蜂窝陶瓷湿坯卧式自动切割机的泡沫工装传送供给装置的制作方法
1.本实用新型涉及的是一种蜂窝陶瓷湿坯卧式自动切割机的泡沫工装传送供给装置,与蜂窝陶瓷湿坯卧式高速自动切割机配套使用,适用于蜂窝陶瓷成型机挤出的湿坯料进行高速自动切割成蜂窝陶瓷湿坯件以及传送蜂窝陶瓷湿坯件。
背景技术:
2.蜂窝陶瓷是一种多孔性的工业用陶瓷,内部由薄壁分割成三角、四方或六角形平行通道,比表面积大,排气阻力小,是当前净化汽车尾气三元催化剂的理想载体和主流产品,截面形状大多为圆形,也有椭圆形、矩形或跑道形等。
3.蜂窝陶瓷坯料生产主要是通过蜂窝陶瓷成型机挤出成型,经挤压成型后的蜂窝陶瓷材料,为蜂窝陶瓷湿坯材料。蜂窝陶瓷湿坯材料在进行干燥定型前,需要切割成多段以形成所需的长度,蜂窝陶瓷湿坯材料传输、切割、传送过程中容易变形、损坏,影响产品质量。另外,目前蜂窝陶瓷切割机,生产效率较低,满足不了工业自动化生产需要。
4.蜂窝陶瓷湿坯件料经蜂窝陶瓷成型机挤出成型,外表比较紧密,韧性大,特别是规格比较大的蜂窝陶瓷湿坯件料切割线直接切割时容易变形,影响切口质量,需要对蜂窝陶瓷湿坯切割机进行工艺设备改进以提高切割速度确保产品质量来满足自动化生产需要。
技术实现要素:
5.本实用新型目的是针对上述不足之处提供一种蜂窝陶瓷湿坯卧式自动切割机的泡沫工装传送供给装置,与蜂窝陶瓷湿坯卧式高速自动切割机配套使用,
6.能将蜂窝陶瓷成型机挤出的湿坯料进行高速自动切割成蜂窝陶瓷湿坯件以及传送蜂窝陶瓷湿坯件。
7.蜂窝陶瓷湿坯卧式自动切割机的泡沫工装传送供给装置是采取以下技术方案实现:
8.蜂窝陶瓷湿坯卧式自动切割机的泡沫工装传送供给装置包括机架部分、泡沫工装传送装置、泡沫工装供给装置和泡沫工装升降机构。
9.所述的机架部分具有机架,机架上部装有工作台。工作台一侧设置有电气控制柜,电气控制柜装有电气控制开关、显示屏、交流接触器、继电器、plc可编程控制器、电机控制器等电气控制器件。
10.机架安装在底座上部,底座四角分别安装有机架升降器,机架升降器上部固定在机架两侧,机架两侧两组机架升降器分别通过同步调节连接轴连接,通过手轮调节机架在底座上位置,机架升降器设置有齿轮传动机构、升降丝杠、滑动调节块,可以调节机架安装高度和倾斜度。
11.底座下部装有轨道轮,轨道轮安装在轨道上,便于设备移动调整安装位置。底座一侧装有限位器,用于底座在导轨上安装定位,以防底座安装好后移位。
12.所述的泡沫工装传送装置安装在工作台一侧,通过泡沫工装传送带传送泡沫工装
到泡沫工装供给装置工位;所述的泡沫工装供给装置和泡沫工装升降机构分别安装在工作台一端,泡沫工装供给装置通过推板将泡沫工装供给泡沫工装升降机构,泡沫工装升降机构上的泡沫工装承接蜂窝陶瓷成型机挤出成型蜂窝陶瓷湿坯料,
13.所述的泡沫工装采用泡沫工装托,泡沫工装中部设置有圆弧形托板用于承载蜂窝陶瓷湿坯料和切割好的蜂窝陶瓷湿坯件。泡沫工装两侧下部设置有台阶形叉口,便于搬运、移载。
14.所述的泡沫工装传送装置包括泡沫工装传送带安装架、安装支撑板、泡沫工装传送带、泡沫工装传送带传动辊一、泡沫工装传送带传动辊二、泡沫工装传送带传动辊三、传送带张紧辊和泡沫工装传送带传动电机。
15.所述的泡沫工装传送带安装架通过安装支撑板安装在工作台一侧,泡沫工装传送带传动辊一安装在泡沫工装传送带安装架下部,泡沫工装传送带传动电机安装在泡沫工装传送带安装支架一侧,泡沫工装传送带传动辊二与泡沫工装传送带传动辊三分别安装在泡沫工装传送带安装架二端,泡沫工装传送带传动电机输出轴与泡沫工装传送带传动辊一(主动辊)相连,泡沫工装传送带套装在泡沫工装传送带传动辊一、泡沫工装传送带传动辊二、泡沫工装传送带传动辊三上,由泡沫工装传送带传动电机传动,传送泡沫工装到泡沫工装供给装置工位。
16.所述的泡沫工装传送带传动辊一两侧,装有传送带张紧辊,用于张紧泡沫工装传送带,确保泡沫工装传送带正常运转,传送泡沫工装。
