一种全自动贴砖抹灰机的制作方法
1.本技术涉及瓷砖铺贴的领域,尤其是涉及一种全自动贴砖抹灰机。
背景技术:
2.在建筑装修行业,对墙砖铺贴完成后,需要对墙体进行抹灰。
3.目前,一般由人工对墙体进行贴砖、抹灰施工,工人将水泥砂浆摊在墙壁上,再将瓷砖粘贴上去,再利用橡皮锤敲击瓷砖面,有助于防止瓷砖与墙体之间出现空鼓现象,然后工人将因敲打瓷砖而挤出的水泥浆刮除,最终完成对墙体的贴砖、抹灰施工。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:采用人工贴砖、抹灰的方式,施工速度慢、效率低,增加了工作人员的劳动强度。
技术实现要素:
5.为了改善人工贴砖、抹灰施工速度慢、效率低的问题,本技术提供一种全自动贴砖抹灰机。
6.本技术提供的一种全自动贴砖抹灰机采用如下的技术方案:一种全自动贴砖抹灰机,包括移动架、升降台、抹灰台以及贴砖台,所述移动架上设有用于驱动所述升降台升降的纵向位移机构,所述升降台上设有用于驱动所述抹灰台和所述贴砖台滑移的横向位移机构,所述抹灰台的侧壁上设有用于对墙体抹灰的涂料机构,所述贴砖台上设有用于对所述墙体贴砖的贴砖机构;所述贴砖机构包括贴砖板以及若干吸盘,若干所述吸盘均设置在所述贴砖板上,所述贴砖台上设有支撑架,所述贴砖板转动连接在所述支撑架上,所述贴砖台上设有用于驱动支撑架向墙体方向移动的滑移组件,所述贴砖台上设有用于将所述瓷砖放置在所述贴砖板上的上料组件,所述支撑架上设有用于驱动所述贴砖板转动的角度调节组件,所述贴砖板上设有用于敲平瓷砖的敲平组件。
7.通过采用上述技术方案,施工时,先利用涂料机构对墙体进行抹灰涂料,在涂料过程中,先利用横向位移机构驱动抹灰台和贴砖台沿水平方向滑移至合适位置,再利用纵向位移机构驱动升降台上移,以便于涂料机构对墙体沿竖直方向进行涂料抹灰,抹灰完成后,利用横向位移机构驱动抹灰台和贴砖台滑移,使得贴砖台正对墙体上的抹灰层;然后利用上料组件将瓷砖放置在贴砖板上,利用贴砖板上的若干吸盘稳定吸附瓷砖,再利用角度调节组件驱动贴砖板由水平状态转变为竖直状态,同时利用滑移组件驱动支撑架向墙体方向移动,直至将瓷砖贴附在墙体上的抹灰层上后,利用敲平组件敲平瓷砖,最终实现了对墙体的自动抹灰和贴砖,省时省力,提高了施工效率。
8.在一个具体的可实施方案中,所述涂料机构包括导料板和抽浆泵,所述导料板安装在所述抹灰台的侧壁上,所述导料板的两侧壁均设有挡料板,所述导料板远离所述抹灰台的侧壁设有导料斜面,所述抽浆泵的泵体设置在所述抹灰台上,所述抽浆泵的出浆管向所述导料板方向延伸,所述抽浆泵的抽浆管向地面延伸。
9.通过采用上述技术方案,启动抽浆泵,通过抽浆管将地面上搅拌均匀好的水泥浆
料抽向导料板,进而通过导料板上的导料斜面将水泥浆料导向墙面,进而随着抹灰台的上移,最终实现了对墙体的抹灰。
10.在一个具体的可实施方案中,所述抹灰台上设有调距气缸,所述调距气缸的活塞杆与所述导料板远离所述导料斜面的侧壁相连。
11.通过采用上述技术方案,利用调距气缸驱动导料板移动,方便调节导料板与墙体侧壁之间的间距,以便于根据施工要求将抹灰层调节至所需厚度。
12.在一个具体的可实施方案中,所述滑移组件包括位移气缸,所述贴砖台上设有滑移槽,所述位移气缸的缸体设置在所述滑移槽的槽壁上,所述支撑架远离所述贴砖板的一端通过滑移块与所述位移气缸的活塞杆相连,所述滑移块的侧壁与所述滑移槽的槽壁之间设有封闭卷帘。
