一种自动化程度高的床垫生产加工工艺的制作方法
[0001]
本发明属于床垫加工技术领域,尤其是涉及一种自动化程度高的床垫生产加工工艺。
背景技术:
[0002]
弹簧床垫属现代常用的、性能较优的床垫,其垫芯由弹簧组成。该垫有弹性好,承托性较佳、透气性较强、耐用等优点。严格按照人体工学原理设计的三段式分区独立弹簧,更能能依照人体的曲线和重量而灵活伸缩。
[0003]
弹簧床垫由床网和面料组成,在对床垫加工时,需要在床网上做打底处理,即将棉毡固定在床网上,现有的打底操作一般为工人将棉毡直接铺在床网上,再通过粽毡枪对棉毡边缘进行固定,将棉毡固定在床网上,为提升棉毡固定效果,工人需要绕着床网走动一圈,以便将棉毡的四周全部打上粽毡钉,在量化生产床垫时工人的工作量是巨大的,影响了床垫生产效率。
技术实现要素:
[0004]
本发明为了克服现有技术的不足,提供一种自动化程度高的床垫生产加工工艺。
[0005]
为了实现上述目的,本发明采用以下技术方案:一种自动化程度高的床垫生产加工工艺,包括:a、打簧:将钢线套在坐轴上,拉出一端的一条钢线装入打簧机内,打出所要参数环节弹簧;b、串网:将钢线套在坐轴上,拉出一端的一条钢线装入串网机内,串网工人通过脚踩串网机,出来一条规格的波浪形蛇线,将蛇线把弹簧每行串起开,使床网成型;c、打边:将边铁套在床网上,将弹簧叉分别固定在床网四周,用夹马枪将床网四周打上床网夹,固定床网四周铁架;d、打底:将床网放置在操作台上,通过输料板将棉毡运输至床网上方,随后将棉毡铺盖在床网上,将棉毡固定在床网上,随后在床网的中间串线,使棉毡牢固定位;e、扣布:将垫料放在床网上,打紧床网,用白色泡角固定床网四个角,将裥棉铺在床垫的两面用扣布钉钉紧;f、围边:将床垫放置在传送带上,使床垫沿着传送带移动至输料装置上,输料装置上的床垫逐个运输至加工台上,通过围边机将床垫两面的布和四周的布缝合;g、包装:用风枪将桌面的灰尘吹干净,将商标和质量检验贴在床垫的末端中间,用pvc将床垫包装起来,放入四个包角和保证书,用胶纸将床垫的四周密封;其中,所述步骤d中的输料板设于所述操作台上方,所述操作台上方设有安装架,所述安装架底部设有活动板,所述活动板可沿所述安装架移动,所述活动板底部设有液压杆,所述输料板设于所述液压杆的活塞杆上,所述输料板底面设有魔术贴,所述输料板侧壁上设有第一活动槽,所述第一活动槽内可转动连接有第一连接板,所述第一连接板上设有第二
活动槽,所述第二活动槽内可转动连接有第二连接板,所述输料板上设有第一通槽,所述第一通槽内设有活动块,所述活动块上设有粽毡枪;床网加工完成后,将床网放置在操作台上,使床网处于操作台上的指定位置处,活动板沿着安装架移动,使输料板移动至棉毡存放处,液压杆驱动输料板往下运动,使输料板底面的魔术贴与棉毡相接触与棉毡相固定,液压杆驱动输料板往上运动,输料板带动棉毡往上运动,活动板沿着安装架移动,将输料板运输至操作台上方,液压杆驱动输料板往下运动,输料板推动棉毡往下运动与床网相接触,第一连接板和第二连接板绕着连接点转动,第一连接板和第二连接板转动后与棉毡边缘相接触,使棉毡边缘翻入到棉毡底部,活动块带动粽毡枪沿着第一通槽移动,粽毡枪在移动时将粽毡钉钉入到棉毡上,将粽毡固定在床网上,完成床网的打底操作。
[0006]
