一种加工绿色建材隔墙板的热压成型装置的制作方法
1.本实用新型涉及热压成型装置技术领域,尤其涉及的是一种加工绿色建材隔墙板的热压成型装置。
背景技术:
2.环保建材是指绿色天然,环保安全的建筑材料,基本无毒无害、本身没有或极少有毒有害的物质、未经污染只进行了简单加工的装饰材料。如石膏、滑石粉、砂石、木材、某些天然石材等。在绿色建材隔墙板加工的过程当中,需要对一些较小的板材进行压合成型,以便于加工成产品。传统技术中,采用的热压成型成型装置只是从单面进行加热,容易导致一些较厚的建材隔板热压的效率慢,并且传统热压成型装置需要人工放料进行固定以及取料,容易因为加热件的温度过高而造成安全隐患。因此,为了实现用于建材的筛料装置的方便及合理,所以有必要设计出一套专门针对加工绿色建材隔墙板的热压成型装置。
3.因此,现有技术存在缺陷,需要改进。
技术实现要素:
4.本实用新型所要解决的技术问题是:提供一种可进行双面热压成型,且具有自动上料下料功能的加工绿色建材隔墙板的热压成型装置。
5.本实用新型的技术方案如下:一种加工绿色建材隔墙板的热压成型装置,包括机架、热压机构、限位组件及输送机构,所述机架内设有热压机构,所述输送机构穿设于热压机构中部,所述限位组件设于输送机构侧端;
6.其中,所述热压机构包括下压组件及上压组件,所述下压组件设于机架底部,所述上压组件设于机架顶部,所述输送机构设于下压组件与上压组件之间;
7.所述下压组件包括第一气缸、顶升固定板及第一热压板,所述第一气缸设于机架底部,所述第一气缸上设有顶升固定板,所述第一气缸通过活塞端与所述第一热压板连接。
8.采用上述技术方案,所述的加工绿色建材隔墙板的热压成型装置中,所述上压组件包括若干组第二气缸、若干组连接载板及第二热压板,所述第二气缸设于机架顶部,所述第二气缸通过活塞端与所述连接载板连接,所述第二热压板与连接载板连接。
9.采用上述各个技术方案,所述的加工绿色建材隔墙板的热压成型装置中,所述输送机构包括伺服电机、传动组件、主动滚筒、若干组传动滚筒及若干组输送带,所述伺服电机设于顶升固定板顶部,所述伺服电机通过传动组件与所述主动滚筒连接,所述输送带分别套设于主动滚筒的左右两侧,所述主动滚筒通过输送带与传动滚筒连接,所述第一热压板设于若干组输送带之间。
10.采用上述各个技术方案,所述的加工绿色建材隔墙板的热压成型装置中,所述传动组件包括主动带轮、传动带轮及传动皮带,所述伺服电机通过输出轴与所述主动带轮连接,所述主动带轮通过传动皮带与所述传动带轮连接,且所述主动滚筒与传动带轮的中轴连接。
11.采用上述各个技术方案,所述的加工绿色建材隔墙板的热压成型装置中,所述限位组件包括第三气缸及顶块,所述第三气缸设于传动滚筒侧端,所述第三气缸通过输出轴与所述顶块连接。
12.本实用新型与现有技术相比,具有以下有益效果:
13.采用上述各个技术方案,本实用新型加工绿色建材隔墙板的热压成型装置中,输送机构可将建材隔墙板送入热压机构下方,通过热压机构将建材隔墙板进行加热压合,当热压完成后再通过输送机构将建材隔墙板送至下料,限位组件可对建材隔墙板进行限位,从而防止建材隔墙板热压时产生移位而影响成型效果,实用性强;热压机构中的下压组件及上压组件可分别从顶部及底部对输送机构上的建材隔墙板进行双面热压,热压效率高。
附图说明
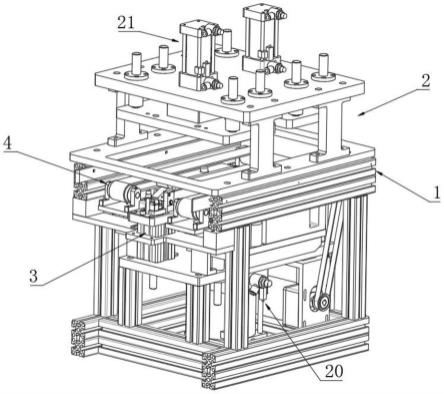
14.图1为本实用新型的整体结构示意图;
15.图2为本实用新型的上压组件结构示意图;
16.图3为本实用新型的下压组件、输送机构及下压组件结构示意图。
具体实施方式
17.以下结合附图和具体实施例,对本实用新型进行详细说明。
