一种用于永磁铁氧体湿压成型的三伺服浮动式自动液压机的制作方法
1.本发明属于永磁铁氧体湿压成型领域,更具体地说,涉及到一种用于永磁铁氧体湿压成型的三伺服浮动式自动液压机。
背景技术:
2.随着工业的发展,磁性材料已经成为电子行业的基础功能材料,而永磁材料作为磁性材料的一个重要组成部分,在电子工业、信息产业、摩托车、电动工具、汽车工业等行业发挥着重要的作用。永磁铁氧体的主要成份是氧化铁,其制作工艺流程大致为:将原料经高温一次预烧后,用干式球磨机破碎成5um~8um的颗粒,再用湿式球磨机将这些混有一定水和钢球的氧化铁颗粒研磨至0.8um~1.2um的料浆,经沉淀塔沉淀后使料浆的含水量控制在30%左右,甚至更低,然后通过液压机进行湿压成型,并使其在磁场作用下形成生坯,再经二次烧结成熟坯,最后磨制成品。其中,湿压成型是所有工序中最关键的工序,其投资要占整个生产线的一半以上,成型液压机的优劣会直接关系到产品的性能、效率和效益,为此湿压成型液压机倍受生产企业关注。
3.目前,国内普遍使用的压制工艺为上压浮动式,即通过上油缸压迫模具型腔向下浮动,下模头固定不动,迫使型腔容积减少,使永磁料浆中的水分被挤出而成型,整个过程中仅通过液压系统驱动上油缸动作,磁性材料生产企业前期使用的液压系统是采用单伺服单泵的液压驱动方式,产品的成型周期太长,效率较低,并且压制产品良率不高。为了解决这个问题,市场上逐步开始采用双伺服双泵的液压系统来进行驱动,其通过高、低压状态的灵活切换提高了产品的成型效率,但是在实际工作中,由于低压电机泵组需要同时驱动多个油缸,导致其对各个油缸的控制精度不高,进而使得最终成型后的生坯厚度误差较大,产品质量不佳。
技术实现要素:
4.针对现有技术中所出现的缺陷,本发明的目的在于提供一种用于永磁铁氧体湿压成型的三伺服浮动式自动液压机,其能够解决目前液压机所采用的双伺服双泵驱动系统其控制精度不高的问题。
5.为达到上述目的,本发明采用以下的技术方案:
6.一种用于永磁铁氧体湿压成型的三伺服浮动式自动液压机,包括下油缸、上油缸、注料缸以及液压系统,液压系统包括用于驱动下油缸的第一电机泵组、用于驱动上油缸的第二电机泵组以及用于驱动注料缸的第三电机泵组,第一电机泵组通过第一驱动管路与下油缸连接,第二电机泵组通过第二驱动管路与上油缸连接,第三电机泵组通过第三驱动管路与注料缸连接,各驱动管路采用单独的集成块设计。
7.进一步的,第一驱动管路包括第一换向阀,第一换向阀的a口通过第一单向阀连通下油缸的下腔,第一换向阀的b口通过第一平衡阀连通下油缸的上腔,第一换向阀的t口连通油箱;第一单向阀与下油缸之间的连接管路依次通过第一电磁球阀、第一进油过滤器、第
一先导式溢流阀连通油箱;第一单向阀与下油缸之间的连接管路还通过第一液控单向阀连通油箱,第一液控单向阀的k口连通第一换向阀与第一平衡阀之间的连接管道。
8.进一步的,第二驱动管路包括第二换向阀,第二换向阀的a口通过第二平衡阀连通上油缸的下腔,第二换向阀的b口通过第二单向阀连通上油缸的上腔,第二换向阀的t口连通油箱;第二单向阀与上油缸之间的连接管路依次通过第二电磁球阀、第二进油过滤器、第二先导式溢流阀连通油箱;第二平衡阀与上油缸之间的连接管路通过第二液控单向阀连通油箱,第二液控单向阀的k口通过第三换向阀与第二电机泵组连通。
9.进一步的,第三驱动管路包括第四换向阀,第四换向阀的a口通过第三液控单向阀连通注料缸的下腔,第四换向阀的b口通过第四液控单向阀连通注料缸的上腔,第四换向阀的t口连通油箱;第三液控单向阀的k口连通第四换向阀与第四液控单向阀之间的连接管路,第四液控单向阀的k口连通第四换向阀与第三液控单向阀之间的连接管路;第三液控单向阀与注料缸之间的连接管路通过第三先导式溢流阀连通油箱。
10.进一步的,上油缸的上腔通过第五液控单向阀连通充液桶,第五液控单向阀的k口通过第五换向阀与第二电机泵组连通。
