式自动
切割机具有机架、蜂窝陶瓷坯件切割装置、蜂窝陶瓷坯件气浮式传送装置和小型机器人移载装置,蜂窝陶瓷湿坯件卧式自动切割、传送效率高。由于采用蜂窝陶瓷坯件气浮式传送装置进行气浮式传送蜂窝陶瓷湿坯,可以保护湿坯的形状不会变形,不会损坏。
38.小型机器人移载装置的机械手安装在机械手升降传动轴下端,机械手上装有吸盘固定板,真空吸盘安装在吸盘固定板上,在吸盘固定板一侧装有v形托板安装板,v形托板安装板上装有迴转气缸,v形托板安装在v形托板安装板上,通过迴转气缸控制,能迴转到真空吸盘下部,托扶真空吸盘,吸取蜂窝陶瓷湿坯坯件,以防滑落,转送到下道工序烘干处理移载转送方便,灵活不受位置限定。所述的v形托板内衬海绵垫,防止蜂窝陶瓷坯件损坏。
39.所述蜂窝陶瓷坯件传送检测机构的检测调节切割坯件长度光电传感器通过光电传感器安装滑块安装在滑动导轨上,检测调节切割坯件长度光电传感器与plc可编程控制器相连,通过plc可编程控制器能检测、调节控制蜂窝陶瓷坯件产品的切割长度。
40.蜂窝陶瓷坯件切割长度调节传送装置的光电传感器安装在滑块上部,光电传感器与plc可编程控制器相连,通过调节光电传感器在滑动轨道位置,传感检测蜂窝陶瓷湿坯件传送距离,可以按设计要求方便调节蜂窝陶瓷湿坯件切割长度。
41.蜂窝陶瓷湿坯卧式自动切割机在自动切割、传送过程中,蜂窝陶瓷湿坯件不会损坏,确保产品合格率,可以规模化大批量自动切割、输送蜂窝陶瓷湿坯件,生产效率高,能满足蜂窝陶瓷湿坯件工业自动化生产需要。
附图说明
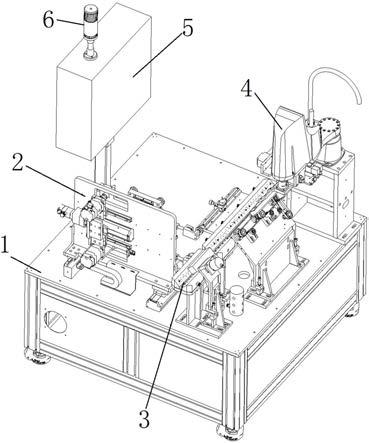
42.以下将结合附图对本发明作进一步说明:图1是蜂窝陶瓷湿坯卧式自动切割机示意图。
43.图2是蜂窝陶瓷湿坯卧式自动切割机的机架结构图。
44.图3是蜂窝陶瓷湿坯卧式自动切割机的蜂窝陶瓷坯件切割装置结构示意图1。
45.图4是蜂窝陶瓷湿坯卧式自动切割机的蜂窝陶瓷坯件切割装置结构示意图2。
46.图5是蜂窝陶瓷湿坯卧式自动切割机的蜂窝陶瓷坯件气浮式传送装置结构示意图1。
47.图6是蜂窝陶瓷湿坯卧式自动切割机的蜂窝陶瓷坯件气浮式传送装置结构示意图2。
48.图7是蜂窝陶瓷湿坯卧式自动切割机的蜂窝陶瓷坯件气浮式传送装置的v形气浮式传送导轨结构示意图。
49.图8是蜂窝陶瓷湿坯卧式自动切割机的小型机器人移载装置结构示意图。
50.图中:1、机架,2、蜂窝陶瓷坯件切割装置,3、蜂窝陶瓷坯件气浮式传送装置,4、小型机器人移载装置,5、人机交互触摸屏,6、报警灯,7、蜂窝陶瓷湿坯件;1-1、工作台,1-2、电气控制箱,1-3、冷却风扇,1-4、福马脚轮;2-1、切割装置安装板,2-2、安装板固定座,2-3、进料方向移动电缸模组,2-4、电缸滑块,2-5、进料方向导轨,2-6、导轨滑块,2-7、导轨安装座,2-8、切割方向移动电缸模组,2-9、固定板,2-10、电机连接板,2-11、放丝电机,2-12、放丝电机安装板,2-13、放丝电机移动导轨,2-14、放丝电机滑块,2-15、收丝电机,2-16、收丝电机安装板,2-17、收丝电机滑块,2-18、切割轮支架杆,2-19、切割丝,2-20、切割丝过丝轮,2-21、切割丝绕丝轮,2-22、收丝电机
