变截面空间角度钢构件组装精度控制方法及系统与流程
1.本发明属于固定建筑物钢桥梁装配技术领域,具体涉及一种变截面空间角度钢构件组装精度控制方法及系统。
背景技术:
2.节段组装是变截面空间角度钢塔制造的关键工序;其中,精度控制是节段组装的重难点。一般变截面空间角度钢塔在节段组装时,需根据钢构件实际空间角度在专用胎架平台上制作安装特制的组装工装。传统组装工装需根据钢构件空间角度及截面的变化制作不同角度的角度斜撑,且多采用栓接或焊接方式将角度斜撑与胎架平台固定;再通过斜撑上设置撑板来调节组装精度。同时,工装需用人机配合方式将斜撑吊放到指定位置后,栓接或焊接到胎架平台上,节段组装完后又需拆卸吊离胎外;可见该工装,很难精准控制变截面角度钢构件制造精度,存在如下诸多问题:
3.1)现有工装需根据钢构件实际空间角度制作大量不同的角度斜撑,且斜撑上需设置大量不同线形的撑板,来调节控制钢构件角度及定位;材料消耗量大、精度控制难度大、节段制造效率低。
4.2)现有工装需与胎架平台焊接或栓接;焊接对胎架及工装均有损伤,降低重复利用率,且影响制造精度的控制;栓接因受螺栓孔距限制,不能完全适用于各种不同截面变化的钢构件制造。
5.3)每个节段组装完成后,工装都需拆除并吊离胎外,下个节段使用时又要重新上胎,影响节段制造效率,节段制造周期长。
6.4)工装安装及拆除过程中,人机消耗量大,安全隐患大;因此,为克服上述问题,现提出如下改进技术方案。
技术实现要素:
7.本发明解决的技术问题:提供一种变截面空间角度钢构件组装精度控制方法及系统,解决现有节段制造方法及系统工装效率低、耗材用量大、损伤大、通用性不强、拆装人机消耗大、存在安全隐患的问题。
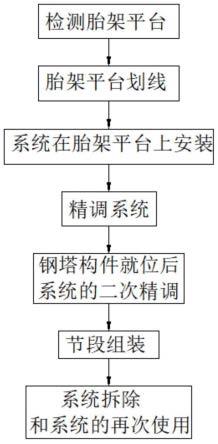
8.本发明采用的技术方案:变截面空间角度钢构件组装精度控制方法,包括如下步骤:
9.s1、检测胎架平台:对钢构件组装所用的专用胎架平台稳定性和平面度进行检测,直至胎架平台稳定性和平面度符合要求。
10.s2、胎架平台划线:在胎架平台上绘制基准线、钢构件底口轮廓位置线、变截面空间角度钢构件组装精度控制系统位置线。
11.s3、系统在胎架平台上安装:按照步骤s2绘制的变截面空间角度钢构件组装精度控制系统位置线,在胎架平台上预安装变截面空间角度钢构件组装精度控制系统。
12.s4、精调系统:通过空间角度调整装置、平面位移调整装置、定位顶紧装置对变截
面空间角度钢构件组装精度控制系统所围成的钢构件实际线形,对变截面空间角度钢构件组装精度控制系统进行精确微调。
13.s5、钢塔构件就位后系统的二次精调:钢塔构件按步骤s4所围成的轮廓线线形安装就位后,再通过空间角度调整装置2对钢塔构件的线形进行二次精调。
14.s6、节段组装:在步骤s5二次精调后的变截面空间角度钢构件组装精度控制系统内逐一进行节段组装。
15.s7、系统拆除和系统的再次使用:一个节段组装完成后,解除空间角度调整装置以及定位顶紧装置的约束;通过平面位移调整装置将斜撑板水平移出脱离节段;将组装完成的节段移下胎架平台;组装下一个节段时,再次通过平面位移调整装置将斜撑板移动到指定位置,用定位顶紧装置约束后,重复步骤s4、s5、s6;以此往复,完成变截面空间角度钢构件组装。
16.变截面空间角度钢构件组装精度控制系统包括空间角度调整装置、平面位移调整装置以及定位顶紧装置;空间角度调整装置包括三角形的斜撑框架;斜撑框架底部设有平面位移调整装置,平面位移调整装置带动斜撑框架2直线位移;定位顶紧装置将平面位移调整装置连同空间角度调整装置在胎架平台可拆卸压紧并夹紧固定安装;斜撑框架一条斜边中心线上设有一列共线的调节丝杆,调节丝杆的旋出长度变化用于形成不同倾角支撑斜面;调节丝杆适配支撑直线结构的斜撑板;调节丝杆将斜撑板支撑所形成的倾角支撑斜面与钢塔构件所形成的倾斜斜面线形一致。