11.进一步的,还包括用于泄压的残压缸,所述第三电机泵组通过第四驱动管路与残压缸连接;第四驱动管路包括第六换向阀,第六换向阀的a口通过第六液控单向阀连通残压缸的下腔,第六换向阀的b口直接连通残压缸的上腔,第六换向阀的t口连通油箱;第六液控单向阀的k口连通第六换向阀与残压缸上腔之间的连接管路。
12.进一步的,还包括用于启闭注料通道的注料闸阀,第一电机泵组通过第五驱动管路与注料闸阀连接;第五驱动管路包括第七换向阀,第七换向阀的a口直接连通注料闸阀的工作下腔,第七换向阀的b口直接连通注料闸阀的工作上腔,第七换向阀的t口连通油箱。
13.进一步的,还包括用于启闭吸料通道的吸料闸阀,第三电机泵组通过第六驱动管路与吸料闸阀连接;第六驱动管路包括第八换向阀,第八换向阀的a口直接连通吸料闸阀的工作下腔,第八换向阀的b口直接连通吸料闸阀的工作上腔,第八换向阀的t口连通油箱。
14.进一步的,第一电机泵组的出液口、第二电机泵组的出液口、第三电机泵组的出液口、下油缸的下腔进液口、上油缸的上腔进液口、上油缸的下腔进液口、注料缸的下腔进液口以及残压缸的下腔进液口处均安装有防震压力表。
15.进一步的,第一电机泵组的出液口、第二电机泵组的出液口、第三电机泵组的出液口、下油缸的下腔进液口、上油缸的上腔进液口以及残压缸的下腔进液口处均安装有压力传感器。
16.与现有技术相比,本发明具有以下的有益效果:
17.一、本发明的液压系统采用三个单独的电机泵组作为驱动源,各驱动管路采用单独的集成块设计,使其在工作过程中能够对各个工作缸体进行精准控制,互不干涉,降低产品成型后的厚度误差;同时,三个电机泵组可分开运行,以实现节能降耗,也可以同时工作,以缩短压制周期。
18.二、本发明的液压系统对各驱动管路上的液压元件进行优化布置,使液压油流通更加合理,液压控制更加精确,不仅能够缩短产品的湿压成型周期约5~6s,提高产量,降低生产成本,还能使产品的成型密度和压坯厚度有更好的一致性,提升产品品质及良率。
附图说明
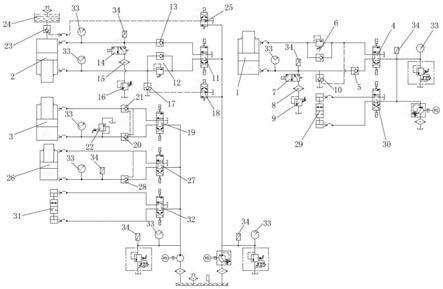
19.图1为本发明的液压原理图。
20.图2为本发明中换向阀的油口示意图。
21.图3为本发明中液控单向阀的油口示意图。
22.图4为本发明中三伺服浮动式自动液压机的结构示意图。
23.其中,1-下油缸,2-上油缸,3-注料缸,4-第一换向阀,5-第一单向阀,6-第一平衡阀,7-第一电磁球阀,8-第一进油过滤器,9-第一先导式溢流阀,10-第一液控单向阀,11-第二换向阀,12-第二平衡阀,13-第二单向阀,14-第二电磁球阀,15-第二进油过滤器,16-第二先导式溢流阀,17-第二液控单向阀,18-第三换向阀,19-第四换向阀,20-第三液控单向阀,21-第四液控单向阀,22-第三先导式溢流阀,23-第五液控单向阀,24-充液桶,25-第五换向阀,26-残压缸,27-第六换向阀,28-第六液控单向阀,29-注料闸阀,30-第七换向阀,31-吸料闸阀,32-第八换向阀,33-防震压力表,34-压力传感器,1
′‑
上工作台,2
′‑
下工作台,3
′‑
支撑杆,4
′‑
充磁线包,5
′‑
上承压板,6
′‑
t型连接块,7
′‑
下承压板,8
′‑
防护栏。
具体实施方式
24.下面将结合附图及具体实施方式对本发明作进一步的描述。
25.如图4所示的一种用于永磁铁氧体湿压成型的三伺服浮动式自动液压机,包括下油缸1、上油缸2、注料缸3以及液压系统,下油缸1用于推动成型模具的下模,上油缸2用于推动成型模具的上模,注料缸3用于向模具中注入料浆,液压系统用于驱动各工作缸体;除此之外,该三伺服浮动式自动液压机还包括有主机、注料系统、电气控制柜等。
26.其中,主机包括上工作台1
′
以及下工作台2
′
