陶瓷复合耐磨衬板凸肋的陶瓷块固定装置的制作方法
1.本实用新型属于陶瓷块耐磨板辅助生产设备技术领域,尤其涉及一种陶瓷复合耐磨衬板凸肋的陶瓷块固定装置。
背景技术:
2.在带有凸肋的陶瓷块耐磨板制备过程中,首先将多块陶瓷块未涂胶的一面向下贴在不干胶纸上,然后将带有陶瓷块的不干胶纸贴在硫化模具内侧面,在陶瓷块内侧放入生胶条硫化。目前采用手工方式将陶瓷块贴在不干胶纸上,上述方法存在以下缺陷:其一,人工摆放,劳动强度大、劳动效率低;其二,摆放不均匀,相邻的陶瓷块之间的间隔大小不一,陶瓷复合耐磨衬板在使用过程中起到耐磨作用的陶瓷块容易从橡胶板上脱落;其三,陶瓷块与不干胶纸粘接强度不均匀,在移动或摆放带有陶瓷块的不干胶纸时,粘贴在不干胶纸上面的陶瓷块容易移位、脱落,影响产品质量。
技术实现要素:
3.本实用新型要解决的技术问题就是提供一种劳动强度小、工作效率高、摆放均匀、粘接强度大、移动过程中不容易脱落的陶瓷复合耐磨衬板凸肋的陶瓷块固定装置。
4.为解决上述问题,本实用新型陶瓷复合耐磨衬板凸肋的陶瓷块固定装置采用的技术方案为:包括带有动力辊、从动辊和输送带的架体,所述动力辊与动力机构连接,在靠近所述输送带中部位置的上方设置有压辊架,在所述压辊架上设置有压辊气缸,在所述压辊气缸下端设置有压辊,在所述压辊前端的压辊架上设置有不干胶纸辊,在所述不干胶纸辊前方的压辊架上设置有覆膜辊,在所述输送带上方设置有陶瓷块托盘。
5.其附加技术特征为:
6.在所述从动辊一侧的架体上设置有调节轨道槽,所述从动轮的从动轴插入所述调节轨道槽内,所述从动轴通过撑紧螺栓与所述架体连接;
7.在与所述压辊相对的输送带下方的架体上设置有支撑板;
8.在所述陶瓷块托盘上方设置有矩形的限位框,所述限位框的相邻两边设置为与所述陶瓷块托盘固定在一起的固定挡条,所述限位框的另外两边为与所述陶瓷块托盘活动连接在一起的活动挡条,所述活动挡条和固定挡条的高度小于陶瓷块的高度。
9.本实用新型所提供的陶瓷复合耐磨衬板凸肋的陶瓷块固定装置与现有技术相比,具有以下优点:其一,由于包括带有动力辊、从动辊和输送带的架体,所述动力辊与动力机构连接,在靠近所述输送带中部位置的上方设置有压辊架,在所述压辊架上设置有压辊气缸,在所述压辊气缸下端设置有压辊,在所述压辊前端的压辊架上设置有不干胶纸辊,在所述不干胶纸辊前方的压辊架上设置有覆膜辊,在所述输送带上方设置有陶瓷块托盘,将带有覆膜的不干胶纸缠绕卷置于不干胶纸辊上,将覆膜的端部从不干胶纸上揭下来并缠绕在覆膜辊上,不干胶纸带有粘胶层的一侧向下从压辊下方绕过,将陶瓷块放置在陶瓷块托盘上,开启动力机构,动力机构带动输送带向前方移动,位于输送带上方的陶瓷块托盘到达压
辊下方,压辊在压辊气缸的压力下向下压紧,不干胶纸与陶瓷块紧紧粘接在一起,覆膜缠绕在覆膜辊上,在陶瓷块托盘到达从动辊一侧时,关闭动力机构,将粘接上陶瓷块的不干胶纸从陶瓷块托盘上取下来,根据凸肋宽度,将粘有陶瓷块的不干胶纸从陶瓷块缝隙处割开,形成条状,因为摆放陶瓷块时,各个陶瓷块独立,摆放方便,劳动强度小,劳动效率高,在陶瓷块与不干胶纸粘接时,压辊气缸压力均匀,粘接强度大,陶瓷块不容易脱落;其二,由于在所述从动辊一侧的架体上设置有调节轨道槽,所述从动轮的从动轴插入所述调节轨道槽内,所述从动轴通过撑紧螺栓与所述架体连接,可以通过调节撑紧螺栓来调节输送带的撑紧度;其三,由于在与所述压辊相对的输送带下方的架体上设置有支撑板,在压辊下压时,输送带位于支撑板上,避免了输送带因受压变形,进一步避免陶瓷块托盘被压坏或者粘接压力小造成粘接强度差的问题发生;其四,由于在所述陶瓷块托盘上方设置有矩形的限位框,所述限位框的相邻两边设置为与所述陶瓷块托盘固定在一起的固定挡条,所述限位框的另外两边为与所述陶瓷块托盘活动连接在一起的活动挡条,所述活动挡条和固定挡条的高度小于陶瓷块的高度,在摆放陶瓷块时,将活动挡条取下,摆放完成后,将活动挡条安装,在将不干胶纸从上面下压时,避免了陶瓷块移位,提高了产品质量,使用更加方便。