17.所述的泡沫工装供给装置包括泡沫工装供给装置安装支架、供给装置安装板、同步轮、电机同步轮、同步带、泡沫工装供给传动电机、泡沫工装检测光电传感器、推板、推板安装板、同步带固定齿板、推板滑动导轨、推板滑块和挡板。
18.所述的供给装置安装板安装在泡沫工装供给装置安装支架上部,泡沫工装供给装置安装支架安装在工作台后端,泡沫工装供给传动电机安装在供给装置安装板一端,泡沫工装供给传动电机输出轴上装有电机同步带轮,同步轮安装在供给装置安装板另一端,同步带安装在电机同步轮和同步轮上,推板滑动导轨安装在供给装置安装板下部与同步带平行,推板安装板上部后侧通过同步带固定齿板固定在同步带上,推板安装板下部后侧通过推板滑块安装在推板滑动导轨上,推板固定安装在推板安装板前侧。
19.泡沫工装检测光电传感器通过安装支架安装在供给装置安装板上部,与plc可编程控制器连接,用于检测泡沫工装是否传送到位。
20.挡板安装在供给装置安装板前侧,给泡沫工装传送装置传送来泡沫工装定位。
21.泡沫工装供给装置工作时,当泡沫工装传送装置将泡沫工装传送到挡板处,泡沫工装供给装置的泡沫工装检测光电传感器检测到泡沫工装时,将检测信号传输给pcl可编程控制器,在pcl可编程控制器控制下,泡沫工装供给传动电机启动,由电机同步带轮、同步轮传动同步带,同步带带动同步带固定齿板,同步带固定齿板推动推动板安装板、推板,推动板安装板、推板通过推板滑块沿推动板滑动导轨前后来回滑动,推板推动泡沫工装传送供给泡沫工装给升降机构,承接蜂窝陶瓷挤出机挤出的蜂窝陶瓷湿坯料。
22.泡沫工装供给装置与泡沫工装升降机构之间设置有等料板区,用于泡沫工装滑动、待料。
23.所述的泡沫工装升降机构包括安装支架、安装板、泡沫工装升降电缸模组、升降导
轨、托料板、托料气缸、传动辊、泡沫工装传送同步轮、泡沫工装传送同步带、泡沫工装传送电机、升降滑动板和托料支架。
24.安装支架安装在工作台一端,安装板固定安装在安装支架一侧,泡沫工装升降电缸模组安装在安装板中部,两根升降导轨安装在泡沫工装升降电缸模组两侧,升降滑动板通过滑动块安装在泡沫工装升降电缸模组和升降导轨上,通过泡沫工装升降电缸模组传动沿升降导轨上下升降滑动。
25.所述的升降滑动板上部安装有托料支架,托料支架上部装有托料板,托料板上部装有若干根传动辊、泡沫工装传送电机安装在托料支架上,通过泡沫工装传送同步轮、泡沫工装传送同步带传动若干根传动辊,传送承载蜂窝陶瓷湿坯料的泡沫工装。托料板下部装有托料气缸,可将泡沫工装抬起,通过传动辊传送到蜂窝陶瓷湿坯料传送装置上去。
26.蜂窝陶瓷湿坯卧式自动切割机的泡沫工装传送供给装置,与蜂窝陶瓷湿坯卧式高速自动切割机配套使用,蜂窝陶瓷湿坯卧式高速自动切割机设计合理,结构紧凑,由于设置有机架部分、泡沫工装传送装置、泡沫工装供给装置、泡沫工装升降机构、激光测速机构、蜂窝陶瓷湿坯料传送装置、小刀切割装置、蜂窝陶瓷坯件切割装置、蜂窝陶瓷坯件切割传送机构,通过小刀切割装置预先在蜂窝陶瓷湿坯料外周表面上部切割成小切口,再经蜂窝陶瓷坯件切割装置按小刀切割装置切割成小刀口,对蜂窝陶瓷湿坯料按设置长度进行两次快速切割,切割成蜂窝陶瓷湿坯件,并经升降气缸,推料气缸将切割完成后的泡沫工装连同蜂窝陶瓷湿坯件,向前加速推移与后面蜂窝陶瓷湿坯件保持一定距离,确保快速切割、传送坯件。
27.由于设置有泡沫工装传送装置、泡沫工装供给装置、泡沫工装升降机构能自动提供泡沫工装给蜂窝陶瓷湿坯卧式自动切割机,承载蜂窝陶瓷成型机挤出的湿坯料。
28.因此,蜂窝陶瓷湿坯卧式自动切割机切割陶瓷坯件生产速度由传统切割机7-8秒切割一个,提高到3-4秒切割一个,提高生产效率一倍以上,称为蜂窝陶瓷湿坯卧式高速自动切割机,能满足大规格蜂窝陶瓷湿坯件自动化生产需要。
29.大规格蜂窝陶瓷湿坯料,经蜂窝陶瓷成型机挤出,外表面比较紧密,韧性大、直接采用钢丝切割坯件容易变形,不能确保切割质量,由于设置了小刀切割装置先在蜂窝陶瓷湿坯件上部外表面切割一条切口,便于蜂窝陶瓷坯件切割装置的切割钢丝快速切割,提高切割速度又可以确保切口处不变形,保证坯件质量。
