无机复合保温板的制备方法与流程
无机复合保温板的制备方法
1.本技术是申请日为2016年06月21日、申请号为201610445254.3、发明名称为《无机复合保温板的制备方法》的分案申请。
技术领域
2.本发明涉及建筑保温材料领域,特别是涉及无机复合保温板的制备方法。
背景技术:
3.在建筑节能技术中,外围护结构节能是一个重要环节,外墙保温作为建筑节能的重要途径和手段,在短短的十几年时间里得到了广泛应用和普及。保温板可以阻止室内外传热,使室内保持舒适的温度环境,节省暖气空调耗能。目前的外墙保温板采用最多的是聚苯乙烯泡沫板,挤塑板或聚氨酯板,这类有机保温板的优点是价格低、保温效果好,是较好的外墙保温材料。但是,上述有机保温板防火性能差,强度低,无法同时满足既保温又防火不燃的节能规范要求。
4.而单一均质无机保温材料无法达到超低导热系数和良好的保温效果。因此,现有保温材料无论有机或无机,保温性能和防火性能不可兼得。或保温性好但防火性能达不到要求,容易造成建筑火灾,或防火性能好但保温性差,难以满足高标准节能要求。
技术实现要素:
5.针对现有技术中存在的问题,本发明的目的在于提供一种低导热率、高保温性和高防火性相统一的无机复合保温板的制备方法。
6.本发明通过以下技术方案加以实现:一种无机复合保温板的制备方法,它包括如下步骤:
7.1)将纳米级或微米级二氧化硅、纳米级硅粉和无碱玻璃纤维按以下重量份充分混合后压制成型,制成核心绝热层:
8.纳米级或微米级二氧化硅8~86份、纳米级硅粉8~86份、无碱玻璃纤维6份;
9.2)将步骤1)中制得的核心绝热层铺平后采用无纺布包裹,装入铝箔袋中,真空机0.01-0.1mpa抽出空气产生负压后,使金属铝箔与核心绝热层形成紧密贴合整体,经70℃的温度热压4-8min,封袋制成芯材层;
10.3)将硅酸铝纤维、纺织纤维、珍珠岩和胶粘材料按以下重量份混合成干物料:硅酸铝纤维30~55份、纺织纤维10份、珍珠岩30~55份、无机胶粘材料5份,将所述干物料投入搅拌机,加水搅拌制成膏状或半干松散状浆料,将所述浆料投入制板机料仓;
11.4)将步骤2)中制得的芯材板表面涂刷界面剂后放入步骤3)中装有干物料的制板机中;
12.5)将干物料按压缩比例为1:1.5-2.5通过滚压、挤压或直压压制成面材层,并与芯材层压制、粘接到一起制成板材,将压制后的板材烘干直至含水量≤3%,即制成无机复合保温板;
13.所述无机胶粘材料为高岭土、复合稀土、可再分散乳胶粉和纤维素按任意重量比组成的混合物;所述无机胶粘材料中高岭土、复合稀土、可再分散乳胶粉和纤维素的重量比为1:1:1:0.1或0.1:0.5:1:0.1或0.5:1:0.2:0.1;
14.所述步骤3)中干物料与水的重量比为3:2;所述界面剂的粘结强度≥0.2mpa。
15.进一步的,所述步骤3)中搅拌机的转速为60-200转/分钟,混合搅拌时间为5-15分钟。
16.进一步的,所述干物料中各组分的重量份为:硅酸铝纤维55份,纺织纤维10份,珍珠岩30份,无机胶粘材料5份。
17.进一步的,所述核心绝热层中各组分的重量份为:纳米级硅粉86份,纳米级或微米级二氧化硅8份,无碱玻璃纤维6份。
18.利用本发明得到的无机复合保温板,其全部由无机材料组成,干密度为180~200kg/m3,在25℃环境下,导热系数为0.012~0.026w/m
·
k之间,导热系数低,且有良好的保温效果,在保温板的整体厚度显著降低、大幅节省材料同时,又防火不燃、耐候持久。
具体实施方式
19.实施例1
20.将核心绝热层材料纳米级硅粉86kg、纳米级二氧化硅8kg、无碱玻璃纤维6kg充分混合后,投入制板机压制成核心绝热层;将制得的核心绝热层平铺后,采用无纺布包裹,装入铝箔袋中,真空机0.1mpa抽出空气产生负压后,使金属铝箔与核心绝热层形成贴合紧密无空气的整体,再经70℃热压8分钟,封袋制成芯材层;将高岭土、复合稀土、可再分散乳胶粉和纤维素按1:1:1:0.1重量比组成的混合成无机胶粘材料,将硅酸铝纤维55kg、纺织纤维10kg、珍珠岩30kg、无机胶粘材料5kg混合成干物料,将干物料投入搅拌机,加150kg水剂,以200转/分钟速度搅拌15分钟后制成膏状浆料,将浆料投入制板机料仓中;将芯材板外铝箔表面涂刷粘结强度为0.3mpa的界面剂,并放入装有干物料的制板机中,将干物料按压缩比例1:2.5,通过滚压、挤压或直压压制成面材层,并与芯材层压制、粘接在一起制成板材,将压制后的板材在300℃温度下烘干3小时以上,直至含水量≤3%,即制成无机复合保温板。