移动导轨,2-23、切割轮支架杆连接板,2-24、电机滑动槽,2-25、滑动导轨,2-26、断丝检测机构,2-27、过丝轮支架,2-28、切割丝过渡轮,2-29、滑动轴,2-30、切割丝张紧轮,2-31、弹簧,2-32、加强板;3-1、v形气浮式测速机构,3-2、v形气浮式传送机构;3-1-1、v形气浮式侧速导轨组件,3-1-2、编码器,3-1-3、测速轮测速导轨支撑座;3-1-2-1、测速轮;3-1-1-1、v形气浮式测速导轨,3-1-1-2、v形气浮式测速导轨,3-1-1-2、气室,3-1-1-3、气室盖板,3-1-1-4、出气孔,3-1-1-5、气室盖板固定柱,3-1-1-6、进气口,3-1-1-7、进气接头;3-2-1、v形气浮式传送导轨组件,3-2-2、传送导轨支撑座,3-2-3、蜂窝陶瓷坯件传送机构,3-2-4、蜂窝陶瓷坯件传送检测机构;3-2-1-1、v形气浮式传送导轨;3-2-3-1、多个传送同步轮,3-2-3-2、同步带轮,3-2-3-3、传送同步带,3-2-3-4、同步带张紧轮,3-2-3-5、传动电机,3-2-3-6、电机传动带,3-2-3-7、电机传动带轮,3-2-3-8、电机安装板,3-2-3-9、电机安装板安装座;3-2-4-1、检测调节切割坯件长度光电传感器,3-2-4-2、光电传感器安装滑块,3-2-4-3、滑动导轨,3-2-4-4、导轨安装板,3-2-4-5、安装座,3-2-4-6、位置检测光电传感器;3-2-4-1、检测调节切割坯件长度光电传感器,3-2-4-2、光电传感器安装滑块,3-2-4-3、滑动导轨,3-2-4-4、导轨安装板,3-2-4-5、安装座,3-2-4-6、位置检测光电传感器;4-1、小型机器人安装架机箱,4-2、机械臂,4-3、机械臂迴转传动电机,4-4、机械手升降传动电机,4-5、机械手升降传动轴,4-6、机械手,4-7、机械手迴转传动电机,4-8、真空吸盘,4-9、真空发生器,4-10、v形托板,4-11、v形托板固定板,4-12、迴转气缸,4-13、机械手安装箱架。
具体实施方式
51.参照附图1-8,蜂窝陶瓷湿坯卧式切割机包括机架1、蜂窝陶瓷坯件切割装置2、蜂窝陶瓷坯件气浮式传送装置3和小型机器人移载装置4。
52.所述的机架1上部设置有工作台1-1,蜂窝陶瓷坯件切割装置2安装在工作台1-1上,用于切割蜂窝陶瓷湿坯材料,蜂窝陶瓷坯件气浮式传送装置3安装在蜂窝陶瓷坯件切割装置2一侧工作台1-1上,陶瓷坯件气浮式传送装置3的输入端与蜂窝陶瓷挤出机出料口相连,陶瓷坯件气浮式传送装置3进行气浮式传送,经蜂窝陶瓷坯件切割装置2切割成蜂窝陶瓷湿坯件,小型机器人移载装置4安装在陶瓷坯件气浮式传送装置3的蜂窝陶瓷湿坯件输出端工作台1-1上,小型机器人移载装置4通过机械手移载蜂窝陶瓷湿坯件到下道工序。
53.所述的机架1下部设置有电气控制箱1-2,电气控制箱1-2装有电气控制开关,交流接触器、继电器、plc可编程控制器、伺服电机控制器、电机控制器等电气控制器件。电气控制箱1-2一侧装有冷却风扇1-3,用于电气控制箱冷却散热。
54.所述的机架1下部装有福马脚轮1-4,便于蜂窝陶瓷湿坯卧式自动切割移动装置。
55.所述的机架1的工作台1-1一侧装有人机交互触摸屏5,用于蜂窝陶瓷湿坯卧式自动切割机操作控制、工作状态显示等。人机交互触摸屏上方装有报警灯6,出现故障时报警。