附图说明
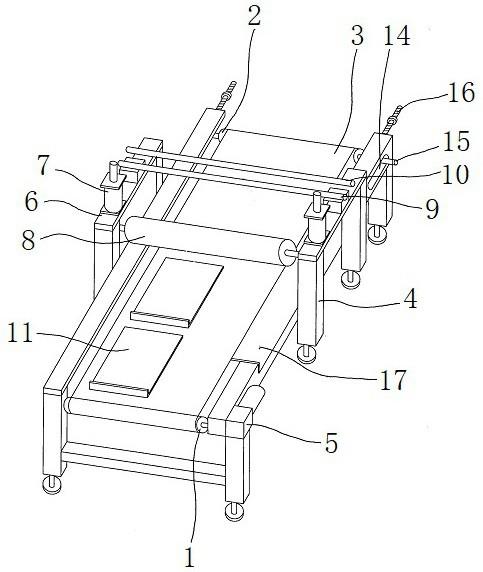
10.图1为本实用新型陶瓷复合耐磨衬板凸肋的陶瓷块固定装置的结构示意图;
11.图2为侧面视图;
12.图3为带有不干胶纸和覆膜的陶瓷复合耐磨衬板凸肋的陶瓷块固定装置的结构示意图;
13.图4为陶瓷块托盘的结构示意图;
14.图5为图4的a-a剖视图。
具体实施方式
15.下面结合附图和具体实施方式对本实用新型陶瓷复合耐磨衬板凸肋的陶瓷块固定装置的结构和使用原理做进一步详细说明。
16.如图1、图2和图3所示,本实用新型陶瓷复合耐磨衬板凸肋的陶瓷块固定装置的结构示意图,本实用新型陶瓷复合耐磨衬板凸肋的陶瓷块固定装置包括带有动力辊1、从动辊2和输送带3的架体4,动力辊1与动力机构5连接,在靠近输送带3中部位置的上方设置有压辊架6,在压辊架6上设置有压辊气缸7,在压辊气缸7下端设置有压辊8,在压辊8前端的压辊架6上设置有不干胶纸辊9,在不干胶纸辊9前方的压辊架6上设置有覆膜辊10,在输送带3上方设置有陶瓷块托盘11。
17.如图3所示,将带有覆膜12的不干胶纸13缠绕卷置于不干胶纸辊9上,将覆膜12的端部从不干胶纸13上揭下来并缠绕在覆膜辊10上,不干胶纸13带有粘胶层的一侧向下从压辊8下方绕过,将陶瓷块放置在陶瓷块托盘11上,开启动力机构5,动力机构5带动输送带3向前方移动,位于输送带3上方的陶瓷块托盘11到达压辊8下方,压辊8在压辊气缸7的压力下向下压紧,不干胶纸与陶瓷块紧紧粘接在一起,覆膜12缠绕在覆膜辊10上,在陶瓷块托盘11到达从动辊2一侧时,关闭动力机构5,将粘接上陶瓷块的不干胶纸从陶瓷块托盘11上取下来,根据凸肋宽度,将粘有陶瓷块的不干胶纸从陶瓷块缝隙处割开,形成条状,因为摆放陶
瓷块时,各个陶瓷块独立,摆放方便,劳动强度小,劳动效率高,在陶瓷块与不干胶纸粘接时,压辊气缸压力均匀,粘接强度大,陶瓷块不容易脱落。
18.在从动辊2一侧的架体4上设置有调节轨道槽14,从动轮2的从动轴15插入调节轨道槽14内,从动轴15通过撑紧螺栓16与架体连接,可以通过调节撑紧螺栓16来调节输送带的撑紧度。
19.在与压辊8相对的输送带3下方的架体4上设置有支撑板17,在压辊8下压时,输送带3位于支撑板17上,避免了输送带因受压变形,进一步避免陶瓷块托盘被压坏或者粘接压力小造成粘接强度差的问题发生。
20.如图1、图4和图5所示,在陶瓷块托盘11上方设置有矩形的限位框18,限位框18的相邻两边设置为与陶瓷块托盘11固定在一起的固定挡条19,限位框18的另外两边为与陶瓷块托盘11活动连接在一起的活动挡条20,活动挡条20和固定挡条19的高度小于陶瓷块的高度,在摆放陶瓷块时,将活动挡条取下,摆放完成后,将活动挡条安装,在将不干胶纸从上面下压时,避免了陶瓷块移位,提高了产品质量,使用更加方便。在陶瓷块托盘11上设置有条形槽21,活动挡条20下方插入条形槽21中。当然活动挡条20还可以采用其他方式与陶瓷块托盘活动连接在一起。
21.本实用新型的保护范围不仅仅局限于上述实施例,只要结构与本实用新型陶瓷复合耐磨衬板凸肋的陶瓷块固定装置结构相同或相似,就落在本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1