通过操作台与输料板的相互配合,实现床网的自动化打底操作,可自动的将棉毡放置到床网上,继而将棉毡固定在床网上,提升床垫加工过程的自动化程度,减少工人劳动量;在第一连接板和第二连接板的相互配合下,使棉毡放置在床网上后自动的将棉毡的边缘翻下,使棉毡与床网相配合,便于将棉毡固定在床网上;在活动块与第一通槽的相互配合下,带动粽毡枪沿着床网边缘运动,使粽毡枪将粽毡钉打人到棉毡上,将棉毡固定在床网上,无需人工的绕着床网走动,提升床垫加工效率;在魔术贴的作用下便于对棉毡进行搬运,当棉毡固定在床网上后,液压杆也直接驱动输料板往上运动,使输料板与棉毡脱开,无需对输料板和棉毡进行处理,进一步的提升床垫的生产效率。
[0007]
所述步骤e中的垫料材料包括裥棉、布料、海绵、无纺布及泡沫。
[0008]
所述布料规格为2.15m*2.8m,所述海绵规格为2.15m*2.3m,所述无纺布规格为2.15m*2.3m。
[0009]
所述步骤f中的材料包括边带、侧部、透风孔、拉链及泡沫条。
[0010]
所述边带规格为3-6.5cm,所述拉链规格为20-800cm,所述泡沫条规格为8-12mm。
[0011]
所述操作台上设有第二通槽和第三通槽,所述第二通槽内设有第一支撑杆,所述第三通槽内设有第二支撑杆,所述第一支撑杆可转动设于所述第二通槽内,所述第二支撑杆可转动设于所述第三通槽内,所述第二通槽和所述第三通槽分别设有所述操作台两侧,所述操作台底部设有转轮,所述转轮上设有两个第一凸块,所述两个第一凸块相对设置,所述第一支撑杆底部设有第一连接杆,所述第二支撑杆上底部设有第二连接杆,所述第一连接杆可转动连接于所述转轮的第一凸块上,所述第二连接杆可转动连接于所述转轮的另一块第一凸块上;床网放置在操作台上时,第一支撑杆和第二支撑杆置于第二通槽和第三通槽内,使床网置于操作台上做打底处理;当床网的一面加工完成后,转轮转动带动第一连接杆和第二连接杆转动,第一连接杆和第二连接杆转动带动第一支撑杆和第二支撑杆转动,第一支撑杆推动床网往上运动,直至第一支撑杆和第二支撑杆转动至竖直状态时,床网在重力下从第一支撑杆上翻转至第二支撑杆上,转轮反向转动带动第一连接杆和第二连接杆转动,使第一支撑杆和第二支撑杆往下翻转进入到第二通槽和第三通槽内,完成床网的翻面,对床网的两面进行加工,以便进行床网的打底操作;在第一支撑杆和第二支撑杆的相互配合下,实现床网在操作台上的翻面,以便对床网的两面分别做打底操作,使床垫的加工更为方便;在第一支撑杆和第二支撑杆的相互配合下,使床网随着支撑杆的翻转缓慢翻转,提升床网翻转的稳定性,避免床网在翻动过程中从操作台上掉落;当床网在操作台上做打底处理时,第一支撑杆和第二支撑杆分别设于第二通槽和第三通槽内,使床网平整的置于操
作台上;转轮与连接杆的相互配合下,对第一支撑杆和第二支撑杆同步进行控制,使第一支撑杆可同步进行转动,便于将床垫从第一支撑杆上翻转至第二支撑杆上,保证床垫翻转的稳定性。
[0012]
所述输料板上设有第一推板,所述第一推板设于所述第一通槽一侧,所述第一推板上设有第一推杆,所述液压杆活塞杆上设有第一活动腔,所述第一活动腔内设有第三连接板,所述第一活动腔侧壁上设有第四活动槽,所述第三连接板穿设于所述第四活动槽内,所述第三连接板一端铰接于所述第一推杆上,所述第三连接板另一端设有第二推板,所述第三连接板铰接于所述第二推板上;所述第一活动腔顶部设有第二活动腔,所述第二活动腔内设有第二推杆,所述第二活动腔顶部设有用于驱动所述第二推杆往下运动的第一驱动电机;输料板将棉毡运输至床网上方