56.所述的蜂窝陶瓷坯件切割装置2包括切割装置安装板2-1、安装板固定座2-2、进料
方向移动电缸模组2-3、电缸滑块2-4、进料方向导轨2-5、导轨滑块2-6、导轨安装座2-7、切割方向移动电缸模组2-8、固定板2-9、电机连接板2-10、放丝电机2-11、放丝电机安装板2-12、放丝电机移动导轨2-13、放丝电机滑块2-14、收丝电机2-15、收丝电机安装板2-16、收丝电机滑块2-17、切割轮支架杆2-18、切割丝2-19、切割丝过丝轮2-20、切割丝绕丝轮2-21、收丝电机移动导轨2-22、切割轮支架杆连接板2-23、电机滑动槽2-24、滑动导轨2-25和断丝检测机构2-26。
57.所述的进料方向移动电缸模组2-3、切割方向移动电缸模组2-8设置有直线导轨、丝杆、螺母、伺服电机。
58.所述进料方向移动电缸模组2-3安装在蜂窝陶瓷坯件气浮式传送装置3一侧的工作台1-1上,进料方向导轨2-5通过导轨安装座2-7平行安装在进料方向移动电缸模组2-3一侧,切割装置安装板2-1安装在安装板固定座2-2上部,安装板固定座2-2一端通过电缸滑块2-4安装在进料方向移动电缸模组2-3的直线导轨上,安装板固定座2-2另一端通过导轨滑块2-6安装在进料方向导轨2-5上。所述的导轨固定座2-1两侧装有加强板2-32,用于加强切割装置安装板2-1与安装板固定座2-2之间连接固定。
59.所述的切割装置安装板2-1上设置有两个电机滑动槽2-24,切割方向移动电缸模组2-3安装在切割装置安装板2-1一侧,放丝电机移动导轨2-13和收线电机移动导轨2-22分别安装在切割方向移动电缸模组2-8上下两侧,电机固定板2-9通过滑块安装在切割方向移动电缸模组2-8的移动导轨上。放丝电机安装板2-12连接固定在电机固定板2-9上部,放丝电机2-11安装在放丝电机安装板2-12上,放丝电机2-11卡装在电机滑动槽2-24内,放丝线电机安装板2-12底部通过放丝电机滑块2-14安装在放丝电机移动导轨2-13上。
60.收丝电机安装板2-16固定连接在电机固定板2-9上部,收丝电机2-15安装在收丝电机安装板2-16上,收丝电机2-15卡装在电机滑动槽2-24内,收丝电机安装板2-16底部通过收丝电机滑块2-17安装在收丝电机移动导轨2-22上。
61.切割方向移动电缸模组2-8工作时,通过电机固定板2-9、滑块,带动放丝电机2-11、收线电机2-15分别沿放丝电机移动导轨2-13、收丝电机移动导轨-22滑动,带动放丝电机2-11、收丝电机2-15沿电机滑动槽2-24滑动,按设置要求切割丝切割蜂窝陶瓷坯件。
62.所述的切割轮支架杆连接板2-23通过滑动导轨2-25、滑块安装在切割装置安装板2-1另一侧,切割轮支架杆连接板2-23两侧,通过安装在电机滑动槽2-24内的电机连接板2-10与设置在切割装置安装板2-1另一侧的电机固定支架2-10相连。
63.两根切割轮支架杆2-18分别安装在切割轮支架杆连接板2-23上,切割轮支架杆2-18前端部安装有切割丝过丝轮2-20,两个切割丝绕丝轮2-20分别安装在切割轮支架杆连接板2-23两侧,通过电机滑动槽2-24与放丝电机输出轴、收丝电机输出轴相连。