13.通过采用上述技术方案,启动位移气缸,位移气缸的活塞杆伸缩,进而位移气缸驱动滑移块在滑移槽内滑移,以便于调节支撑架与墙体之间的距离,有助于将贴砖板上吸附到的瓷砖贴附在墙体的抹灰层上;同时,随着滑移块在滑移槽内的滑移,封闭卷帘伸缩,利用封闭卷帘遮挡滑移块与滑移槽槽壁之间的空间,有助于防止杂质堆积在滑移槽内,起到防护的作用。
14.在一个具体的可实施方案中,所述上料组件包括升降气缸、升降板、推料气缸以及推料板,所述贴砖台上设有储砖槽,所述升降气缸的缸体设置在所述储砖槽与其槽口相对的槽壁,所述升降气缸的活塞与所述升降板相连,所述升降板用于供若干瓷砖堆叠,所述贴砖台上设有固定架,所述推料气缸的缸体设置在所述固定架上,所述推料气缸的活塞杆与所述推料板相连,所述推料气缸的活塞杆的伸缩方向与所述升降气缸的活塞杆的伸缩方向相互垂直。
15.通过采用上述技术方案,上料前,先把贴砖板调节至水平状态,然后启动升降气缸,升降气缸驱动升降板上移,使得升降板上最顶端的瓷砖与贴砖板齐平,然后启动推料气缸,推料气缸的活塞杆伸出,进而通过推料板将瓷砖移动至贴砖板上,此时利用吸盘以便将瓷砖稳定吸附在贴砖板上,最终实现了对瓷砖的自动上料。
16.在一个具体的可实施方案中,所述敲平组件包括敲平板和敲平锤,所述敲平板上设有若干导向块,相邻两个所述导向块的长度方向相互垂直,若干所述导向件之间围合形成有供所述敲平锤移动的导向通道;所述敲平板上且位于所述导向块的两侧设有减速电机,所述减速电机的驱动轴连接有同步轮,所述敲平板上转动连接有若干导向轮,若干所述同步轮和若干所述导向轮之间通过同步带相连,若干所述同步轮均抵接在所述同步带的内侧壁,若干所述导向轮均抵接在所述同步带的外侧壁,所述敲平锤设置在所述同步带远离所述敲平板的侧壁上,所述贴砖板上设有用于驱动所述敲平板靠近或远离墙体的往复驱动件。
17.通过采用上述技术方案,利用往复驱动件驱动敲平板向墙体方向移动,进而通过敲平锤敲打瓷砖,当敲平锤对瓷砖每次敲打之后,启动减速电机,减速电机驱动同步轮转动,通过若干导向轮和若干同步轮对同步支撑,进而随着若干同步轮的转动,使得同步带稳定传动,进而敲平锤在导向通道内移动,增大了敲平锤对瓷砖的击打面积,有助于将瓷砖敲平,提高了贴砖效果。
18.在一个具体的可实施方案中,所述敲平锤朝向所述敲平板的侧壁设有嵌设槽,所
述嵌设槽内设有电动推杆,所述电动推杆的活塞杆抵接在所述敲平板的侧壁上。
19.通过采用上述技术方案,由于同步带具有一定的柔性,当需要利用敲平锤对瓷砖敲平时,启动电动推杆,使得电动推杆的活塞杆抵接在敲平板的侧壁上,以便敲平板向墙体方向移动时,敲平锤将瓷砖敲平,有助于避免同步带发生形变,而影响敲平锤对瓷砖的敲平效果。
20.在一个具体的可实施方案中,所述往复驱动件包括驱动气缸,所述贴砖板远离所述吸盘的侧壁设有用于容纳所述驱动气缸的容纳槽,所述驱动气缸的活塞杆与所述敲平板相连。
21.通过采用上述技术方案,驱动气缸的活塞杆伸缩,使得敲平板逐渐靠近或远离墙体。
22.在一个具体的可实施方案中,所述敲平锤远离所述敲平板的侧壁通过扭簧铰接连接有刮料板,所述刮料板远离所述敲平锤的侧壁设有橡胶减震垫,所述刮料板与所述敲平锤侧壁之间的间距沿竖直方向由高至低递增,所述刮料板的侧壁嵌设有永磁铁,所述敲平锤的侧壁嵌设有电磁铁,所述永磁铁和所述电磁铁磁性吸附连接。
23.通过采用上述技术方案,利用扭簧的弹力,将刮料板保持倾斜状态,以便与当升降台升降时,利用刮料板沿竖直方向刮除瓷砖上多余的水泥浆料;当需要利用敲平锤对瓷砖敲打时,将电磁铁接通电源,进而永磁铁磁性吸附连接在电磁铁上,使得刮料板紧贴在敲平锤的侧壁上,以便于敲平锤将瓷砖敲平。
24.在一个具体的可实施方案中,所述刮料板的周壁设有刮料尖端。