后,液压杆驱动输料板往下运动,使棉毡与床网表面相接触,第一连接板和第二连接板绕着铰接点转动,棉毡边缘处于棉毡底部,活动块带动粽毡枪沿着第一通槽移动,驱动电动驱动第二推杆往下运动,第二推杆推动第二推板往下运动,第二推板带动第三连接板推动第一推杆,使第一推板按动粽毡枪扳机,将粽毡钉打入到棉毡上,将棉毡固定在床网上;在第一推板的作用下,对粽毡枪进行控制,使粽毡枪在随着活动块运动的期间间隔性的将粽毡钉打入到棉毡上,将棉毡固定在床网上,完成对床垫的打底操作;活动块带动粽毡枪移动时,使粽毡钉均匀的打在床网四周,提升棉毡与床网的固定效果,保证床垫成品质量;通过第一驱动电机对第一推板的运动进行控制,使第一推板间隔相同时间扣动粽毡枪的扳机,保证粽毡钉打入棉毡的均匀性。
[0013]
本发明具有以下优点:通过操作台与输料板的相互配合,实现床网的自动化打底操作,可自动的将棉毡放置到床网上,继而将棉毡固定在床网上,提升床垫加工过程的自动化程度,减少工人劳动量。
附图说明
[0014]
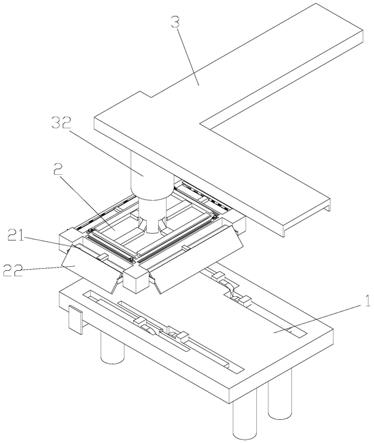
图1为本发明操作台与输料板的结构示意图。
[0015]
图2为本发明操作台与输料板的剖面示意图一。
[0016]
图3为图2中的a处放大图。
[0017]
图4为图2中的b处放大图。
[0018]
图5为本发明操作台与输料板的剖面示意图二。
[0019]
图6为图5中的c处放大图。
[0020]
图7为本发明操作台与输料板的剖面示意图三。
[0021]
图8为本发明操作台与输料板的剖面示意图四。
[0022]
图9为图8中的d处放大图。
[0023]
图10为本发明操作台与输料板的剖面示意图五。
[0024]
图11为图10中的e处放大图。
具体实施方式
[0025]
实施例1:一种自动化程度高的床垫生产加工工艺,包括:a、打簧:将钢线套在坐轴上,拉出一端的一条钢线装入打簧机内,打出所要参数环节弹簧;b、串网:将钢线套在坐轴上,拉出一端
的一条钢线装入串网机内,串网工人通过脚踩串网机,出来一条规格的波浪形蛇线,将蛇线把弹簧每行串起开,使床网成型;c、打边:将边铁套在床网上,将弹簧叉分别固定在床网四周,用夹马枪将床网四周打上床网夹,固定床网四周铁架;d、打底:将床网放置在操作台上,通过输料板将棉毡运输至床网上方,随后将棉毡铺盖在床网上,将棉毡固定在床网上,随后在床网的中间串线,使棉毡牢固定位;e、扣布:将垫料放在床网上,打紧床网,用白色泡角固定床网四个角,将裥棉铺在床垫的两面用扣布钉钉紧;f、围边:将床垫放置在传送带上,使床垫沿着传送带移动至输料装置上,输料装置上的床垫逐个运输至加工台上,通过围边机将床垫两面的布和四周的布缝合;g、包装:用风枪将桌面的灰尘吹干净,将商标和质量检验贴在床垫的末端中间,用pvc将床垫包装起来,放入四个包角和保证书,用胶纸将床垫的四周密封;所述步骤e中的垫料材料包括裥棉、布料、海绵、无纺布及泡沫;所述布料规格为2.15m*2.8m,所述海绵规格为2.15m*2.3m,所述无纺布规格为2.15m*2.3m;所述步骤f中的材料包括边带、侧部、透风孔、拉链及泡沫条;所述边带规格为3cm,所述拉链规格为20cm,所述泡沫条规格为8mm。
[0026]