21.实施例2
22.将核心绝热层材料纳米级硅粉8kg、微米级二氧化硅86kg、无碱玻璃纤维6kg充分混合后,投入制板机压制成核心绝热层;将制得的核心绝热层平铺后,采用无纺布包裹,装入铝箔袋中,真空机0.01mpa抽出空气产生负压后,使金属铝箔与核心绝热层形成贴合紧密无空气的整体,再经70℃热压4分钟,封袋制成芯材层;将高岭土、复合稀土、可再分散乳胶粉和纤维素按0.1:0.5:1:0.1比例组成的混合成胶粘材料,将硅酸铝纤维30kg,纺织纤维10kg,珍珠岩55kg,胶粘材料5kg充分混合成干物料,将干物料投入搅拌机,加150kg水剂,以60转/分钟速度搅拌15分钟后搅拌后制成膏状浆料,将浆料投入制板机料仓中;将芯材板外铝箔表面涂刷粘结强度为0.2mpa的界面剂,并放入装有干物料的制板机中,将干物料按压缩比例1:1.5,通过滚压、挤压或直压压制成面材层,并与芯材层压制、粘接在一起制成板材,将压制后的板材在70℃温度下烘干10小时以上,直至含水量≤3%,即制成无机复合保温板。
23.实施例3
24.将核心绝热层材料纳米级二氧化硅60kg、纳米级硅粉34kg、无碱玻璃纤维6kg充分混合后,投入制板机压制成核心绝热层;将制得的核心绝热层平铺后,采用无纺布包裹,装入铝箔袋中,真空机0.07mpa抽出空气产生负压后,使金属铝箔与核心绝热层形成贴合紧密无空气的整体,再经70℃热压8分钟,封袋制成芯材层;将高岭土、复合稀土、可再分散乳胶粉和纤维素按0.5:1:0.2:0.1比例组成的混合成胶粘材料,将硅酸铝纤维40kg、纺织纤维10kg、珍珠岩45kg、胶粘材料5kg混合成干物料,将干物料投入搅拌机,加66.7kg水剂,以200转/分钟速度搅拌15分钟后制成半干松散状浆料,将浆料投入制板机料仓中;将芯材板外铝箔表面涂刷粘结强度为0.3mpa的界面剂,并放入装有干物料的制板机中,将干物料按压缩比例1:2,通过滚压、挤压或直压压制成面材层,并与芯材层压制、粘接在一起制成板材,将压制后的板材在200℃温度下烘干5小时以上,直至含水量≤3%,即制成无机复合保温板。
25.通过材料不同的分子结构在比例不同时在通过70℃的温度下,可使分子间形成三维立体组合使无机复合保温板里面的空气传导路径变得很长,少数的气体从板的一侧到另一侧所产生的热传导就被极大的降低,从而使产品出现超低的导热系数,三种配方都是根据要求不同超低导热系数产品而配比,使得无机类保温材料形成保温板领域高效保温隔热突破。
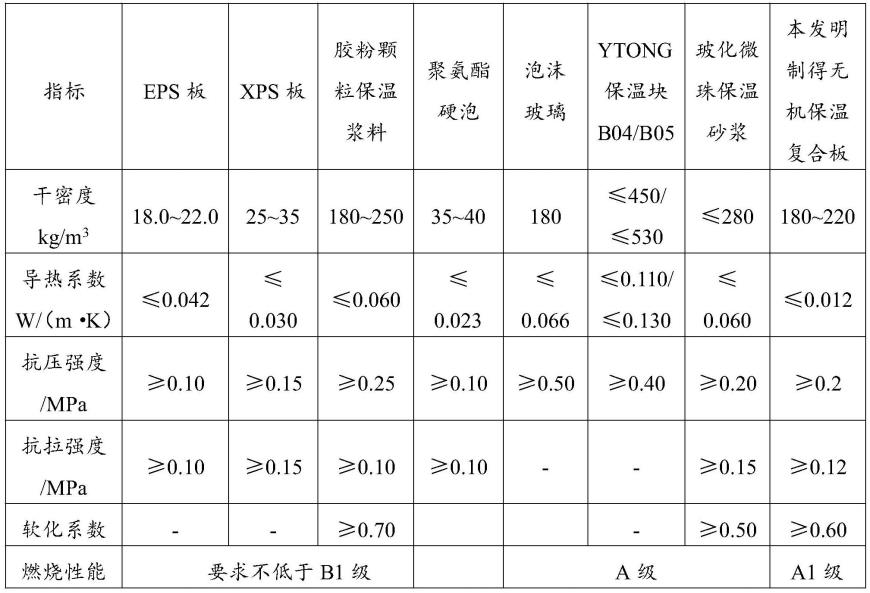
26.外墙常用保温隔热材料性能指标与利用本发明制得的无机保温复合板性能指标对照表:
[0027][0028]
利用本发明的制备方法制得的无机复合保温绝热板,实现了无机复合保温板的保温性能和防火性能的统一,解决了现有保温板仅能实现高保温性或高防火性的功能,其全部由无机材料组成,导热系数低,有良好的保温效果,而且保温板的整体厚度显著降低、大幅节省材料同时,又防火不燃、耐候持久。
[0029]
核心绝热层材料中,采用纳米级硅粉、纳米级或微米级二氧化硅和无碱玻璃纤维,硅粉、二氧化硅用于降低复合保温板的导热系数,提高复合保温板的保温性能;无碱玻璃纤
维用于增加材料拉力,构成纤维微孔结构,进一步增加保温性能;空气负压减少了空气的传导,再一次降低了导热系数,将核心绝热层装入铝箔制成的芯材层具有很好保温、绝热效果。作为面材层的硅酸铝复合保温层由硅酸铝纤维、纺织纤维和珍珠岩、无机胶粘材料构成,形成纤维网状结构,有很好的保温绝热性能。芯材层与面材层呈三明治结构,面材层将芯材层夹在中间,与芯材层压合一体而成复合板,提高了复合板的整体强度。面材层起到保护芯材层的作用,同时具有保温、抗裂、隔音、绝热和防潮的作用,是无机保温复合板制备及应用在建筑领域的一个重大突破。
[0030]
最后应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1