25.通过采用上述技术方案,当抹灰台和贴砖台在升降台上滑移时,利用刮料板沿水平方向刮除瓷砖上多余的水泥浆料,以代替人工手动刮料,省时省力。
26.综上所述,本技术包括以下至少一种有益技术效果:1.利用涂料机构对墙体沿竖直方向进行涂料抹灰,利用上料组件将瓷砖放置在贴砖板上,利用贴砖板上的若干吸盘稳定吸附瓷砖,再利用角度调节组件驱动贴砖板由水平状态转变为竖直状态,同时利用滑移组件驱动支撑架向墙体方向移动,直至将瓷砖贴附在墙体上的抹灰层上后,利用敲平组件敲平瓷砖,最终实现了对墙体的自动抹灰和贴砖,省时省力,提高了施工效率;2.随着同步带的传动,进而敲平锤在导向通道内移动,增大了敲平锤对瓷砖的击打面积,有助于将瓷砖敲平,提高了贴砖效果;3.当需要利用敲平锤对瓷砖敲打时,将电磁铁接通电源,进而永磁铁磁性吸附连接在电磁铁上,使得刮料板紧贴在敲平锤的侧壁上,以便于敲平锤将瓷砖敲平。
附图说明
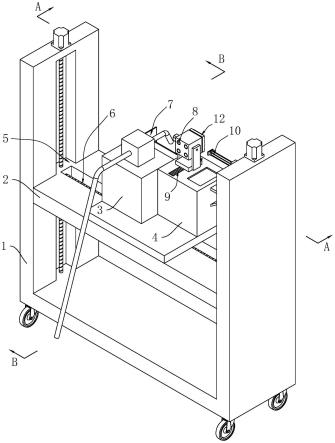
27.图1为本技术实施例中的全自动贴砖抹灰机的整体结构示意图。
28.图2为图1中a-a面的剖视结构示意图。
29.图3为图1中b-b面的剖视结构示意图。
30.图4为图2中a处的放大图。
31.图5为本技术实施例中的贴砖板位于贴砖台上的具体结构示意图。
32.图6为图5中c-c面的剖视结构示意图。
33.图7为图5中d-d面的剖视结构示意图。
34.图8为本技术实施例中的敲平组件的具体结构示意图。
35.图9为图7中b处的放大图。
36.附图标记说明:1、移动架;2、升降台;3、抹灰台;4、贴砖台;5、纵向位移机构;51、纵向电机;52、纵向丝杆;53、升降块;54、升降槽;6、横向位移机构;61、横向电机;62、横向丝杆;63、位移块;64、位移槽;65、滑移板;7、涂料机构;71、导料板;72、抽浆泵;73、挡料板;74、调距气缸;8、贴砖机构;81、贴砖板;82、吸盘;83、支撑架;9、滑移组件;91、位移气缸;92、滑移槽;93、滑移块;94、封闭卷帘;10、上料组件;101、升降气缸;102、升降板;103、推料气缸;104、推料板;105、储砖槽;106、固定架;11、伺服电机;12、敲平组件;121、敲平板;122、敲平锤;123、导向块;124、导向通道;125、减速电机;126、同步轮;127、导向轮;128、同步带;129、连接板;13、往复驱动件;131、驱动槽;132、驱动气缸;14、刮料板;141、刮料尖端;142、橡胶减震垫;15、永磁铁;16、电磁铁;17、嵌设槽;18、电动推杆。
具体实施方式
37.以下结合附图1-9对本技术作进一步详细说明。
38.本技术实施例公开一种全自动贴砖抹灰机。参照图1和图2,全自动贴砖抹灰机包括移动架1、升降台2、抹灰台3以及贴砖台4,本实施例中,移动架1的底部设有若干个万向轮,通过万向轮,方便施工人员推动移动架1移动,升降台2滑移连接在移动架1上,移动架1上设有用于驱动升降台2升降的纵向位移机构5,抹灰台3和贴砖台4并列设置在升降台2上,且抹灰台3和贴砖台4均滑移连接在升降台2上,升降台2上设有用于驱动抹灰台3和贴砖台4在升降台2上沿水平方向滑移的横向位移机构6;抹灰台3的侧壁上设有用于对墙体抹灰的涂料机构7,贴砖台4上设有用于对墙体贴砖的贴砖机构8。
39.施工时,先将移动架1移动至墙体的一侧,利用涂料机构7对墙体进行抹灰,抹灰过程中,利用纵向位移机构5驱动升降台2上移,以实现涂料机构7对墙体竖直方向的抹灰涂料,抹灰完成后,墙体上形成抹灰层,燃火利用贴砖机构8将瓷砖贴在抹灰层上,最终代替人工对墙体抹灰、贴砖,省时省力,施工效率高。