如图1-11所示,所述步骤d中的输料板2设于所述操作台1上方,所述操作台1上方设有安装架3,所述安装架3底部设有活动板31,所述活动板31可沿所述安装架3移动,所述活动板31底部设有液压杆32,所述输料板2设于所述液压杆32的活塞杆上,所述输料板2底面设有魔术贴,所述的魔术贴为带有较硬带钩的刺毛的一面,便于将棉毡吸附住;所述输料板2侧壁上设有第一活动槽,所述第一活动槽内可转动连接有第一连接板21,所述第一连接板21上设有第二活动槽,所述第二活动槽内可转动连接有第二连接板22,第一连接板可转动至与输料板呈90
°
位置处,第二连接板可转动至与第一连接板呈90
°
位置处,所述输料板2上设有第一通槽26,所述第一通槽26内设有活动块25,所述活动块25上设有粽毡枪,活动块上设有第一通孔,粽毡枪穿设于第一通孔内,使粽毡枪枪口穿设于第一通槽内,便于通过粽毡枪将粽毡钉打入到棉毡上;床网加工完成后,将床网放置在操作台1上,使床网处于操作台1上的指定位置处,活动板31沿着安装架3移动,使输料板2移动至棉毡存放处,液压杆32驱动输料板2往下运动,使输料板2底面的魔术贴与棉毡相接触与棉毡相固定,液压杆32驱动输料板2往上运动,输料板2带动棉毡往上运动,活动板31沿着安装架3移动,将输料板2移动至操作台1上方,液压杆32驱动输料板2往下运动,输料板2推动棉毡往下运动与床网相接触,第一连接板21和第二连接板22绕着连接点转动,第一连接板21和第二连接板22转动后与棉毡边缘相接触,使棉毡边缘翻入到棉毡底部,活动块25带动粽毡枪沿着第一通槽26移动,粽毡枪在移动时将粽毡钉钉入到棉毡上,将粽毡固定在床网上,完成床网的打底操作。
[0027]
通过操作台与输料板的相互配合,实现床网的自动化打底操作,可自动的将棉毡放置到床网上,继而将棉毡固定在床网上,提升床垫加工过程的自动化程度,减少工人劳动量;在第一连接板和第二连接板的相互配合下,使棉毡放置在床网上后自动的将棉毡的边缘翻下,使棉毡与床网相配合,便于将棉毡固定在床网上;在活动块与第一通槽的相互配合下,带动粽毡枪沿着床网边缘运动,使粽毡枪将粽毡钉打人到棉毡上,将棉毡固定在床网上,无需人工的绕着床网走动,提升床垫加工效率;在魔术贴的作用下便于对棉毡进行搬运,当棉毡固定在床网上后,液压杆也直接驱动输料板往上运动,使输料板与棉毡脱开,无需对输料板和棉毡进行处理,进一步的提升床垫的生产效率。
[0028]
第一活动槽为四组,分别设于输料板四边上,两组相邻的第一活动槽之间形成方
块状延伸部,所述方块状延伸部内设有传动腔,传动腔内设有传动轮24,传动轮为四个,可转动连接于所述传动腔四侧内壁上,传动轮为伞齿轮,使其中一个传动轮在转动时带动另外三个传动轮同步转动在,通过四个传动轮的相互配合,使传动轮之间的传动配合更加稳定;传动腔靠近第一活动槽一侧的侧壁上设有第二通孔,设于传动腔靠近第一活动槽侧壁处传动轮上设有连接轴,第一连接板固连于所述连接轴上,方块状延伸部侧壁上设有调整电机,调整电机输出轴与其中一个传动轮传动配合,使调整电机带动一个传动轮转动,从而使一个传动轮带动另外三个传动轮传动,传动轮转动带动第一连接板转动,实现连接板在第一活动槽内的翻转。
[0029]
第一连接板上设有气缸211,第二连接板底部设有支撑弹簧221,支撑弹簧底部固连于第二活动槽侧壁上,气缸活塞杆与第二连接板侧壁相接触,在支撑弹簧作用下,使第二连接板与第一连接板之间始终存在倾斜角度;当第一连接板转动压动棉毡边缘往下翻折后,气缸驱动活塞杆伸出,推动第二连接板绕着连接点转动,使第二连接板推动翻折的后的棉毡继续翻折,从而使棉毡边缘翻至棉毡底部,便于将棉毡固定在床网上,保证棉毡与床网的固定效果。