附图说明
30.以下将结合附图对本实用新型作进一步说明:
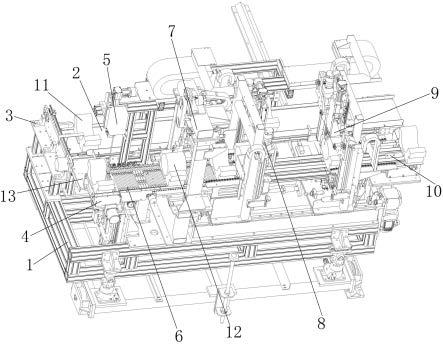
31.图1是蜂窝陶瓷湿坯卧式高速自动切割机示意图。
32.图2是蜂窝陶瓷湿坯卧式高速自动切割机的机架部分结构示意图。
33.图3是蜂窝陶瓷湿坯卧式高速自动切割机的泡沫工装传送装置结构示意图1。
34.图4是蜂窝陶瓷湿坯卧式高速自动切割机的泡沫工装传送装置结构示意图2。
35.图5是蜂窝陶瓷湿坯卧式高速自动切割机的泡沫工装供给装置结构示意图。
36.图6是蜂窝陶瓷湿坯卧式高速自动切割机的泡沫工装升降机构结构示意图。
37.图7是蜂窝陶瓷湿坯卧式高速自动切割机的激光测速机构结构示意图。
38.图8是蜂窝陶瓷湿坯卧式高速自动切割机的蜂窝陶瓷湿坯料传送装置结构示意
图。
39.图9是蜂窝陶瓷湿坯卧式高速自动切割机的小刀切割装置结构示意图1。
40.图10是蜂窝陶瓷湿坯卧式高速自动切割机的小刀切割装置结构示意图2。
41.图11是蜂窝陶瓷湿坯卧式高速自动切割机的蜂窝陶瓷坯件切割装置和蜂窝陶瓷坯件切割传送机构结构示意图。
42.图中:1、机架部分,2、泡沫工装传送装置,3、泡沫工装供给装置,4、泡沫工装升降机构,5、激光测速机构,6、蜂窝陶瓷湿坯料传送装置,7、小刀切割装置,10、蜂窝陶瓷坯件切割传送机构,11、泡沫工装,12、蜂窝陶瓷湿坯件,13、等料板区,14、切割装置安装支撑板,15、升降气缸,16、推料气缸;
43.1-1、机架,1-2、工作台,1-3、电气控制柜,1-4、底座,1-5、机架升降器,1-6、同步调节连接轴,1-7、手轮,1-8、轨道轮,1-9、轨道,1-10、限位器;
44.2-1、泡沫工装传送带安装架,2-2、安装支撑板,2-3、泡沫工装传送带,2-4、泡沫工装传送带传动辊一,2-5、泡沫工装传送带传动辊二,2-6、泡沫工装传送带传动辊三,2-7、传送带张紧辊,2-8、泡沫工装传送带传动电机;
45.3-1、泡沫工装供给装置安装支架,3-2、供给装置安装板,3-3、同步轮,3-4、电机同步轮,3-5、同步带,3-6、泡沫工装供给传动电机,3-7、泡沫工装检测光电传感器,3-8、推板,3-9、推板安装板,3-10、同步带固定齿板,3-11、推板滑动导轨,3-12、推板滑块,3-13、挡板;
46.4-1、安装支架,4-2、安装板,4-3、泡沫工装升降电缸模组,4-4、升降导轨,4-5、托料板,4-6、托料气缸,4-7、传动辊,4-8、泡沫工装传送同步轮,4-9、泡沫工装传送同步带,4-10、泡沫工装传送电机,4-11、升降滑动板,4-12、托料支架;
[0047] 5-1、激光测速仪安装支架,5-2、激光测速仪升降电缸模组,5-3、激光测速仪;
[0048]
6-1、安装底板,6-2、传送辊安装板,6-3、若干根传送辊,6-4、蜂窝陶瓷湿坯料传送电机,6-5、传送电机同步轮,6-6、传送辊同步轮,6-7、传送辊同步带,6-8、测速辊,6-9、测速辊同步轮,6-10、测速辊同步带,6-11、编码器,6-12、传送过渡辊,6-13、限位挡板;
[0049]
7-1、小刀切割装置安装底座,7-2、小刀切割装置安装架,7-3、进料方向传动电机,7-4、进料方向电机安装座,7-5、进料方向电机传动同步轮,7-6、进料方向传动同步带,7-7、进料方向同步轮,7-8、进料方向传动丝杆,7-9、进料方向导轨安装板,7-10、进料方向燕尾导轨,7-11、切割方向电机安装板,7-12、切割方向传动电机,7-13、切割方向传动丝杆,7-14、切割刀滑动板,7-15、切割方向导轨,7-16、切割方向导轨安装板,7-17、切割刀升降导轨,7-18、凸轮板,7-19、槽形凸轮,7-20、凸轮随动滚轮,7-21、切割刀升降手动调节板,7-22、调节手轮,7-23、切割小刀,7-24、刀架,7-25、凸轮槽,7-26、燕尾滑动块;