17.还包括一种如变截面空间角度钢构件组装精度控制方法所使用的变截面空间角度钢构件组装精度控制系统,变截面空间角度钢构件组装精度控制系统包括空间角度调整装置、平面位移调整装置以及定位顶紧装置;空间角度调整装置包括三角形的斜撑框架;斜撑框架底部设有平面位移调整装置,平面位移调整装置带动斜撑框架2直线位移;定位顶紧装置将平面位移调整装置连同空间角度调整装置在胎架平台可拆卸压紧并夹紧固定安装;斜撑框架一条斜边中心线上设有一列共线的调节丝杆,调节丝杆的旋出长度变化用于形成不同倾角支撑斜面;调节丝杆适配支撑直线结构的斜撑板;调节丝杆将斜撑板支撑所形成的倾角支撑斜面与钢塔构件所形成的倾斜斜面线形一致。
18.上述技术方案中,进一步地:空间角度调整装置由斜撑板、斜撑底座横梁、斜撑框架、调节丝杆、千斤顶组成;斜撑底座横梁固定安装在三角形的斜撑框架底部;定位顶紧装置压紧并夹紧斜撑底座横梁,从而将斜撑底座横梁连同斜撑框架约束固定在胎架平台上端面;位于调节丝杆所在侧的斜撑底座横梁前端安装水平向外的千斤顶;千斤顶执行末端与调节丝杆共面支撑斜撑板背面;斜撑底座横梁后端安装平面位移调整装置;平面位移调整装置用于拉动斜撑底座横梁连同斜撑框架在胎架平台上端面直线位移。
19.上述技术方案中,进一步地:斜撑底座横梁为一根竖直设置的工字钢;斜撑框架用型材拼焊制成镂空三角形支撑框架结构;斜撑板为一根槽钢。
20.上述技术方案中,进一步地:定位顶紧装置由固定横梁、连接螺栓、拼接板、顶紧螺栓组成;固定横梁放置于胎架平台上端面;固定横梁顶端使用连接螺栓紧固连接拼接板一端;拼接板另一端安装顶紧螺栓;顶紧螺栓顶紧空间角度调整装置,从而将空间角度调整装置压紧且夹紧固定在胎架平台上端面。
21.上述技术方案中,进一步地:固定横梁为竖直设置的工字钢;拼接板包括z形结构
的拼接板以及l形结构的拼接板;z形结构的拼接板用于下压压紧固定定位顶紧装置;l形结构的拼接板用于对夹夹紧固定定位顶紧装置。
22.上述技术方案中,进一步地:平面位移调整装置由固定块、牵引丝杠组件组成;固定块可拆卸垂直固定安装在胎架平台上端面;固定块块体垂直旋合适配安装水平设置的牵引丝杠组件的丝杠本体;牵引丝杠组件的丝杠本体外侧末端同轴固连转动手柄;牵引丝杠组件的丝杠本体内侧末端转动连接空间角度调整装置外侧尾端;旋动牵引丝杠组件的转动手柄带动丝杠本体直线位移,从而拖拽空间角度调整装置直线位移。
23.上述技术方案中,进一步地:固定块磁吸式固定安装在胎架平台上端面。
24.本发明与现有技术相比的优点:
25.1、本发明当空间角度调整装置基本就位,并通过定位顶紧装置对其约束定位后,通过空间角度调整装置中的调节丝杆和千斤顶可对钢构件空间倾斜角度进行精调控制;仅需一套系统,即可实现对各种复杂空间角度钢构件线形的精确控制;解决材料消耗量大、精度控制难度大、节段制造效率低的问题。
26.2、本发明定位顶紧装置通过顶紧螺栓可对空间角度调整装置进行水平及竖向限位,有效解决传统工装与胎架焊接或栓接固定的弊端,防止胎架、工装系统损伤,提高工装系统重复利用率。
27.3、本发明平面位移调整装置通过牵引丝杠组件与松动后的定位顶紧装置配合;可让空间角度调整装置在胎架平台上前后直线自由位移;当一个节段组装完成后,通过定位顶紧装置中顶紧螺栓解除空间角度调整装置斜撑的限位;再通过牵引丝杠组件将空间角度调整装置斜撑水平移动到节段外侧远离节段;然后再次将顶紧螺栓约束固定,组装好的节段可顺利出胎,施工高效快捷。