,上工作台1
′
与下工作台2
′
之间通过四根分布在转角处的支撑杆3
′
固定连接,上工作台1
′
、下工作台2
′
及支撑杆3
′
形成整个主机的承载框架。其中,支撑杆3
′
的上端、下端均通过锁紧螺母与止转螺钉进行锁紧,保证整体结构的稳定性。更具体地,上油缸2安装在上工作台1
′
上,且上油缸2的活塞杆上安装有充磁线包4
′
,充磁线包4
′
的中心设有实体铁芯,磁阻小,磁效应好,且充磁线包4
′
上安装有上承压板5
′
,上承压板5
′
上安装上模组件,通过上油缸2的活塞杆推动充磁线包4
′
及上模组件向下移动,与下模组件进行合模形成成型腔;下油缸1安装在下工作台2
′
上,且下油缸1的活塞杆上安装有t型连接块6
′
,在t型连接块6
′
上安装有下承压板7
′
,下承压板7
′
上安装有与上模组件配合的下模组件,通过下油缸1的活塞杆推动t型连接块6
′
及下模组件向上移动,与上模组件进行合模形成成型腔;上工作台1
′
上还安装有防护栏8
′
,可提高使用过程中的安全性。
27.注料系统主要由搅拌机、注料泵、开关阀、机架等部件组成,其为整体式结构,在使用时需要保证其自身与注料模具各处的密封,一旦渗漏,注料就不可靠;此外,还需要保证料浆的纯洁度,决不允许料浆内有钢球和纤维物,这样不仅容易引起模具的注料孔堵塞,开关阀的寿命也会大为减少。
28.电气控制柜采用plc控制柜,其与主机、液压系统、注料系统电连接。
29.如图1至图3所示,所述液压系统包括用于驱动下油缸1的第一电机泵组、用于驱动上油缸2的第二电机泵组以及用于驱动注料缸3的第三电机泵组,第一电机泵组通过第一驱动管路与下油缸1连接,第二电机泵组通过第二驱动管路与上油缸2连接,第三电机泵组通
过第三驱动管路与注料缸3连接,上述电机泵组的具体结构包括液压泵以及驱动该液压泵的伺服电机;该液压系统通过采用三个单独的电机泵组作为驱动源,各驱动管路采用单独的集成块设计,使其在工作过程中能够对各个工作缸体进行精准控制,互不干涉,降低产品成型后的厚度误差;同时,三个电机泵组可分开运行,以实现节能降耗,也可以同时工作,以缩短压制周期。
30.其中,第一驱动管路主要用于驱动下油缸1活塞的移动,第一驱动管路包括第一换向阀4,第一换向阀4的a口通过第一单向阀5连通下油缸1的下腔,第一换向阀4的b口通过第一平衡阀6连通下油缸1的上腔,第一换向阀4的t口连通油箱;第一单向阀5与下油缸1之间的连接管路依次通过第一电磁球阀7、第一进油过滤器8、第一先导式溢流阀9连通油箱;当需要下油缸1的活塞上移时,启动第一电机泵组,开启第一换向阀4,让液压油通过第一换向阀4的a口经第一单向阀5进入下油缸1的下腔中,此时下油缸1的上腔中的液压油会经过第一平衡阀6以及第一换向阀4的b口从第一换向阀4的t口流回油箱,从而完成活塞上移动作;当需要下油缸1的活塞下移时,让液压油通过第一换向阀4的b口经第一平衡阀6进入下油缸1的上腔中,此时下油缸1的下腔中的液压油会经过第一电磁球阀7、第一进油过滤器8、第一先导式溢流阀9流回油箱,从而完成活塞下移动作;第一单向阀5与下油缸1之间的连接管路还通过第一液控单向阀10连通油箱,第一液控单向阀10的k口连通第一换向阀4与第一平衡阀6之间的连接管道;在液压油经过第一换向阀4与第一平衡阀6之间的连接管道时,也会流向第一液控单向阀10的k口,进而开启第一液控单向阀10,使得下油缸1的下腔中的液压油也能够通过第一液控单向阀10流回油箱,以降低下油缸1下腔的回液压力。
