装配式索夹的制作方法
1.本实用新型涉及建筑结构设计技术领域,尤其涉及一种装配式索夹。
背景技术:
2.轮辐式索网径向索与环向索连接索夹,是此类结构最为关键的传力节点。因其形状复杂,传统的径向索与环向索连接索夹多采用铸钢件或多板焊接连接工艺,铸钢件的模具制作成本高,通用性差,且内部缺陷多,受力性能差;而焊接连接产生的残余应力,则会影响索夹的精度和可靠性。
技术实现要素:
3.本实用新型的目的在于提供一种装配式索夹,既避免了铸造工艺带来的铸钢件的模具制作成本高、内部缺陷多等问题,又避免了焊接应力产生的材料缺陷,实现了装配式索夹的标准化、预制化及装配化生产。
4.为了达到上述目的,本实用新型提供了一种装配式索夹,包括中央耳板及设置在所述中央耳板相对两侧的若干槽座板,所述中央耳板与所述槽座板螺纹连接,所述中央耳板的端部开设有径向索连接孔,且所述中央耳板与所述槽座板上对应设置有若干环向索定位槽,相邻设置的两块所述槽座板和/或相邻设置的所述槽座板与所述中央耳板之间的其中一者上开设有若干抗剪键槽,另一者上对应设置有若干与所述抗剪键槽相配合的抗剪键。
5.可选的,位于所述中央耳板同侧的槽座板至少为两个时,至少一块所述槽座板的相对两侧分别设置有抗剪键槽及抗剪键。
6.可选的,所述装配式索夹还包括若干螺杆及锁紧螺母,所述中央耳板与所述槽座板上对应开设有若干连接孔,所述螺杆沿预设方向顺次贯穿所述中央耳板及所有所述槽座板上对应的连接孔后通过所述锁紧螺母固定。
7.可选的,所述连接孔与所述抗剪键交替分布。
8.可选的,所述中央耳板上的径向索连接孔的轴向两侧分别设置有一个带径向索穿孔的加强板。
9.可选的,所述加强板由低合金钢轧制而成。
10.可选的,所述环向索定位槽位于所述中央耳板与所述槽座板的底部。
11.可选的,所述径向索连接孔的孔壁及所述环向索定位槽的槽壁上覆盖有一镀锌防腐层。
12.可选的,所述槽座板与所述中央耳板的材质均为钢材。
13.可选的,所述槽座板与所述中央耳板均采用机加工成型。
14.本实用新型提供了一种装配式索夹,至少具有以下有益效果之一:
15.1)槽座板与中央耳板通过螺纹连接的方式进行连接,既避免了铸造工艺带来的铸钢件的模具制作成本高、内部缺陷多等问题,又避免了焊接应力产生的材料缺陷,大幅提高
了装配式索夹的可靠性;
16.2)通过采用多块槽座板与中央耳板进行拼装的方式,实现了装配式索夹的标准化、预制化及装配化生产,降低了生产成本并缩短了生产周期;
17.3)通过在中央耳板与槽座板以及相邻槽座板之间配对设置抗剪键槽与抗剪键,能够提高所述中央耳板与槽座板以及相邻槽座板之间的连接可靠性;
18.4)采用多块槽座板拼合的方式,避免使用过厚的钢板,提高钢材z向性能的利用率;
19.5)槽座板可随受力需求增减数量,可实现标准化生产,降低生产成本,缩短生产周期。
附图说明
20.本领域的普通技术人员将会理解,提供的附图用于更好地理解本实用新型,而不对本实用新型的范围构成任何限定。其中:
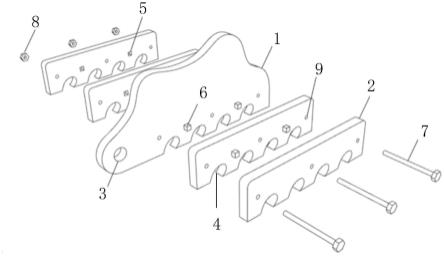
21.图1为本实用新型实施例提供的装配式索夹的爆炸图;
22.图2为本实用新型实施例提供的装配式索夹的轴测图;
23.附图中:
24.1-中央耳板;2-槽座板;3-径向索连接孔;4-环向索定位槽;5-抗剪键槽;6-抗剪键;7-螺杆;8-锁紧螺母;9-连接孔。
具体实施方式
25.为使本实用新型的目的、优点和特征更加清楚,以下结合附图和具体实施例对本实用新型作进一步详细说明。需说明的是,附图均采用非常简化的形式且未按比例绘制,仅用以方便、明晰地辅助说明本实用新型实施例的目的。此外,附图所展示的结构往往是实际结构的一部分。特别的,各附图需要展示的侧重点不同,有时会采用不同的比例。