28.4、本发明通过空间角度调整装置、平面位移调整装置、定位顶紧装置协同作业,解决了传统工装人机消耗大的问题,且安全隐患风险大大降低;系统精度控制精确、适应面广、重复利用率高、操作方便、安全性好;有效弥补传统技术方面不足,更高效实用,一套控制系统可以适用于各种变截面空间角度钢构件的组装及精度控制,在保证制造精度的同时,可提高生产效率两倍,降低工装成本50%,降本增效作用明显;定位组装调节操作方便快捷;各环节均能节省人工及机械使用,有助高效完成施工任务。
附图说明
29.图1为本发明系统轴测图;
30.图2为本发明系统主视图;
31.图3为图2的a-a剖视图;
32.图4为图2的b-b剖视图;
33.图5为图2的平面位移调整装置调节原理图;
34.图6为本发明方法步骤s1和步骤s2状态图;
35.图7为本发明方法步骤s3和步骤s4状态图;
36.图8为本发明方法步骤s5和步骤s6状态图;
37.图9为本发明方法步骤s7状态图;
38.图10为本发明方法流程图;
39.图中:1-胎架平台,2-空间角度调整装置,201-斜撑板,202-斜撑底座横梁,203-斜撑框架,204-调节丝杆,205-千斤顶;3-平面位移调整装置,301-固定块,302-牵引丝杠组件;4-定位顶紧装置,401-固定横梁,402-连接螺栓,403-拼接板,404-顶紧螺栓。
具体实施方式
40.下面将结合本发明实施例中的附图1-10,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.(如图6至图10所示)变截面空间角度钢构件组装精度控制方法,包括如下步骤:
42.s1、检测胎架平台:对钢构件组装所用的专用胎架平台1稳定性和平面度进行检测,直至胎架平台1稳定性和平面度符合要求。
43.在胎架平台1满足要求的基础上,为后续机构的定位调节奠定基础。
44.s2、胎架平台划线:在胎架平台1上绘制基准线、钢构件底口轮廓位置线、变截面空间角度钢构件组装精度控制系统位置线。
45.(如图6所示)先由基准线定位,再在基准线定位基础上,绘制底口轮廓位置线用于对系统安装位置定位,最后确定变截面空间角度钢构件组装精度控制系统位置线,以逐一安装变截面空间角度钢构件组装精度控制系统。
46.(如图7所示)s3、系统在胎架平台上安装:按照步骤s2绘制的变截面空间角度钢构件组装精度控制系统位置线,在胎架平台1上逐一预安装多台变截面空间角度钢构件组装精度控制系统;使得每个变截面空间角度钢构件组装精度控制系统执行末端对齐步骤s2绘制的变截面空间角度钢构件组装精度控制系统位置线。
47.s4、精调系统:通过空间角度调整装置2、平面位移调整装置3、定位顶紧装置4对变截面空间角度钢构件组装精度控制系统所围成的钢构件实际线形,对变截面空间角度钢构件组装精度控制系统进行精确微调。
48.(如图8所示)即调节空间角度调整装置2的千斤顶205和调节丝杆204伸出长短,调节平面位移调整装置3的牵引丝杠组件302使得系统到位;调节定位顶紧装置4的顶紧螺栓404,使得系统在胎架平台上约束固定;在调节好倾斜线形的系统上放置斜撑板201,使得斜撑板201的斜度符合钢构件的线形要求。
49.s5、钢塔构件就位后系统的二次精调:钢塔构件按步骤s4所围成的轮廓线线形安装就位后,再通过空间角度调整装置2对钢塔构件的线形进行二次精调。二次精调时,结合现有检测手段,通过再次精调,从而提高钢构件的线形定位精度。
50.s6、节段组装:在步骤s5二次精调后的变截面空间角度钢构件组装精度控制系统内逐一高效快捷地进行节段组装。