[0050]
9-1、门支架安装板,9-2、切割装置门支架,9-3、切割方向升降电缸模组,9-4、切割丝收放丝电机安装板,9-5、切割丝收放丝电机,9-6、切割丝,9-7、切割丝绕丝轮,9-8、切割丝过丝轮,9-9、光电传感器升降电缸模组,9-10、光电传感器,9-11、切割装置二进料方向传动丝杆,9-12、切割装置滑动导轨,9-13、切割装置滑动块,9-14、丝杆螺母安装块,9-15、切割装置二进料方向传动电机;
[0051]
10-1、传送同步带安装架,10-2、传送同步带辊轮,10-3、传送同步带,10-4、蜂窝陶瓷坯件切割传送电机,10-5、限位挡板,10-6、限位轮;
[0052]
11-1、圆弧形托板,11-2、台阶形叉口。
具体实施方式
[0053]
参照附图1-11,蜂窝陶瓷湿坯卧式高速自动切割机包括机架部分1、泡沫工装传送装置2、泡沫工装供给装置3、泡沫工装升降机构4、激光测速机构5、蜂窝陶瓷湿坯料传送装置6、小刀切割装置7、蜂窝陶瓷坯件切割装置和蜂窝陶瓷坯件切割传送机构10。
[0054]
蜂窝陶瓷湿坯卧式自动切割机的泡沫工装传送供给装置包括机架部分1、泡沫工装传送装置2、泡沫工装供给装置3和泡沫工装升降机构4。
[0055]
所述的机架部分1具有机架1-1,机架1-1上部装有工作台1-2。工作台1-2一侧设置有电气控制柜1-3,电气控制柜1-3装有电气控制开关、显示屏、交流接触器、继电器、plc可编程控制器、电机控制器等电气控制器件。
[0056]
机架1-1安装在底座1-4上部,底座1-4四角分别安装有机架升降器1-5,机架升降器1-5上部固定在机架1-1两侧,机架1-1两侧两组机架升降器1-5分别通过同步调节连接轴1-6连接,通过手轮1-7调节机架在底座1-4上位置,机架升降器1-5设置有齿轮传动机构、升降丝杠、滑动调节块,可以调节机架安装高度和倾斜度。所述的机架升降器1-5可采用市售机架升降器。
[0057]
底座1-4下部装有轨道轮1-8,轨道轮1-8安装在轨道1-9上,便于设备移动调整安装位置。底座1-4一侧装有限位器1-10,用于底座1-4在导轨上1-9安装定位,以防底座1-4安装好后移位。所述的限位器1-10采用市售限位器。
[0058]
所述的泡沫工装传送装置2安装在工作台1-2一侧,通过泡沫工装传送带2-3传送泡沫工装11到泡沫工装供给装置3工位;所述的泡沫工装供给装置3和泡沫工装升降机构4分别安装在工作台1-2一端,泡沫工装供给装置3通过推板3-8将泡沫工装11供给泡沫工装升降机构4,泡沫工装升降机构4上的泡沫工装11承接蜂窝陶瓷成型机挤出成型蜂窝陶瓷湿坯料,通过传动辊传送到蜂窝陶瓷湿坯料传送装置6,蜂窝陶瓷湿坯料传送装置6安装在泡沫工装升降机构4前部工作台1-2上,激光测速机构5安装在蜂窝陶瓷湿坯料传送装置6一侧上部,用于测量蜂窝陶瓷湿坯料传送速度;小刀切割装置7安装在蜂窝陶瓷湿坯料传送装置6前部工作台1-2上,通过切割小刀在蜂窝陶瓷湿坯料外周表面上部切割成小切口,用于蜂窝陶瓷坯件切割装置的切割丝9-6切割蜂窝陶瓷坯件;
[0059]
所述的蜂窝陶瓷坯件切割装置安装在小刀切割装置7前部工作台上,蜂窝陶瓷坯件切割装置由蜂窝陶瓷坯件切割装置一8、蜂窝陶瓷坯件切割装置二9组成,按小刀切割装置7切割成小刀口,对蜂窝陶瓷湿坯件料进行两次快速切割,切割成蜂窝陶瓷湿坯件12,蜂窝陶瓷湿坯件切割传送机构10设置在蜂窝陶瓷坯件切割装置前部,传送切割完成后的蜂窝陶瓷湿坯件12。
[0060]
所述的泡沫工装11采用泡沫工装托,泡沫工装11中部设置有圆弧形托板11-1用于承载蜂窝陶瓷湿坯料和切割好的蜂窝陶瓷湿坯件12。泡沫工装11两侧下部设置有台阶形叉口11-2,便于搬运、移载。
[0061]