26.如在本实用新型中所使用的,单数形式“一”、“一个”以及“该”包括复数对象,除非内容另外明确指出外。如在本实用新型中所使用的,术语“或”通常是以包括“和/或”的含义而进行使用的,除非内容另外明确指出外。如在本实用新型中所使用的,术语“若干”通常是以包括“至少一个”的含义而进行使用的,除非内容另外明确指出外。如在本实用新型中所使用的,术语“至少两个”通常是以包括“两个或两个以上”的含义而进行使用的,除非内容另外明确指出外。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、“第三”的特征可以明示或者隐含地包括一个或者至少两个该特征。
27.请参照图1-图2,图1为本实用新型实施例提供的装配式索夹的爆炸图;图2为本实用新型实施例提供的装配式索夹的轴测图。本实施例提供了一种装配式索夹,包括中央耳板1及设置在所述中央耳板1相对两侧的若干槽座板2,所述中央耳板1与所述槽座板2螺纹连接,所述中央耳板1的端部开设有径向索连接孔3,且所述中央耳板1与所述槽座板2上对应设置有若干环向索定位槽4,相邻设置的两块所述槽座板2和/或相邻设置的所述槽座板2与所述中央耳板1之间的其中一者上开设有若干抗剪键槽5,另一者上对应设置有若干与所述抗剪键槽5相配合的抗剪键6。
28.通过采用多块槽座板2与中央耳板1进行拼装的方式,既避免了铸造工艺带来的铸钢件的模具制作成本高、内部缺陷多等问题,又避免了焊接应力产生的材料缺陷,实现了装配式索夹的标准化、预制化及装配化生产,降低了生产成本并缩短了生产周期。此外,通过配对设置抗剪键槽5与抗剪键6,能够提高中央耳板1与槽座板2以及相邻槽座板2之间的连接可靠性。
29.所述中央耳板1的数量为一个,位于所述中央耳板1同侧的所述槽座板2的数量可以是一个,也可以是多个,其数量可随受力需求增减数量,本技术对此不作具体限制。本实施例中,所述槽座板2的数量为4个,所述中央耳板1的相对两侧分别设置有两块所述槽座板2。
30.当位于所述中央耳板1同侧的槽座板2至少为两个时,至少一块所述槽座板2的相对两侧分别设置有抗剪键槽5及抗剪键6,以便于同时与两侧的槽座板2和中央耳板1进行配合。例如,请参照图1,从左往右将四个槽座板2分别命名为第一槽座板、第二槽座板、第三槽座板及第四槽座板,则所述第一槽座板的右侧面设置有第一抗剪键槽,所述第二槽座板的左侧面设置有用于与所述第一抗剪键槽配合的第一抗剪键,所述第二槽座板的右侧面设置有第二抗剪键槽,所述中央耳板1的左侧面设置有用于与所述第二抗剪键槽配合的第二抗剪键,所述中央耳板1的右侧面设置有第三抗剪键,所述第三槽座板的左侧面设置有用于与所述第三抗剪键槽配合的第三抗剪键槽,所述第三槽座板的右侧面设置有第四抗剪键,所述第四槽座板的左侧面设置有用于与所述第四抗剪键配合的第四抗剪键槽。应当理解的是,图1仅示意了一种中央耳板1与槽座板2、相邻槽座板2之间的抗剪键6的配合方式,而并非是对该配合方式进行限定。
31.本实施例中,所述槽座板2与所述中央耳板1的材质均为钢材。本实施例通过采用多块槽座板2拼合的方式,避免使用过厚的钢板,从而提高钢材z向性能的利用率。