40.参照图2,本实施例中的纵向位移机构5有两组,两组纵向位移机构5分别与升降台2长度方向的两侧一一对应,其中一组纵向位移机构5包括纵向电机51、纵向丝杆52以及升降块53,纵向电机51的机体固定安装在移动架1的顶部,移动架1朝向升降台2的侧壁且沿竖直方向设有升降槽54,纵向丝杆52转动连接在升降槽54内,纵向电机51的驱动轴伸入升降槽54内并与纵向丝杆52的顶端同轴固定连接,纵向丝杆52的底端与升降槽54的槽壁转动连接,升降块53螺纹连接在纵向丝杆52上,升降块53与升降台2的端壁固定连接;启动纵向电机51,纵向电机51驱动纵向丝杆52转动,由于升降槽54对升降块53的滑移起到导向和限位作用,进而随着纵向丝杆52的转动,升降块53在升降槽54内升降,从而实现了升降台2的高度调节。
41.参照图2,横向位移机构6包括横向电机61、横向丝杆62以及位移块63,升降台2上设有位移槽64,横向电机61的机体固定安装在位移槽64的槽壁上,横向电机61的驱动轴与横向丝杆62的一端同轴固定连接,横向丝杆62的另一端与位移槽64的槽壁转动连接,位移块63螺纹连接在横向丝杆62上,位移块63在位移槽64内滑移,位移块63上设有滑移板65,抹
灰台3和贴砖台4均固定安装在滑移板65上;启动横向电机61,横向电机61驱动横向丝杆62转动,横向丝杆62带动位移块63在位移槽64内滑移,进而通过位移板带动抹灰台3和贴砖台4同步滑移。
42.参照图3,涂料机构7包括导料板71,导料板71安装在抹灰台3的侧壁上,导料板71的两侧壁均设有挡料板73,导料板71和两个挡料板73之间围合形成有储存水泥浆料的储料室,导料板71远离抹灰台3的侧壁设有导料斜面;在对墙面抹灰时,将移动架1移动至合适位置,使得导料板71与墙体侧壁之间预留有一定距离,此时通过导料板71上的导料斜面将水泥浆料导向墙体,进而当抹灰台3上移的同时,随着对墙体导如水泥浆料,最终实现了对墙体的抹灰。
43.本实施例中,抹灰台3上还固定安装连接有抽浆泵72,抽浆泵72的出浆管向储料室内延伸,抽浆泵72的抽浆管向地面延伸;抹灰前,施工人员现在地面拌匀好水泥浆料,在抹灰时,将抽浆泵72的抽浆管伸入拌匀好的水泥浆料中,进而通过抽浆泵72,将水泥浆料抽取送入储料室内,以便对储料室内持续输送水泥浆料,提高了对墙体的抹灰效率。
44.参照图3,抹灰台3的侧壁上固定安装有调距气缸74,调距气缸74的活塞杆与导料板71朝向抹灰台3的侧壁相连,调距气缸74水平设置;利用调节气缸来调节导料板71与墙体侧壁之间的间距,以使抹灰层最终达到施工要求所需的厚度。
45.参照图4,贴砖机构8包括贴砖板81以及若干吸盘82,若干吸盘82均设置在贴砖板81上,若干吸盘82均外接有气源,贴砖台4上设有竖直设置的支撑架83,贴砖板81转动连接在支撑架83的顶部,支撑架83上设有用于驱动贴砖板81转动的角度调节组件,贴砖台4上设有用于驱动支撑架83向墙体方向移动的滑移组件9,贴砖台4上设有用于将瓷砖放置在贴砖板81上的上料组件10,贴砖板81上设有用于敲平瓷砖的敲平组件12。
46.贴砖时,先利用上料组件10将瓷砖放置在贴砖板81上,然后利用角度调节组件驱动贴砖板81由水平状态逐渐转动至竖直状态,同时利用激光滑移组件9驱动支撑架83向墙体方向移动,以便将瓷砖贴在墙体上的抹灰层上,通过抹灰层将瓷砖粘附在墙体上,最后利用敲平组件12将瓷砖敲平,最终完成对墙体的贴砖;采用上述贴砖方式,代替了人工手动贴砖,省时省力,提高了施工效率。