所述的泡沫工装传送装置2包括泡沫工装传送带安装架2-1、安装支撑板2-2、泡沫工装传送带2-3、泡沫工装传送带传动辊一2-4、泡沫工装传送带传动辊二2-5、泡沫工装传送带传动辊三2-6,传送带张紧辊2-7,泡沫工装传送带传动电机2-8。
[0062]
所述的泡沫工装传送带安装架2-1通过安装支撑板2-2安装在工作台1-2一侧,泡沫工装传送带传动辊一2-4安装在泡沫工装传送带安装架2-1下部,泡沫工装传送带传动电
机2-8安装在泡沫工装传送带安装支架2-1一侧,泡沫工装传送带传动辊二2-5与泡沫工装传送带传动辊三2-6分别安装在泡沫工装传送带安装架2-1二端,泡沫工装传送带传动电机输出轴与泡沫工装传送带传动辊一(主动辊)2-4相连,泡沫工装传送带2-3套装在泡沫工装传送带传动辊一2-4、泡沫工装传送带传动辊二2-5、泡沫工装传送带传动辊三2-6上,由泡沫工装传送带传动电机2-8传动,传送泡沫工装11到泡沫工装供给装置5工位。
[0063]
所述的泡沫工装传送带传动辊一2-4两侧装有传送带张紧辊2-7用于张紧泡沫工装传送带2-3,确保泡沫工装传送带2-3正常运转,传送泡沫工装11。
[0064]
所述的泡沫工装供给装置3包括泡沫工装供给装置安装支架3-1、供给装置安装板3-2、同步轮3-3、电机同步轮3-4、同步带3-5、泡沫工装供给传动电机3-6、泡沫工装检测光电传感器3-7、推板3-8、推板安装板3-9、同步带固定齿板3-10、推板滑动导轨3-11、推板滑块3-12、挡板3-13。
[0065]
所述的供给装置安装板3-2安装在泡沫工装供给装置安装支架3-1上部,泡沫工装供给装置安装支架3-1安装在工作台1-2后端,泡沫工装供给传动电机3-6安装在供给装置安装板3-2一端,泡沫工装供给传动电机3-6输出轴上装有电机同步带轮3-4,同步轮3-3安装在供给装置安装板3-2另一端,同步带3-5安装在电机同步轮3-4和同步轮3-3上,推板滑动导轨3-11安装在供给装置安装板3-2下部与同步带3-5平行,推板安装板3-9上部后侧通过同步带固定齿板3-10固定在同步带3-5上,推板安装板3-9下部后侧通过推板滑块3-12安装在推板滑动导轨3-11上,推板3-8固定安装在推板安装板3-9前侧。
[0066]
泡沫工装检测光电传感器3-7通过安装支架安装在供给装置安装板3-2上部,与plc可编程控制器连接,用于检测泡沫工装11是否传送到位。
[0067]
挡板3-11安装在供给装置安装板3-2前侧,给泡沫工装传送装置2传送来泡沫工装11定位。
[0068]
泡沫工装供给装置3工作时,当泡沫工装传送装置2将泡沫工装11传送到挡板3-11处,泡沫工装供给装置3的泡沫工装检测光电传感器3-7检测到泡沫工装11时,将检测信号传输给pcl可编程控制器,在pcl可编程控制器控制下,泡沫工装供给传动电机3-6启动,由电机同步带轮3-4、同步轮3-3传动同步带3-5,同步带3-5带动同步带固定齿板3-10,同步带固定齿板3-10推动推动板安装板3-9、推板3-8,推动板安装板3-9、推板3-8通过推板滑块3-12 沿推动板滑动导轨3-11前后来回滑动,推板3-8推动泡沫工装,传送供给泡沫工装给升降机构4,承接蜂窝陶瓷挤出机挤出的蜂窝陶瓷湿坯料。
[0069]
泡沫工装供给装置3与泡沫工装升降机构4之间设置有等料板区13,用于泡沫工装11滑动、待料。
[0070]
所述的泡沫工装升降机构4包括安装支架4-1、安装板4-2、泡沫工装升降电缸模组4-3、升降导轨4-4、托料板4-5、托料气缸4-6、传动辊4-7、泡沫工装传送同步轮4-8、泡沫工装传送同步带4-9、泡沫工装传送电机4-10、升降滑动板4-11、托料支架4-12。
[0071]