32.进一步的,所述槽座板2与所述中央耳板1均采用机加工成型。常规铸钢索夹根据径向索索力不同,耳板厚度不同,每种类型的索夹均需要新开模铸造,造成模具浪费。而本实施例提供的装配式索夹,可直接通过机加工成型,中央耳板1可根据受力需要采用不同厚度的钢板,而所述中央耳板1上的径向索连接孔3以及所述中央耳板1和所述槽座板2上的环向索定位槽4则可通过计算机编程,数据机床机械加工,满足不同尺寸与形式的要求。在机加工过程中,可由目前较为成熟的数控机床加工技术控制加工质量,可使装配式索夹的质量可靠性、外表美观性、生产便利性得以共同实现。
33.请继续参照图1,所述装配式索夹还包括若干螺杆7及锁紧螺母8,所述中央耳板1与所述槽座板2上对应开设有若干连接孔9,所述螺杆沿预设方向顺次贯穿所述中央耳板1及所有所述槽座板2上对应的连接孔9后通过所述锁紧螺母8固定。由于所述中央耳板1与所述槽座板2通过螺杆和螺母螺纹连接,能够充分发挥钢材强度高、性能可靠以及造价低的优势,不需采用常规的铸造工艺,制作难度低,节省了铸钢模具制作费用,避免了铸造节点内部缺陷的情况,大幅提高了装配式索夹的可靠性。需要注意的是,此处提及的所述螺杆沿预设方向顺次贯穿所述中央耳板1及所有所述槽座板2上对应的连接孔9应当理解为所述螺杆沿垂直于所述中央耳板1及所述槽座板2的方向从一侧的槽座板2顺次贯穿中间的槽座板2、中央耳板1、另一侧的槽座板2(例如图1中的从右往左),以便于通过较少的螺杆即可将所述中央耳板1及所有的所述槽座板2连接固定,且连接可靠性更高。
34.本实施例中,所述中央耳板1与所述槽座板2上对应开设有三个连接孔9,所述螺杆及锁紧螺母8的数量均为三个。
35.本实施例中,所述中央耳板1及所述槽座板2同一侧上的抗剪键6也为三个,三个所述连接孔9与三个所述抗剪键6交替分布。当然,本技术对于所述抗剪键6及所述连接孔9的分布方式不作任何限制,只要保证受力均衡即可。
36.较佳的,所述中央耳板1上的径向索连接孔3的轴向两侧分别设置有一个带径向索穿孔的加强板(图中未示出)。考虑到在实际应用时,所述中央耳板1的径向索连接孔3会受到径向索的强大拉力,本实施例通过在所述径向索连接孔3的轴向两侧配置两个带有径向索穿孔的加强板,能够有效提升所述中央耳板1在径向索连接孔3处的结构强度。
37.进一步较佳的,所述加强板为由低合金钢轧制而成的圆环形结构。
38.较佳的,所述径向索连接孔3的孔壁及所述环向索定位槽4的槽壁上覆盖有一镀锌防腐层,以延长所述装配式锁夹的使用寿命。当然,也可以采用涂料等其它方式进行防腐,本技术对此不作限制。
39.本实施例中,所述环向索定位槽4位于所述中央耳板1与所述槽座板2的底部,且所述环向索定位槽4的数量为四个。当然,本技术对于所述环向索定位槽4的数量不作限制,可根据实际需求进行调整。此外,本技术对于所述环向索定位槽4的位置也不作任何限制,例如还可以根据不同的构件结构以及使用场景设置在所述中央耳板1的顶部或其它位置。
40.综上,本实用新型实施例提供了一种装配式索夹,通过采用多块槽座板与中央耳板进行拼装的方式,既避免了铸造工艺带来的铸钢件的模具制作成本高、内部缺陷多等问题,又避免了焊接应力产生的材料缺陷,实现了装配式索夹的标准化、预制化及装配化生产,降低了生产成本并缩短了生产周期。此外,通过配对设置抗剪键槽与抗剪键,能够提高提高中央耳板与槽座板以及相邻槽座板之间的连接可靠性。
41.上述仅为本实用新型的优选实施例而已,并不对本实用新型起到任何限制作用。任何所属技术领域的技术人员,在不脱离本实用新型的技术方案的范围内,对本实用新型揭露的技术方案和技术内容做任何形式的等同替换或修改等变动,均属未脱离本实用新型的技术方案的内容,仍属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1