47.参照图4,本实施例中,贴砖板81的两侧边壁均设有转轴,贴砖板81通过转轴转动连接在支撑架83上,角度调节组件包括伺服电机11,伺服电机11的机体安装在支撑架83的侧壁上,伺服电机11的驱动轴与其中一个转轴同轴固定连接;启动伺服电机11,伺服电机11驱动其中一个转轴转动,进而带动贴砖板81转动,实现了对贴砖板81的角度调节。
48.参照图5、图6和图7,滑移组件9包括位移气缸91,贴砖台4的顶壁设有滑移槽92,位移气缸91水平设置,位移气缸91的缸体固定安装在滑移槽92的槽壁上,位移气缸91的活塞杆连接有滑移块93,滑移块93在滑移槽92内滑移,支撑架83的底端固定安装在滑移块93上;启动位移气缸91,进而通过位移气缸91驱动滑移块93在滑移槽92内滑移,进而带动支撑架83靠近或远离墙体,以便将贴砖板81上吸附到的瓷砖贴附在墙体上。
49.本实施例中,滑移块93与滑移槽92的槽壁之间设有封闭卷帘94;随着滑移块93在滑移槽92内的滑移,封闭卷帘94伸缩,进而利用封闭卷帘94遮挡住滑移块93与滑移槽92槽壁之间的空间,有助于防止灰尘和杂质堆积在滑移槽92内,起到防护的作用。
50.参照图6,上料组件10包括升降气缸101、升降板102、推料气缸103以及推料板104,
贴砖台4上设有储砖槽105,升降气缸101的缸体固定安装在储砖槽105与其槽口相对的槽底壁,升降气缸101竖直设置,升降板102水平设置,升降板102的四周边壁均与储砖槽105的槽壁滑移连接,升降气缸101的活塞杆与升降板102的底壁相连,升降板102上堆叠有若干块瓷砖,贴砖台4的侧壁上固定安装有固定架106,推料气缸103水平设置,推料气缸103的缸体设置在固定架106上,推料气缸103的活塞杆与推料板104相连,当贴砖板81呈水平状态时,推料板104的底面与贴砖板81的表面齐平。
51.上料时,先将贴砖板81保持在水平状态,然后启动升降气缸101,升降气缸101的活塞杆伸出,进而升降气缸101驱动升降板102上移,直至升降板102上最高层的瓷砖对准贴砖板81时,启动推料气缸103,推料气缸103的活塞杆伸出,进而通过推料板104将升降板102上最高层的瓷砖推至贴砖板81上,此时利用贴砖台4上的吸盘82即可稳定吸附瓷砖,最终实现了对瓷砖的自动上料,提高了贴砖效率。
52.参照图7和图8,敲平组件12包括敲平板121和敲平锤122,敲平板121上设有若干导向块123,本实施例中,相邻两个导向块123的长度方向相互垂直设置,若干个导向块123之间围合形成有供敲平锤122移动的导向通道124,导向通道124的形状呈涡状线设置。
53.参照图7和图8,贴砖板81上设有用于驱动敲平板121靠近或远离墙体的往复驱动件13,导向块123的两侧均设有减速电机125,且相邻两个导向块123之间设有一个减速电机125,减速电机125的机体固定安装在敲平板121上,减速电机125的驱动轴同轴固定连接有同步轮126,敲平板121的侧壁上转动连接有若干导向轮127,若干导向轮127分别与相邻两个导向块123之间的若干减速电机125连接的同步轮126一一对应,若干导向轮127和若干同步轮126之间通过同步带128连接,若干减速电机125、同步轮126和导向块123均位于同步带128的内侧,若干导向轮127位于同步带128的外侧,通过若干导向轮127支撑同步带128的侧壁拐角处,进而当启动减速电机125时,通过若干导向轮127和若干同步轮126,带动同步带128稳定传动。