安装支架4-1安装在工作台1-2一端,安装板4-2固定安装在安装支架4-1一侧,泡沫工装升降电缸模组4-3安装在安装板4-2中部,两根升降导轨4-4安装在泡沫工装升降电缸模组4-3两侧,升降滑动板4-11通过滑动块安装在泡沫工装升降电缸模组4-3和升降导轨4-4上,通过泡沫工装升降电缸模组4-3传动沿升降导轨4-4上下升降滑动。
[0072]
所述的升降滑动板4-11上部安装有托料支架4-12,托料支架4-12上部装有托料板
4-5,托料板4-5上部装有若干根传动辊4-7、泡沫工装传送电机4-10安装在托料支架4-12上,通过泡沫工装传送同步轮4-8、泡沫工装传送同步带4-9传动若干根传动辊4-7,传送承载蜂窝陶瓷湿坯料的泡沫工装11。托料板4-5下部装有托料气缸4-6,可将泡沫工装11抬起,通过传动辊4-7传送到蜂窝陶瓷湿坯料传送装置6上去。
[0073]
所述的蜂窝陶瓷湿坯料传送装置6包括安装底板6-1、传送辊安装板6-2、若干根传送辊6-3、蜂窝陶瓷湿坯料传送电机6-4、传送电机同步轮6-5、传送辊同步轮6-6、传送辊同步带6-7、测速辊6-8、测速辊同步轮6-9、测速辊同步带6-10、编码器6-11、若干根传送过渡辊6-12和限位挡板6-13。
[0074]
所述的安装底板6-1安装在泡沫工装升降机构前部工作台1-2上,两块传送辊安装板6-2分别安装在安装底板6-1两侧,若干根传送辊6-3分别安装在两块传送辊安装板6-2上,传送辊6-3端部装有传送辊同步轮6-6通过多根传送辊同步带6-7传动。蜂窝陶瓷湿坯料传送电机6-4安装在传送辊安装板6-2一侧的工作台1-2上,蜂窝陶瓷湿坯料传送电机6-4通过传送电机同步轮6-5、传送辊同步带6-7传动传送辊同步轮6-6,传动传送辊6-3,传动泡沫工装升降机构4传送过来的载有蜂窝陶瓷湿坯料的泡沫工装,通过测速辊6-8,经编码器6-11测速,再经过若干根传送过渡辊6-12,传送给小刀切割装置7,小刀切割蜂陶瓷湿坯形成切割口,便于切割丝快速切割。
[0075]
测速辊6-8安装在传送辊6-3前部传送辊安装板6-2上,测速辊6-8端部装有测速辊同步轮6-9,通过测速辊同步带6-10与传送辊6-3相连,便于测速辊6-8同步测速,编码器6-11安装在传送辊安装板6-2一侧,编码器6-11通过连轴器与测速辊6-8相连,用于码盘测速。编码器采用市售编码器,与plc可编程控制器相连。
[0076]
若干根传送过渡辊6-12分别安装在测速辊6-8前部两块传送辊安装板6-2上,载有蜂窝陶瓷湿坯料传送到过渡辊6-12段由小刀切割装置7切割。
[0077]
所述的限位挡板6-13安装在两块传动辊安装板6-3上部,用于泡沫工装12传送时限位。
[0078]
所述的激光测速机构5包括激光测速仪安装支架5-1、激光测速仪升降电缸模组5-2、激光测速仪5-3。
[0079]
所述的激光检测仪安装支架5-1安装在蜂窝陶瓷湿坯传送装置6一侧工作台1-2上,激光测速仪升降电缸模组5-2通过安装板安装在激光测速仪安装支架5-1上部,激光测速仪5-3安装在激光测速仪升降电缸模组5-2上,能按不同规格蜂窝陶湿坯料,调节激光测速仪5-3检测升降高度,来检测蜂窝陶瓷挤出传送速度,激光测速仪5-3与plc可编程控制器相连。
[0080]
所述的激光检测仪5-3采用市售激光测速仪。激光测速仪升降电缸模组5-2采用市售电缸模组,具有传动电机,传动丝杆、螺母、滑块。
[0081]
所述的小刀切割装置7包括小刀切割装置安装底座7-1、小刀切割装置安装架7-2、进料方向传动电机7-3、进料方向电机安装座7-4、进料方向电机传动同步轮7-5、进料方向传动同步带7-6、进料方向同步轮7-7、进料方向传动丝杆7-8、进料方向导轨安装板7-9、进料方向燕尾导轨7-10、切割方向电机安装板7-11、切割方向传动电机7-12、切割方向传动丝杆7-13、切割刀滑动板7-14、切割方向导轨7-15、切割方向导轨安装板7-16、切割刀升降导轨7-17、凸轮板7-18、槽形凸轮7-19、凸轮随动滚轮7-20、切割刀升降手动调节板7-21、调节