64.两组断丝检测机构2-26分别安装在两根切割轮支架杆2-18两侧,装有断丝传感器、断丝感应片,进行断丝检测,通过plc可编程控制器控制切割丝放丝电机、收丝电机运转。
65.所述的断线检测机构2-26设置有过丝轮支架2-27,过丝轮支架2-27上部装有切割丝过渡轮2-28,过丝轮支架2-28中部设置有两根滑动轴2-29,直线轴承座通过直线轴承套装在两根滑动轴2-29上,直线轴承座上装有切割丝张紧轮2-30,滑动轴2-29上套装有弹簧2-31。过丝轮支架2-28一侧装有断线传感器,靠近断线传感器一侧直线轴承座上装有断线
感应片。所述的切割丝2-19中部套装在两切割轮支架杆2-18前端部切割丝过线轮2-20上,两端分别穿过断线检测机构,分别捲绕在安装在切割轮支架杆连接板2-23后部两侧的切割丝放丝电机、收丝电机输出轴端部装有的切割丝绕线轮2-21上。
66.所述的蜂窝陶瓷坯件切割装置配套蜂窝陶瓷湿坯卧式切割机工作时,在plc可编程控制器控制下,进料方向移动电缸模组2-3运转带动切割装置安装板2-1以及安装切割装置安装板2-1上的切割轮支架杆2-18、切割丝2-19、放丝电机2-11、收丝电机2-15、断丝检测机构2-26等切割机构沿进料方向移动,按设计需要调节好需切割蜂窝陶瓷坯件长度。
67.启动切割方向移动电缸模组2-8,通过电机固定板2-9、滑块,带动放丝电机2-11、收丝电机2-15分别沿放丝电机移动导轨2-13、收丝电机移动导轨2-22滑动,带动放丝电机2-11、收丝电机2-15沿电机滑动槽2-24滑动,使切割轮支架杆2-18前端切割丝过丝轮2-20上的切割丝2-19,靠近蜂窝陶瓷坯件气浮式传送装置3的切割间隙处,同时启动放丝电机2-11、收丝电机2-15,带动切割丝2-19高速移动,切割丝2-19按设计要求切割蜂窝陶瓷挤出机挤出、挤压成型后的蜂窝陶瓷湿坯材料,将蜂窝陶瓷湿坯材料切割成设定长度蜂窝陶瓷坯件。
68.若切割丝2-19在切割过程中断线,绕在切割丝张紧轮2-30上的切割丝2-19由于断丝失去向上拉力,直线轴承座连同一侧安装的断丝感应片一起落下进入断丝传感器上的感应槽口,断丝感应传感器将断线信号传输给plc可编程控制器,在plc可控制编程控制下切割丝绕线电机停止运转,经修复断线故障后才恢复正常工作状态。
69.所述的蜂窝陶瓷坯件气浮式传送装置3包括v形气浮式测速机构3-1和v形气浮式传送机构3-2。
70.v形气浮式测速机构3-1包括v形气浮式测速导轨组件3-1-1、编码器3-1-2、测速轮3-1-2-1、测速导轨支撑座3-1-3。
71.v形气浮式测速导轨组件3-1-1具有v形气浮式测速导轨3-1-1-1,v形气浮式测速导轨3-1-1-1两侧设置有气室3-1-1-2,气室3-1-1-2上部装有气室盖板3-1-1-3,气室盖板3-1-1-3上设有多个出气孔3-1-1-4,用于将气室内压缩空气喷出,在蜂窝陶瓷坯件表面与v形气浮式导轨之间形成浮动气压力层,便于蜂窝陶瓷坯件料气浮测速传送,保证蜂窝陶瓷湿坯件不变形,不损伤。
72.气室3-1-1-2设有气室盖板固定柱3-1-1-5,通过螺钉将气室盖板固定在气室上部。气室3-1-1-2设有进气口3-1-1-6,进气口3-1-1-6装有进气接头3-1-1-7,进气接头3-1-1-7通过管道与压缩气源相连。