51.(如图9所示)s7、系统拆除和系统的再次使用:一个节段组装完成后,解除空间角度调整装置2以及定位顶紧装置4的约束;即退出顶紧的千斤顶205并旋动退出调节丝杆204,同时松动顶紧螺栓404。再通过旋动平面位移调整装置3的牵引丝杠组件302,拖拽斜撑板201向外水平位移退出,从而使得系统脱离节段;将组装完成的节段移下胎架平台1;组装下一个节段时,再次通过平面位移调整装置3将斜撑板201移动到指定位置,用定位顶紧装
置4约束后,重复步骤s4、s5、s6;以此往复,完成变截面空间角度钢构件组装。
52.所述变截面空间角度钢构件组装精度控制系统包括空间角度调整装置2、平面位移调整装置3以及定位顶紧装置4。
53.空间角度调整装置2用于调节支撑斜率。所述平面位移调整装置3用于系统的退出和顶紧。所述定位顶紧装置4用于系统在胎架平台1上的无损可拆卸约束固定。
54.(如图1、图2所示)所述空间角度调整装置2包括三角形的斜撑框架203;所述斜撑框架203的斜面用于调节倾斜支撑线形。
55.所述斜撑框架203底部设有平面位移调整装置3,所述平面位移调整装置3用于带动斜撑框架203直线位移。
56.所述定位顶紧装置4将平面位移调整装置3连同空间角度调整装置2在胎架平台1可拆卸压紧并夹紧固定安装。
57.为实现斜率调节功能:所述斜撑框架203一条斜边中心线上设有一列共线的调节丝杆204,每个调节丝杆204垂直旋合适配安装在斜撑框架203一条斜边中心线上。
58.具体地,可在斜撑框架203上制孔后同轴焊接固定螺母件,从而实现调节丝杆204在斜撑框架203上的垂直旋动安装。
59.(结合图2)所述调节丝杆204的旋出长度变化用于形成不同倾角支撑斜面。
60.所述调节丝杆204适配支撑直线结构的斜撑板201;所述斜撑板201用槽钢制成。所述斜撑板201用于将调节丝杆的点接触定位改为面接触定位。即通过斜撑板201的定位斜面用于面接触钢构件节段外斜面,从而可靠定位支撑钢构件。
61.其中,最为关键的是:所述调节丝杆204将斜撑板201支撑所形成的倾角支撑斜面与钢塔构件所形成的倾斜斜面线形一致,从而实现钢塔构件斜面的精确定位和支撑。
62.本发明还包括一种如变截面空间角度钢构件组装精度控制方法所使用的变截面空间角度钢构件组装精度控制系统,所述变截面空间角度钢构件组装精度控制系统包括前述空间角度调整装置2、平面位移调整装置3以及定位顶紧装置4。
63.与前文描述相同:所述空间角度调整装置2包括三角形的斜撑框架203;所述斜撑框架203底部设有平面位移调整装置3,所述平面位移调整装置3带动斜撑框架203直线位移;所述定位顶紧装置4将平面位移调整装置3连同空间角度调整装置2在胎架平台1可拆卸压紧并夹紧固定安装;所述斜撑框架203一条斜边中心线上设有一列共线的调节丝杆204,所述调节丝杆204的旋出长度变化用于形成不同倾角支撑斜面;所述调节丝杆204适配支撑直线结构的斜撑板201;所述调节丝杆204将斜撑板201支撑所形成的倾角支撑斜面与钢塔构件所形成的倾斜斜面线形一致。
64.本发明的改进在于:(如图1、图2所示)上述实施例中,进一步地:所述空间角度调整装置2由斜撑板201、斜撑底座横梁202、斜撑框架203、调节丝杆204、千斤顶205组成。
65.所述斜撑板201用一根槽钢制成。材料易得,面定位可靠,经济实用。
66.所述斜撑底座横梁202固定安装在三角形的斜撑框架203底部。
67.所述斜撑底座横梁202用竖直的工字钢制成;材料易得,经济实用。