手轮7-22、切割小刀7-23、刀架7-24。
[0082]
所述的小刀切割装置安装架7-2通过小刀切割装置安装底座7-1安装在蜂窝陶瓷湿坯件传送装置6的若干根传送过渡辊段6-12上部,进料方向电机安装座7-4安装固定在小刀切割装置安装架7-2上部,进料方向传动电机7-3安装在进料方向电机安装座7-4上部,进料方向导轨安装板7-9安装在进料方向电机安装座7-4下部。
[0083]
两根进料方向燕尾导轨7-10安装在进料方向导轨安装板7-9下部,进料方向传动丝杆7-8安装在进料方向导轨安装板7-9下部,切割方向电机安装板7-11通过燕尾滑动块7-26反吊安装在进料方向燕尾导轨7-10下部,进料方向传动丝杆7-8通过丝杆螺母、连接块与切割方向电机安装板7-11相连,进料方向传动电机7-3输出轴上装有电机传动同步7-5,通过进料方向传动同步带7-6、进料方向同步轮7-7传动进料方向传动丝杆7-8带动切割方向电机安装板7-11,可沿进料方向燕尾导轨7-10前后滑动。
[0084]
所述的切割方向传动电机7-12安装在切割方向电机安装板7-11上部,切割方向传动丝杆7-13安装在切割方向电机安装板7-11下部,切割方向导轨安装板7-16连接安装在切割方向电机安装板7-11下部,切割方向导轨7-15安装在切割方向导轨安装板7-16外侧,切割刀滑动板7-14通过丝杆螺母与切割方向传动丝杆7-13相连,并通过滑块与切割方向导轨7-15相配合,可沿切割方向导轨7-15来回滑动。
[0085]
所述的切割方向滑动板7-14外侧装有切割刀升降手动调节板7-21、切割刀升降导轨7-17安装在切割刀滑动板7-14上,切割刀升降手动调节板7-21通过滑块与切割刀升降导轨7-17相配合,通过调节手轮7-22来调节切割小刀升降高度,切割小刀7-23安装在切割刀升降手动调节板下部刀架7-24上,切割刀升降调节板7-21后部装有凸轮随动滚轮7-20。
[0086]
所述的凸轮板7-18安装在切割方向导轨安装板7-16下部,凸轮板7-18上开有凸轮槽7-25设置有槽形凸轮7-19,凸轮随动滚轮7-20嵌装在凸轮槽7-25内与槽形凸轮7-19相配合。
[0087]
所述的切割方向传动电机7-12输出轴上装有电机同步轮,通过同步带带动切割方向传动丝杆7-13端部同步轮,传动切割方向传动丝杆7-13,切割方向传动丝杆7-13通过丝杆螺母,带动切割刀滑动板7-14以及切割刀升降手动调节板7-21后部装有的凸轮随动滚轮7-20,沿槽形凸轮7-18滚动轨迹,带动安装在切割刀升降手动调节板7-21下部刀架7-24上切割小刀7-23,沿着蜂窝陶瓷湿坯料上部外圆周表面刻划出小刀口,以便下道切割工序按设置长度,沿外圆周表面刻划出小刀口,进行快速钢丝切割成蜂窝陶瓷湿坯件。
[0088]
进料方向传动电机7-3通过同步轮、同步带及时调整小刀切割进料位置,按设计长度精准切割小刀口。
[0089]
所述的蜂窝陶瓷坯件切割装置由蜂窝陶瓷切割装置一8、蜂窝陶瓷切割装置二9组成。蜂窝陶瓷切割装置一8与蜂窝陶瓷切割装置二9结构相同,经蜂窝陶瓷切割装置一8第一次切割后蜂窝陶瓷湿坯件为二个蜂窝陶瓷湿坯件成品长度,再经蜂窝陶瓷切割装置二9第二次切割成设定的蜂窝陶瓷湿坯件成品,经升降气缸将泡沫工装连同载在上部的蜂窝陶瓷湿坯件成品抬起经推料气缸向前加速推移,使它与后面传递过来的蜂窝陶瓷湿坯料保持一定距离,提高了切割效率和坯件传送速度,传送到坯件传送同步带上,传送到下道工序。
[0090]
两块切割装置安装支撑板14安装在小刀切割装置前部工作台1-2上。
[0091]
所述的蜂窝陶瓷切割装置一8、蜂窝陶瓷切割装置二9依次安装在切割装置安装支
撑板14上。
[0092]