31.第二驱动管路主要用于驱动上油缸2活塞的移动,第二驱动管路包括第二换向阀11,第二换向阀11的a口通过第二平衡阀12连通上油缸2的下腔,第二换向阀11的b口通过第二单向阀13连通上油缸2的上腔,第二换向阀11的t口连通油箱;第二单向阀13与上油缸2之间的连接管路依次通过第二电磁球阀14、第二进油过滤器15、第二先导式溢流阀16连通油箱;当需要上油缸2的活塞下移时,启动第二电机泵组,开启第二换向阀11,让液压油通过第二换向阀11的b口经第二单向阀13进入上油缸2的上腔中,此时上油缸2的下腔中的液压油会经过第二平衡阀12以及第二换向阀11的a口从第二换向阀11的t口流回油箱,从而完成活塞下移动作;当需要上油缸2的活塞上移时,让液压油通过第二换向阀11的a口经第二平衡阀12进入上油缸2的下腔中,此时上油缸2的上腔中的液压油会经过第二电磁球阀14、第二进油过滤器15、第二先导式溢流阀16流回油箱,从而完成活塞上移动作;第二平衡阀12与上油缸2之间的连接管路通过第二液控单向阀17连通油箱,第二液控单向阀17的k口通过第三换向阀18与第二电机泵组连通;在上油缸2的上腔中的液压油压力较大时,可以开启第三换向阀18,让液压油流向第二液控单向阀17的k口,进而使第二液控单向阀17开启,上油缸2的下腔内的液压油也能够直接经第二液控单向阀17流回油箱,以降低上油缸2下腔的回液压力。
32.上述的第一平衡阀6与第二平衡阀12的具体结构均为一个直动式溢流阀并联上一个单向阀。
33.第三驱动管路主要用于驱动注料缸3活塞的移动,第三驱动管路包括第四换向阀19,第四换向阀19的a口通过第三液控单向阀20连通注料缸3的下腔,第四换向阀19的b口通过第四液控单向阀21连通注料缸3的上腔,第四换向阀19的t口连通油箱;第三液控单向阀
20的k口连通第四换向阀19与第四液控单向阀21之间的连接管路,第四液控单向阀21的k口连通第四换向阀19与第三液控单向阀20之间的连接管路;第三液控单向阀20与注料缸3之间的连接管路通过第三先导式溢流阀22连通油箱;当需要注料缸3的活塞上移时,启动第三电机泵组,开启第四换向阀19,让液压油通过第四换向阀19的a口经第三液控单向阀20进入注料缸3的下腔中,由于液压油还能够流向第四液控单向阀21的k口,所以此时第四液控单向阀21处于开启状态,注料缸3的上腔中的液压油会经过第四液控单向阀21以及第四换向阀19的b口从第四换向阀19的t口流回油箱,从而完成活塞上移动作;当需要注料缸3的活塞下移时,让液压油通过第四换向阀19的b口经第四液控单向阀21进入注料缸3的上腔中,由于液压油还能够流向第三液控单向阀20的k口,所以此时第三液控单向阀20处于开启状态,注料缸3的下腔中的液压油会经过第三液控单向阀20以及第四换向阀19的a口从第四换向阀19的t口流回油箱,从而完成活塞下移动作;同时为了降低注料缸3下腔的回液压力,也可以开启第三先导式溢流阀22,使注料缸3的下腔中的液压油也能够从第三先导式溢流阀22流回油箱。
34.为了在加压时,能够及时对上油缸2的上腔中的液压油进行补充,上油缸2的上腔通过第五液控单向阀23连通有充液桶24,且在充液桶24的出液口还设置有滤网,用于过滤流入上油缸的液压油,避免出现油液堵塞的情况;第五液控单向阀23的k口通过第五换向阀25与第二电机泵组连通,当需要向上油缸2的上腔中补充液压油时,开启第五换向阀25,液压油会经第五换向阀25流向第五液控单向阀23的k口,进而开启第五液控单向阀23,使充液桶24内的液压油流入上缸体2的上腔中。
35.为了在产品压制成型后能够及时切断液压来源,该液压系统还包括有用于泄压的残压缸26,第三电机泵组通过第四驱动管路与残压缸26连接;第四驱动管路包括第六换向阀27,第六换向阀27的a口通过第六液控单向阀28连通残压缸26的下腔,第六换向阀27的b口直接连通残压缸26的上腔,第六换向阀27的t口连通油箱;第六液控单向阀28的k口连通第六换向阀27与残压缸26上腔之间的连接管路;当需要残压缸26的活塞上移时,启动第三电机泵组,开启第六换向阀27,让液压油从第六换向阀27的a口经第六液控单向阀28流入残压缸26的下腔中,此时残压缸26的上腔中的液压油会直接经第六换向阀27的b口从第六换向阀27的t口流回油箱,从而完成活塞上移动作;当需要残压缸26的活塞下移时,开启第六换向阀27,让液压油从第六换向阀27的b口直接流入残压缸26的上腔中,由于液压油还能够流向第六液控单向阀28的k口,所以此时第六液控单向阀28处于开启状态,残压缸26的下腔中的液压油会经过第六液控单向阀28以及第六换向阀27的a口从第六换向阀27的t口流回油箱,从而完成活塞上移动作。