73.所述的v形气浮式测速导轨组件3-1-1通过测速导轨支撑座3-1-3安装在工作台1-1上,编码器3-1-2通过编码器安装架3-1-2-1安装在v形气浮式测速导轨3-1-1-1一侧的工作台1-1上,可以调节安装位置和升降高度,编码器3-1-2装有测速轮3-1-2-1,测速时,测速轮3-1-2-1靠在蜂窝陶瓷湿坯件7上,编码器3-1-2与plc可编程控制器相连,用于检测蜂窝陶瓷湿坯件传送速度。
74.所述的编码器3-1-2采用市售编码器。
75.所述的v形气浮式传送机构3-2包括v形气浮式传送导轨组件3-2-1、传送导轨支撑座3-2-2、蜂窝陶瓷坯件传送机构3-2-3和蜂窝陶瓷坯件传送检测机构3-2-4。
76.v形气浮式传送导轨组件3-2-1坯件进口端与v形气浮式测速导轨3-1-1坯件出口
端相对应,之间留有切割丝切割间隙3-1-4。v形气浮式传送导轨组件3-2-1通过传送导轨支撑座3-2-2安装在工作台1-1上。v形气浮式传送导轨组件3-2-1具有v形气浮式传送导轨3-2-1-1,v形气浮式传送导轨3-2-1-1两侧设置有气室,气室上部装有气室盖板,气室盖板上设有多个出气孔,用于将气室内压缩空气喷出,在蜂窝陶瓷湿坯件表面与v形气浮式导轨之间形成浮动气压力层,便于蜂窝陶瓷坯件气浮式传送,减少传送阻力,保证蜂窝陶瓷湿坯件不变形,不损伤。气室设有气室进气口,装有进气接头,气室内设置有气室盖板固定柱,采用螺钉安装固定气室盖板。
77.所述的蜂窝陶瓷坯件传送机构3-2-3安装在v形气浮式传送导轨3-2-1-1一侧,蜂窝陶瓷坯件传送机构3-2-3包括多个传送同步轮3-2-3-1、同步带轮3-2-3-2、传送同步带3-2-3-3、同步带张紧轮3-2-3-4、传动电机3-2-3-5、电机传动带3-2-3-6、电机传动带轮3-2-3-7、电机安装板3-2-3-8、电机安装板安装座3-2-3-9。
78.传送同步轮3-2-3-1与同步带轮3-2-3-2为双连同步轮,多个传送同步轮3-2-3-1与同步带轮3-2-3-2安装在电机安装板3-2-3-8上部,传送同步带轮3-2-3-1紧靠在v形气浮式传送导轨3-2-1-1上部,用于传送切割好的蜂窝陶瓷湿坯件。两同步带轮3-2-3-2之间装有传送同步带3-2-3-3,在传送同步带3-2-3-3下侧装有同步带张紧轮3-2-3-4,用于张紧传送同步带3-2-3-3,传送电机3-2-3-5安装在电机安装板3-2-3-8下部,传动电机输出轴上装有电机同步轮3-2-3-7,电机同步轮3-2-3-7通过电机传动带3-2-3-6传动同步带轮3-2-3-2,来传动传送同步带轮3-2-3-1传送蜂窝陶瓷湿坯件。
79.所述蜂窝陶瓷坯件传送检测机构3-2-4安装在v形气浮式传送导轨3-2-1-1另一侧。所述的蜂窝陶瓷坯件传送检测机构3-2-4包括检测调节切割坯件长度光电传感器3-2-4-1、光电传感器安装滑块3-2-4-2、滑动导轨3-2-4-3、导轨安装板3-2-4-4、安装座3-2-4-5和位置检测光电传感器3-2-4-6。