所述的蜂窝陶瓷切割装置二9包括门支架安装板9-1、切割装置门支架9-2、2组切割方向升降电缸模组9-3、切割丝收放丝电机安装板9-4、切割丝收放丝电机9-5、切割丝9-6、切割丝绕丝轮9-7、切割丝过丝轮9-8、光电传感器升降电缸模组9-9、光电传感器9-10、切割装置二进料方向传动丝杆9-11、切割装置滑动导轨9-12、切割装置滑动块9-13、丝杆螺母安装块9-14、切割装置二进料方向传动电机9-15。
[0093]
两根切割装置滑动导轨9-12分别安装在两块切割装置支撑板14上。
[0094]
所述的切割方向升降电缸模组9-3采用市售电缸模组,具有传动电机,传动丝杆、螺母、滑块。
[0095]
所述的门支架安装板9-1通过切割装置滑动块9-13安装在两根切割装置滑动导轨9-12上部,切割装置二进料方向传动丝杆9-11安装在门支架安装板9-1下部,切割装置进料方向传动丝杆9-1通过丝杆螺母安装块9-14与门支架安装板9-1相连,切割装置二进料方向传动电机9-15安装在切割装置安装支撑板13一端,切割装置二进料方向传动电机9-15输出轴与切割装置二进料方向传动丝杆9-11相连。切割装置门支架9-2安装在门支架安装板9-1上部,两组切割方向升降电缸模组9-3分别安装在切割装置门支架9-2的两侧支架杆上,两块切割丝收放线电机安装板9-4分别安装在两组切割方向升降电缸模组9-3上,能随切割方向升降电缸模组9-3传动,上下升降调节高度,切割丝9-6快速切割蜂窝陶瓷湿坯件。
[0096]
所述切割丝收放丝电机9-5安装在切割丝收放丝电机安装板9-4上,切割丝收放丝电机9-5输出轴上装有切割丝绕丝轮9-7,切割丝过丝轮9-8安装在切割丝收放丝电机安装板9-4下部,切割丝9-6绕在一台切割丝收放丝电机9-5输出轴上的切割丝绕丝轮9-7上,经过两个过丝轮9-8卷绕到另一台切割丝收放丝电机9-5输出轴上的切割绕丝轮9-7上。
[0097]
光电传感器升降电缸模组9-9安装在切割门支架9-2顶部,光电传感器9-10安装在光电传感器升降电缸模组9-9上,光电传感器9-10与plc可编程控制器相连,能随光电传感器升降电缸模组9-9传动升降,检测蜂窝陶瓷湿坯料上经小刀切割装置切割刀口,供切割装置切割丝入口,进一步快速切割成蜂窝陶瓷湿坯件。
[0098]
所述的光电传感器升降电缸模组9-9采用市售电缸模组,具有传动电机,传动丝杆、螺母、滑块。
[0099]
所述的蜂窝陶瓷切割装置二9的门支架安装板9-1上安装有升降气缸15、推料气缸16,蜂窝陶瓷切割装置二9切割完成后,在plc可编程控制器控制下,启动升降气缸15将泡沫工装连同蜂窝陶瓷湿坯件升高,同时启动推料气缸16,在推料气缸16推动下,向前加速推移泡沫工装11连同蜂窝陶瓷湿坯件12,到蜂窝陶瓷坯件切割传送机构10传送带上,使与后面未切割蜂窝陶瓷湿坯件,保持一定距离。
[0100]
所述的蜂窝陶瓷坯件切割传送机构10包括传送同步带安装架10-1、传送同步带辊轮10-2、传送同步带10-3、蜂窝陶瓷坯件切割传送电机10-4、限位挡板10-5、限位轮10-6。
[0101]
所述的传送同步带安装架10-1安装在蜂窝陶瓷切割装置二9的切割装置门支架9-2底部工作台上,传送同步带辊轮10-2安装在传送同步带安装架10-1上,蜂窝陶瓷坯件切割传送电机10-4安装在传送同步带安装架10-1前侧,蜂窝陶瓷坯件切割传送电机10-4输出轴与传送同步带辊轮10-2相连,传送同步带10-3套装在传送同步带辊轮10-2上,在传送同步带安装架10-1两侧装有限位挡板10-5,限位挡板10-5上装有限位轮10-6,限止泡沫工装11
两侧传送位置,以防泡沫工装11从传送同步带上滑脱。
[0102]
蜂窝陶瓷坯件切割传送机构10工作时,蜂窝陶瓷切割传送电机10-4运转传动传送同步带辊轮10-2,带动传送同步带10-3运转,传送泡沫工装11及其上部承载的切割后的蜂窝陶瓷湿坯件12,将切割成蜂窝陶瓷湿坯件成品,传送到前道工序。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1