54.本实施例中,同步带128远离敲平板121的一侧壁上设有连接板129,敲平锤122固定安装在连接板129上,敲平锤122的中心轴线平行于导向轮127的中心轴线;当需要对瓷砖敲平时,利用往复驱动件13驱动敲平板121向墙体方向移动,进而敲平板121带动敲平锤122击打瓷砖,对瓷砖击打的过程中,启动减速电机125,减速电机125驱动同步轮126转动,进而带动敲平锤122在导向通道124内滑移,增大了敲平锤122对瓷砖的击打面积,有助于将瓷砖敲平,提高了贴砖效率和贴砖效果。
55.参照图,往复驱动件13包括驱动气缸132,贴砖板81远离吸盘82的侧壁设有容纳槽,驱动气缸132的缸体固定安装在容纳槽的槽壁上,驱动气缸132的活塞杆伸出容纳槽的槽口外并与敲平板121相连;启动驱动气缸132,驱动气缸132的活塞杆伸缩,进而驱动气缸132带动敲平板121靠近或远离墙体。
56.参照图8和图9,由于同步带128具有一定的柔性,当利用敲平锤122对瓷砖敲平时,同步带128容易发生形变而影响对瓷砖的敲平效果,本实施例中,敲平锤122朝向敲平板121的侧壁开设有嵌设槽17,嵌设槽17的槽壁上固定安装有电动推杆18;启动电动推杆18,使得电动推杆18的活塞杆抵接在敲平板121的侧壁上,以便敲平板121向墙体方向移动时,敲平锤122将瓷砖敲平,有助于避免同步带128发生形变而影响敲平锤122对瓷砖的敲平效果,提高了敲平锤122对瓷砖的敲平效果。
57.参照图8和图9,敲平锤122远离敲平板121的侧壁通过扭簧铰接连接有刮料板14,刮料板14的两侧边壁、刮料板14远离铰接一端的边壁均设有刮料尖端141,刮料板14与敲平锤122侧壁之间的间距沿竖直方向由高至低递增;利用扭簧的弹力,将刮料板14保持在水平状态,进而将瓷砖敲平后,多余的水泥浆料会从瓷砖的周围挤出来,此时利用纵向位移机构5驱动升降台2下移,进而敲平锤122同步下移,此时利用刮料板14远离其铰接的一端刮除瓷砖上多余的水泥浆料;当利用横向位移机构6驱动贴砖台4沿水平方向滑移时,利用刮料板14的边壁刮除瓷砖上多余的水泥浆料,最终实现了对多余的水泥浆料的刮除。
58.本实施例中,刮料板14朝向敲平锤122的侧壁上嵌设有永磁铁15,敲平锤122的侧壁上嵌设有电磁铁16,刮料板14远离敲平锤122的侧壁上胶粘设有橡胶减震垫142;当需要利用敲平锤122敲平瓷砖时,将电磁铁16接通电源,电磁铁16产生电磁场,进而永磁铁15吸附连接在电磁铁16上,此时刮料板14由倾斜状态转变为竖直状态,即可利用敲平锤122击打瓷砖;橡胶减震垫142的设置,有助于防止刮料板14击打瓷砖时将瓷砖的表面刮伤,起到防护作用。
59.本技术实施例一种全自动贴砖抹灰机的实施原理为:施工时,启动抽浆泵72,通过抽浆管将地面上混合均匀的水泥浆料抽向导料板71上,同时驱动升降台2上移,进而抹灰台3和贴砖台4同步上移,进而随着抹灰台3的上移,通过导料板71上的导料斜面将水泥浆料导向墙体,实现了对墙体的抹灰涂料;涂料完成后,启动升降气缸101,升降气缸101的活塞杆伸出,升降气缸101驱动升降板102上移至合适高度后,启动推料气缸103,推料气缸103推动推料板104向贴砖板81方向移动,进而通过推料板104将瓷砖推动至贴砖板81上,实现了对瓷砖的自动上料,然后利用吸盘82将瓷砖稳定吸附在贴砖板81上;再启动伺服电机11,伺服电机11驱动转轴转动,进而将贴砖板81由水平状态转变为竖直状态,同时启动位移气缸91,使得支撑架83向墙体方向移动,以便将瓷砖贴附在墙体上,最终实现了对墙体的自动贴砖。
60.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1