36.为了在注料时能够控制注料通道的启闭,该液压系统还包括有用于启闭注料通道的注料闸阀29,第一电机泵组通过第五驱动管路与注料闸阀29连接;第五驱动管路包括第七换向阀30,第七换向阀30的a口直接连通注料闸阀29的工作下腔,第七换向阀30的b口直接连通注料闸阀29的工作上腔,第七换向阀30的t口连通油箱;当需要注料闸阀29开启时,启动第一电机泵组,开启第七换向阀30,让液压油从第七换向阀30的b口直接流入注料闸阀29的工作上腔中,此时注料闸阀29的工作下腔中的液压油直接经第七换向阀30的a口从第七换向阀30的t口流回油箱,进而完成注料闸阀29开启动作,使注料通道打开;当需要注料闸阀29关闭时,让液压油从第七换向阀30的a口直接流入注料闸阀29的工作下腔中,此时注
料闸阀29的工作上腔中的液压油直接经第七换向阀30的b口从第七换向阀30的t口流回油箱,进而完成注料闸阀29关闭动作,使注料通道阻断。
37.为了在吸料时能够控制吸料通道的启闭,该液压系统还包括用于启闭吸料通道的吸料闸阀31,第三电机泵组通过第六驱动管路与吸料闸阀31连接;第六驱动管路包括第八换向阀32,第八换向阀32的a口直接连通吸料闸阀31的工作下腔,第八换向阀32的b口直接连通吸料闸阀31的工作上腔,第八换向阀32的t口连通油箱;当需要吸料闸阀31开启时,启动第三电机泵组,开启第八换向阀32,让液压油从第八换向阀32的b口直接流入吸料闸阀31的工作上腔中,此时吸料闸阀31的工作下腔中的液压油直接经第八换向阀32的a口从第八换向阀32的t口流回油箱,进而完成吸料闸阀31开启动作,使吸料通道打开;当需要吸料闸阀31关闭时,让液压油从第八换向阀32的a口直接流入吸料闸阀31的工作下腔中,此时吸料闸阀31的工作上腔中的液压油直接经第八换向阀32的b口从第八换向阀32的t口流回油箱,进而完成吸料闸阀31关闭动作,使吸料通道阻断。
38.为了对整个液压系统中各个管路中的油压进行监测,在第一电机泵组的出液口、第二电机泵组的出液口、第三电机泵组的出液口、下油缸1的下腔进液口、上油缸2的上腔进液口、上油缸2的下腔进液口、注料缸3的下腔进液口以及残压缸26的下腔进液口处均安装有防震压力表33;同时,在第一电机泵组的出液口、第二电机泵组的出液口、第三电机泵组的出液口、下油缸1的下腔进液口、上油缸2的上腔进液口以及残压缸26的下腔进液口处均安装有压力传感器34,通过其能够监测各电机泵组输送液压油的压力变化,进而能够更加精确的控制液压油的流动速度;同时还能通过对各工作缸体承压时的压力监测,让各工作缸体在动作时更加容易控制,也能便于及时调整压力的大小,保证成型产品的质量和合格率。
39.在本发明的描述中,需要说明的是,术语“上”、“下”、“顶部”、“底部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此其不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”、“第四”、“第五”、“第六”、“第七”、“第八”、“第九”等仅用于描述目的,而不能理解为指示或暗示相对重要性,亦不对安装顺序进行限定。
40.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1