80.导轨安装板3-2-4-4通过安装座3-2-4-5安装在工作台1-1上,滑动导轨3-2-4-3安装在导轨安装板3-2-4-4上,与v形气浮式传送导轨3-2-1-1平行,检测调节切割坯件长度光电传感器3-2-4-1,通过光电传感器安装滑块-2-4-2安装在滑动导轨3
‑‑
4-3上,检测调节切割坯件长度光电传感器3-2-4-1与plc可编程控制器相连,通过plc可编程控制器能检测、调节控制蜂窝陶瓷湿坯件产品的切割长度。
81.所述的位置检测光电传感器3-2-4-6安装在v形气浮式传送导轨3-2-2坯件出口端,与plc可编程控制器相连用于检测蜂窝陶瓷湿坯件传送是否到位。
82.所述的小型机器人移载装置4安装在蜂窝陶瓷坯件气浮式传送装置3坯件输出端。所述的小型机器人移载装置4包括小型机器人安装架4-1、机械臂4-2、机械臂迴转传动电机4-3、机械手升降传动电机4-4、机械手升降传动轴4-5、机械手4-6、机械手迴转传动电机4-7、真空吸盘4-8、真空发生器4-9、v形托板4-10、v形托板固定板4-11、迴转气缸4-12、机械手安装箱架4-13、吸盘固定板4-14和机箱4-15。小型机器人安装架4-1安装在工作台1-1上,靠近气浮式传送装置的v形气浮式传送导轨坯件出口端。机箱4-14安装在小型机器人安装架4-1上,机械臂迴转传动电机4-3安装在机箱4-15底部,机械臂4-2安装在机械迴转传动电机4-3输出轴上,机械臂4-2前部装有机械手安装箱架4-13,机械手迴转传动电机4-7、机械手升降传动电机4-4和机械手升降传动轴4-5安装在机械手安装箱架4-13内,机械手4-6安装在机械手升降传动轴4-5下端,机械手4-6上装有吸盘固定板4-14,真空吸盘4-8安装在吸盘
固定板4-14上,在吸盘固定板4-14一侧装有v形托板安装板4-11,v形托板安装板4-11上装有迴转气缸4-12,v形托板4-10安装在v形托板安装板4-11上,通过迴转气缸4-12控制,能迴转到真空吸盘4-8下部,托扶真空吸盘4-8,吸取蜂窝陶瓷湿坯件,以防滑落。所述的v形托板4-10内衬海绵垫,防止蜂窝陶瓷湿坯件损坏。
83.真空发生器4-9安装在机械手安装箱架4-13一侧,真空发生器4-9通过真空管与真空吸盘4-8相连,使真空吸盘4-8产生真空,吸取蜂窝陶瓷湿坯件,当真空吸盘吸取蜂窝陶瓷坯件气浮式传送装置的v形气浮式传送导轨3-2-1-1上切割好陶瓷湿坯件后,机械手升降传动轴4-5上升,迴转气缸4-12旋转,带动v形托板4-10到蜂窝陶瓷湿坯件下部,v形托板4-10内衬海绵垫托住蜂窝陶瓷湿坯件,机械臂4-2转动将蜂窝陶瓷湿坯件传送到下道工序,进行烘干处理。
84.一种蜂窝陶瓷湿坯卧式自动切割机具有机架1、蜂窝陶瓷坯件切割装置2、蜂窝陶瓷坯件气浮式传送装置3和小型机器人移载装置4,蜂窝陶瓷湿坯卧式自动切割机使用时,安装在蜂窝陶瓷成型机的蜂窝陶瓷湿坯材料挤出端,能将蜂窝陶瓷成型机挤压型后的蜂窝陶瓷湿坯7材料,挤出到蜂窝陶瓷坯件气浮式传送装置3上,经蜂窝陶瓷坯件切割装置2切割成设定长度的蜂窝陶瓷坯件,经v形气浮式传送导轨3-2-1-1气浮式传送;小型机器人移载装置4的机械手4-6上的真空吸盘4-8吸取蜂窝陶瓷湿坯件7,转送到下道工序烘干处理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1