68.所述斜撑底座横梁202用于空间角度调整装置2的支撑和约束固定。优选地,所述斜撑底座横梁202焊接固连三角形的斜撑框架203底部,使两者牢固连为一体。
69.(结合图3、图4)所述定位顶紧装置4用于压紧并夹紧斜撑底座横梁202,从而将斜
撑底座横梁202连同斜撑框架203约束固定在胎架平台1上端面。
70.为实现空间角度调整装置2对钢构件节段的约束固定:位于调节丝杆204所在侧的所述斜撑底座横梁202前端安装水平向外的所述千斤顶205;所述千斤顶205执行末端与调节丝杆204共面支撑所述斜撑板201背面,从而形成倾斜定位支撑定位面。
71.所述斜撑底座横梁202后端安装所述平面位移调整装置3;所述平面位移调整装置3用于拉动斜撑底座横梁202连同斜撑框架203在胎架平台1上端面直线位移。
72.上述实施例中,进一步地:所述斜撑框架203用型材拼焊制成镂空三角形支撑框架结构。所述镂空三角形支撑框架内侧设有多根三角形的加强筋,采用三角形内撑加强筋结构,三角形具有稳定性,斜撑框架203的防变形效果优良,且型材材料易得,支撑稳定,经济实用,安全可靠。
73.(结合图2)可见,本发明当空间角度调整装置2基本就位,并通过定位顶紧装置4对其约束定位后,通过空间角度调整装置2中的调节丝杆204和千斤顶205可对钢构件空间倾斜角度进行精调控制;仅需一套系统,即可实现对各种复杂空间角度钢构件线形的精确控制;解决材料消耗量大、精度控制难度大、节段制造效率低的问题。
74.(结合图2、图3、图4)上述实施例中,进一步地:所述定位顶紧装置4由固定横梁401、连接螺栓402、拼接板403、顶紧螺栓404组成。
75.所述固定横梁401放置于胎架平台1上端面,用于架高支撑。上述实施例中,进一步地:所述固定横梁401为竖直设置的工字钢。材料易得,结构稳定,经济实用。
76.所述固定横梁401顶端使用连接螺栓402紧固连接拼接板403一端;所述拼接板403包括直角弯折呈z形结构的拼接板(图3)以及直角弯折呈l形结构的拼接板(图4);z形结构的拼接板用于下压压紧固定所述斜撑底座横梁202;l形结构的拼接板用于对夹夹紧固定所述斜撑底座横梁202。
77.所述拼接板403另一端安装顶紧螺栓404;具体地:所述拼接板403另一端可制孔后同轴焊接固定螺母件,从而实现顶紧螺栓404在拼接板403另一端的旋合适配安装。
78.(如图3、图4)使用时:所述顶紧螺栓404顶紧空间角度调整装置2的斜撑底座横梁202,从而将空间角度调整装置2斜撑底座横梁202压紧且夹紧固定在所述胎架平台1上端面。
79.具体地,直角弯折呈z形结构的拼接板403压紧工字型的斜撑底座横梁202底板;l形结构的拼接板403对称且对夹夹紧约束固定工字型的斜撑底座横梁202的中心纵梁左右竖直外侧壁;从而实现空间角度调整装置2在胎架平台1上的纵向以及水平无损可拆卸约束定位。
80.可见,本发明定位顶紧装置4通过顶紧螺栓404可对空间角度调整装置2进行水平及竖向限位,有效解决传统工装与胎架焊接或栓接固定的弊端,防止胎架、工装系统损伤,提高工装系统重复利用率。
81.(如图5所示)上述实施例中,进一步地:所述平面位移调整装置3由固定块301、牵引丝杠组件302组成。
82.所述固定块301可拆卸垂直固定安装在胎架平台1上端面。
83.上述实施例中,进一步地:所述固定块301磁吸式固定安装在胎架平台1上端面。即所述固定块301采用磁力座的方式在胎架平台1上牢固吸附固定。
84.在此基础上,所述固定块301块体制有的水平内螺纹通孔垂直旋合适配安装水平设置的牵引丝杠组件302的丝杠本体。
85.所述牵引丝杠组件302的丝杠本体外侧末端同轴固连转动手柄;转动手柄用于带动丝杠本体同轴转动。