[0030]
第一通槽内壁上设有导槽261,活动块侧壁上嵌于导槽内,通过导槽对活动块起导向作用;第一通槽为四组,分别设于所述第一活动槽内侧,每组第一通槽内分别设有一个活动块,每个活动块上均设有粽毡枪,每个第一通槽内的活动块朝同个方向运动,避免活动块在运动到端点时产生碰撞;导槽内设有传动带,传动带与活动块相互配合,使活动块在传动带的的作用下在第一通槽内移动;活动块上设有第二凸块251,第二凸块上设有与所述第一通孔相配合的第三通孔,第二凸块上设有空腔,空腔内设有紧固环252,紧固环为金属支撑,紧固环为圆环形结构,紧固环侧壁上设有开口,开口处设有连接块,连接块上设有螺纹孔,所述螺纹孔内穿设有螺钉253,螺钉上套设有螺母座254;在将粽毡枪插入到第一通孔内后,转动螺母座,使螺母座沿着螺钉移动,在螺钉和螺母座的相互挤压下,使紧固环的开口相互靠近,减小紧固环的直径,使紧固环内壁与粽毡枪侧壁相接触,将粽毡枪箍紧,对粽毡枪起固定作用,使活动块在移动时带动粽毡枪一同移动,以便将粽毡钉打入到棉毡上,对棉毡起固定作用。
[0031]
所述操作台1上设有第二通槽11和第三通槽,所述第二通槽11内设有第一支撑杆12,所述第三通槽内设有第二支撑杆,所述第一支撑杆12可转动设于所述第二通槽11内,所述第二支撑杆可转动设于所述第三通槽内,所述第二通槽11和所述第三通槽分别设有所述操作台1两侧,所述操作台1底部设有转轮14,所述转轮14上设有两个第一凸块,所述两个第一凸块相对设置,所述第一支撑杆12底部设有第一连接杆14,所述第二支撑杆上底部设有第二连接杆,所述第一连接杆14可转动连接于所述转轮13的第一凸块上,所述第二连接杆可转动连接于所述转轮13的另一块第一凸块上;床网放置在操作台1上时,第一支撑杆12和第二支撑杆置于第二通槽11和第三通槽内,使床网置于操作台1上做打底处理;当床网的一面加工完成后,转轮13转动带动第一连接杆14和第二连接杆转动,第一连接杆14和第二连接杆转动带动第一支撑杆12和第二支撑杆转动,第一支撑杆12推动床网往上运动,直至第一支撑杆12和第二支撑杆转动至竖直状态时,床网在重力下从第一支撑杆12翻转至第二支撑杆上,转轮13反向转动带动第一连接杆14和第二连接杆转动,使第一支撑杆12和第二支撑杆往下翻转进入到第二通槽11和第三通槽内,完成床网的翻面,对床网的两面进行加工,
以便进行床网的打底操作;在第一支撑杆和第二支撑杆的相互配合下,实现床网在操作台上的翻面,以便对床网的两面分别做打底操作,使床垫的加工更为方便;在第一支撑杆和第二支撑杆的相互配合下,使床网随着支撑杆的翻转缓慢翻转,提升床网翻转的稳定性,避免床网在翻动过程中从操作台上掉落;当床网在操作台上做打底处理时,第一支撑杆和第二支撑杆分别设于第二通槽和第三通槽内,使床网平整的置于操作台上;转轮与连接杆的相互配合下,对第一支撑杆和第二支撑杆同步进行控制,使第一支撑杆可同步进行转动,便于将床垫从第一支撑杆上翻转至第二支撑杆上,保证床垫翻转的稳定性。
[0032]
为增加床垫翻转的稳定性,所述第二通槽和第三通槽分别为两组,第二通槽和第三通槽错开设置,避免第一支撑杆和第二支撑杆转动时产生碰撞。
[0033]