18.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“里面”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
19.如图1所示,一种加工绿色建材隔墙板的热压成型装置,包括机架1、热压机构2、限位组件3及输送机构4,所述机架1内设有热压机构2,所述输送机构4穿设于热压机构2中部,所述限位组件3设于输送机构4侧端。本实施例中,输送机构4可将建材隔墙板送入热压机构2下方,通过热压机构2将建材隔墙板进行加热压合,当热压完成后再通过输送机构4将建材隔墙板送至下料,限位组件3可对建材隔墙板进行限位,从而防止建材隔墙板热压时产生移位而影响成型效果,实用性强。
20.如图3所示,其中,所述热压机构2包括下压组件20及上压组件21,所述下压组件20设于机架1底部,所述上压组件21设于机架1顶部,所述输送机构4设于下压组件20与上压组件21之间。本实施例中,下压组件20及上压组件21可分别从顶部及底部对输送机构4上的建材隔墙板进行双面热压,提高工作效率。
21.如图3所示,所述下压组件20包括第一气缸200、顶升固定板201及第一热压板202,所述第一气缸200设于机架1底部,所述第一气缸200上设有顶升固定板201,所述第一气缸200通过活塞端与所述第一热压板202连接。本实施例中,第一气缸200可通过活塞端带动第一热压板202向上升以对建材隔墙板的底部进行压紧
22.如图2所示,作为优选的,所述上压组件21包括若干组第二气缸210、若干组连接载板211及第二热压板212,所述第二气缸210设于机架1顶部,所述第二气缸210通过活塞端与所述连接载板211连接,所述第二热压板212与连接载板211连接。本实施例中,第二气缸210
可通过活塞端带动连接载板211向下移动,使连接载板211带动第二热压板212向下压以对建材隔墙板的顶部进行压紧。
23.如图3所示,作为优选的,所述输送机构4包括伺服电机40、传动组件41、主动滚筒42、若干组传动滚筒43及若干组输送带44,所述伺服电机40设于顶升固定板201顶部,所述伺服电机40通过传动组件41与所述主动滚筒42连接,所述输送带44分别套设于主动滚筒42的左右两侧,所述主动滚筒42通过输送带44与传动滚筒43连接,所述第一热压板202设于若干组输送带44之间。本实施例中,伺服电机40可通过传动组件41带动主动滚筒42开始旋转,主动滚筒42可通过输送带44带动传动滚筒43,从而以实现输送机构4带动建材隔墙板进行移动。
24.如图3所示,作为优选的,所述传动组件41包括主动带轮410、传动带轮411及传动皮带412,所述伺服电机40通过输出轴与所述主动带轮410连接,所述主动带轮410通过传动皮带412与所述传动带轮411连接,且所述主动滚筒42与传动带轮411的中轴连接。本实施例中,伺服电机40可通过输出轴带动主动带轮410开始旋转,主动带轮410可通过传动皮带412带动传动带轮411旋转。
25.如图3所示,作为优选的,所述限位组件3包括第三气缸30及顶块31,所述第三气缸30设于传动滚筒43侧端,所述第三气缸30通过输出轴与所述顶块31连接。本实施例中,第三气缸30可通过活塞端推动顶块31以对输送机构4上的建材隔墙板进行限位。
26.采用上述各个技术方案,本实用新型加工绿色建材隔墙板的热压成型装置中,输送机构可将建材隔墙板送入热压机构下方,通过热压机构将建材隔墙板进行加热压合,当热压完成后再通过输送机构将建材隔墙板送至下料,限位组件可对建材隔墙板进行限位,从而防止建材隔墙板热压时产生移位而影响成型效果,实用性强;热压机构中的下压组件及上压组件可分别从顶部及底部对输送机构上的建材隔墙板进行双面热压,热压效率高。
27.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1