86.所述牵引丝杠组件302的丝杠本体内侧末端转动连接所述空间角度调整装置2外侧尾端。具体地:转动连接方式为采用轴承、轴承座组件实现丝杠本体内侧末端和空间角度调整装置2中斜撑底座横梁202外侧末端的转动连接。
87.平面位移调整装置3的平移调节工作原理为:旋动所述牵引丝杠组件302的转动手柄带动丝杠本体直线位移,从而拖拽未被约束的所述空间角度调整装置2直线位移。
88.可见,本发明平面位移调整装置3通过牵引丝杠组件302与松动后的定位顶紧装置4配合;可让空间角度调整装置2在胎架平台1上前后直线自由位移;当一个节段组装完成后,通过定位顶紧装置4中顶紧螺栓404解除空间角度调整装置2的限位;再通过牵引丝杠组件302将空间角度调整装置2水平移动到节段外侧远离节段;然后再次将顶紧螺栓404约束固定,组装好的节段可顺利出胎,施工高效快捷。
89.本发明的工作原理为:在胎架平台1上按基准线将系统的空间角度调整装置2、定位顶紧装置4、平面位移调整装置3安装就位后,通过定位顶紧装置4、平面位移调整装置3配合,可让空间角度调整装置2在胎架平台1上水平前后移动;调节至空间角度调整装置2的斜撑底座横梁202精确就位后,然后通过调节丝杆204及千斤顶205对空间角度调整装置2的斜度进行精调,使钢构件线形得到精确控制,然后组装钢构件节段;当一个节段组装完成后,松开调节丝杆204及千斤顶205,使其脱离钢构件,并通过顶紧螺栓404解除对斜撑底座横梁202的限位,再通过牵引丝杠组件302将斜撑底座横梁202连同斜撑框架203水平移动到节段外适当位置,从而解除对节段的约束;然后用顶紧螺栓404重新预固定系统,使节段可顺利出胎,然后进行下一个节段安装,按照前述同样原理装配调节即可。
90.通过以上描述可以发现:本发明通过空间角度调整装置2、平面位移调整装置3、定位顶紧装置4协同作业,解决了传统工装人机消耗大的问题,且安全隐患风险大大降低;系统精度控制精确、适应面广、重复利用率高、操作方便、安全性好;有效弥补传统技术方面不足,更高效实用。一套控制系统可以适用于各种变截面空间角度钢构件的组装及精度控制,在保证制造精度的同时,可提高生产效率两倍,降低工装成本50%,降本增效作用明显。定位组装调节操作方便快捷;各环节均能节省人工及机械使用,有助高效完成施工任务。
91.综上所述,本发明代替传统斜撑与胎架焊接或栓接固定的方式,避免了安拆过程中工装的损伤,重复利用率高,且绿色环保高效节能。
92.本发明可灵活对斜撑进行就位,大大节省了斜撑在胎架上移动时人工及机械使用量,且组装效率大大提高,安全性好。
93.本发明由空间角度调整装置,来对钢构件线形进行精准控制,适用各种空间角度钢构件的定位,代替传统需要根据钢构件空间角度及截面的变化制作多种不同角度的斜撑,然后再在斜撑上设置的不同线形撑板来精确控制空间角度,节省了大量工装消耗,且精度控制更加精准,操作方便。
94.本发明在一个节段组装完成后,可通过平面位移调整装置3及定位顶紧装置4,使斜撑向外移动脱离钢构件,不用人机配合将斜撑吊离胎外,省时省力省成本。
95.本发明适用于各种不同空间角度及截面变化的钢构件制造组装及精度控制;只需要一套控制系统,可实现批量化生产制造,具有极高的实用和推广价值,可为类似项目降本增效做出很大贡献。
96.本说明书中的各个实施例均采用相关的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
97.以上所述仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1