第一支撑杆上设有限位块121,第一支撑杆一端设有连接部122,连接部底端往下弯折,第一连接杆可转动连接于连接部底端;通过第一连接杆与连接部的相互连接,便于在转轮转动时带动第一连接杆和第二连接杆运动,使第一连接杆和第二连接杆带动第一支撑杆和第二支撑杆相对转动;限位块对床网起支撑作用,当第一支撑杆往上翻转时,床网一端置于限位块上,在限位块的作用下使整张床网均置于第一支撑杆上,使床网随着第一支撑杆一同移动,使床网在限位块的作用下更稳定的进行翻转;所述第二支撑杆的结构与第一支撑杆的结构相同。
[0034]
所述输料板2上设有第一推板23,所述第一推板23设于所述第一通槽26一侧,所述第一推板23上设有第一推杆231,所述液压杆32活塞杆上设有第一活动腔,所述第一活动腔内设有第三连接板35,所述第一活动腔侧壁上设有第四活动槽36,所述第三连接板35穿设于所述第四活动槽36内,所述第三连接板35一端铰接于所述第一推杆231上,所述第三连接板35另一端设有第二推板351,所述第三连接板35铰接于所述第二推板351上;所述第一活动腔顶部设有第二活动腔,所述第二活动腔内设有第二推杆34,所述第二活动腔顶部设有用于驱动所述第二推杆34往下运动的第一驱动电机33;输料板2将棉毡运输至床网上方后,液压杆32驱动输料板2往下运动,使棉毡与床网表面相接触,第一连接板21和第二连接板22绕着铰接点转动,棉毡边缘处于棉毡底部,活动块25带动粽毡枪沿着第一通槽26移动,第一驱动电机33驱动第二推杆34往下运动,第二推杆34推动第二推板351往下运动,第二推板351带动第三连接板35推动第一推杆231,使第一推板23按动粽毡枪扳机,将粽毡钉打入到棉毡上,将棉毡固定在床网上;在第一推板的作用下,对粽毡枪进行控制,使粽毡枪在随着活动块运动的期间间隔性的将粽毡钉打入到棉毡上,将棉毡固定在床网上,完成对床垫的打底操作;活动块带动粽毡枪移动时,使粽毡钉均匀的打在床网四周,提升棉毡与床网的固定效果,保证床垫成品质量;通过第一驱动电机对第一推板的运动进行控制,使第一推板间隔相同时间扣动粽毡枪的扳机,保证粽毡钉打入棉毡的均匀性。
[0035]
每个第一通槽一侧均设有一个第一推板,相对应的第一推板为四块,第三连接板也为四块,四块第三连接板分别铰接于第二推板上的边缘;第二推板底部设有第一复位弹簧352,第一复位弹簧底端固连于所述输料板上,第二推杆顶部设有限位板341,限位板底部设有第二复位弹簧342,第二复位弹簧底部置于第二活动腔底面;液压缸的活塞杆上设有设备腔,第一驱动电机设于设备腔内,第二活动腔顶部设有第三活动腔,第一驱动电机的输出轴穿设于第三活动腔内,第一驱动电机的输出轴上设有凸轮331,当第一驱动电机驱动凸轮转动时,凸轮凸缘与限位板相接触,使凸轮推动限位板往下运动,第二推杆往下运动推动第
二推板运动,使第一推板扣动粽毡枪的扳机,实现对棉毡的自动打钉操作。
[0036]
操作台侧壁上设有连接架,连接架上设有第二驱动电机,第二驱动电机的输出轴与转轮相固连,为转轮提供旋转动力。
[0037]
对床网做打底操作时,将床网放置在操作台上,活动板沿着安装架移动,将棉毡输送至床网上方,液压杆驱动输料板往下运动,使棉毡与床网相接触,第一连接板和第二连接板转动,第一连接板和第二连接板转动将棉毡的边缘压入到棉毡底部,活动块带动粽毡枪沿着第一通槽移动,第一驱动电机驱动凸轮转动,使第一推板间断性的扣动扳机,将粽毡钉钉入到棉毡上,将棉毡固定;当床网一面的棉毡固定完成后,液压杆驱动输料板往上运动,活动板带动输料板运动至棉毡存放处继续取料,第二驱动电机驱动转轮转动,使第一支撑杆和第二支撑杆带动床垫翻转,使床垫的另一面翻上,活动板带动输料板再次移动至床网上方,重复上述棉毡固定操作,将棉毡固定在床网的另一面上,完成对床网的打底操作。
[0038]
实施例2:一种自动化程度高的床垫生产加工工艺,包括:a、打簧:将钢线套在坐轴上,拉出一端的一条钢线装入打簧机内,打出所要参数环节弹簧;b、串网:将钢线套在坐轴上,拉出一端的一条钢线装入串网机内,串网工人通过脚踩串网机,出来一条规格的波浪形蛇线,将蛇线把弹簧每行串起开,使床网成型;c、打边:将边铁套在床网上,将弹簧叉分别固定在床网四周,用夹马枪将床网四周打上床网夹,固定床网四周铁架;d、打底:将床网放置在操作台上,通过输料板将棉毡运输至床网上方,随后将棉毡铺盖在床网上,将棉毡固定在床网上,随后在床网的中间串线,使棉毡牢固定位;e、扣布:将垫料放在床网上,打紧床网,用白色泡角固定床网四个角,将裥棉铺在床垫的两面用扣布钉钉紧;f、围边:将床垫放置在传送带上,使床垫沿着传送带移动至输料装置上,输料装置上的床垫逐个运输至加工台上,通过围边机将床垫两面的布和四周的布缝合;g、包装:用风枪将桌面的灰尘吹干净,将商标和质量检验贴在床垫的末端中间,用pvc将床垫包装起来,放入四个包角和保证书,用胶纸将床垫的四周密封;所述步骤e中的垫料材料包括裥棉、布料、海绵、无纺布及泡沫;所述布料规格为2.15m*2.8m,所述海绵规格为2.15m*2.3m,所述无纺布规格为2.15m*2.3m;所述步骤f中的材料包括边带、侧部、透风孔、拉链及泡沫条;所述边带规格为6.5cm,所述拉链规格为800cm,所述泡沫条规格为12mm;所述操作台和输料板的结构与实施例1中的结构相同。
[0039]
实施例3:一种自动化程度高的床垫生产加工工艺,包括:a、打簧:将钢线套在坐轴上,拉出一端的一条钢线装入打簧机内,打出所要参数环节弹簧;b、串网:将钢线套在坐轴上,拉出一端的一条钢线装入串网机内,串网工人通过脚踩串网机,出来一条规格的波浪形蛇线,将蛇线把弹簧每行串起开,使床网成型;c、打边:将边铁套在床网上,将弹簧叉分别固定在床网四周,用夹马枪将床网四周打上床网夹,固定床网四周铁架;d、打底:将床网放置在操作台上,通过输料板将棉毡运输至床网上方,随后将棉毡铺盖在床网上,将棉毡固定在床网上,随后在床网的中间串线,使棉毡牢固定位;e、扣布:将垫料放在床网上,打紧床网,用白色泡角固定床网四个角,将裥棉铺在床垫的两面用扣布钉钉紧;f、围边:将床垫放置在传送带上,使床垫沿着传送带移动至输料装置上,输料装置上的床垫逐个运输至加工台上,通过围边机将床垫两面的布和四周的布缝合;g、包装:用风枪将桌面的灰尘吹干净,将商标和质量检验贴在床垫的末端中间,用pvc将床垫包装起来,放入四个包角和保证书,用胶纸将床垫的四
周密封;所述步骤e中的垫料材料包括裥棉、布料、海绵、无纺布及泡沫;所述布料规格为2.15m*2.8m,所述海绵规格为2.15m*2.3m,所述无纺布规格为2.15m*2.3m;所述步骤f中的材料包括边带、侧部、透风孔、拉链及泡沫条;所述边带规格为5cm,所述拉链规格为500cm,所述泡沫条规格为10mm;所述操作台和输料板的结构与实施例1中的结构相同。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1