一种冷弯成型的金属型材和货架的制作方法
1.本实用新型总体涉及金属型材冷弯成型加工领域,更具体地,涉及一种 冷弯成型的金属管和一种金属货架。
背景技术:
2.冷弯成型是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带 不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺。在金属管材加 工领域,冷弯成型运用广泛。
3.在现有技术冷弯成型加工工艺中,冷弯成型接缝处都以焊接方式处理, 需要额外加工,并产生有害气体,污染环境;同时现有技术中接缝处也存在 抗弯强度低,易开裂,加工效率低等问题。
技术实现要素:
4.为了解决上述问题,提供一种冷弯成型的金属型材,所述金属型材1由 板材通过冷弯弯折成型,形成有接缝(2),所述接缝(2)包括冷弯加工形 成的第一端(21)和第二端(22),所述第一端(21)包括第一弯折段(211) 和第二弯折段(212),所述第二端包括第三弯折段(221)。所述第一弯折 段(211)呈u形,两侧板材之间的距离等于板厚。所述第二弯折段(212) 呈s形,所述第二弯折段(212)一端连接所述第一弯折段(211)的一侧板, 另一端连接板材,两端连接的板材之间的垂直距离小于等于二倍的板厚。所 述第三弯折段(221)呈u形,两侧板材之间的距离等于板厚。所述第一弯 折段(211)和所述第三弯折段(221)的弯折方向相反并相互交错咬合。所 述第一弯折段(211)和所述第三弯折段(221)之间板面加工有对应设置的 凹陷(3)和突起,沿接缝(2)分布。
5.根据本实用新型的一个实施方式,所述接缝(2)所在面的邻面包括折弯 段(4)。
6.根据本实用新型的一个实施方式,所述折弯段(4)包括一个或多个折弯, 相邻折弯之间留有平直段。
7.根据本实用新型的一个实施方式,所述折弯角度范围是90~175
°
。
8.根据本实用新型的一个实施方式,所述型材的横截面为l形或矩形。
9.根据本实用新型的一个实施方式,所述接缝(2)相邻两面都设置折弯段 (4),两面的折弯段(4)大小相同、相向设置。
10.根据本实用新型的一个实施方式,所述接缝(2)所在面为底面;垂直于 底面的面为侧面;和底面相对的面为顶面,用于承载物品;其中底面和顶面 承受垂直于面的力,侧面受到平行于面的内应力。
11.根据本实用新型的一个实施方式,所述接缝(2)位于底面上与侧面距离 相等的中线处。
12.根据本实用新型的一个实施方式,所述折弯段(4)位于所述侧面。
13.根据实用新型另一个方面,提供一种金属货架,包括上述任一项所述的 金属型
材。
14.通过设置带有冷弯凹陷和突起的冷弯接缝,金属型材不需焊接,易于加 工可靠性强,接缝处强度高;通过设置折弯段,增加型材的抗压范围,提高 型材可靠性;通过设置横截面为l形或矩形,可以根据需要适配多种不同的 工作场合。
附图说明
15.下面结合附图和实施例对本实用新型进一步说明。
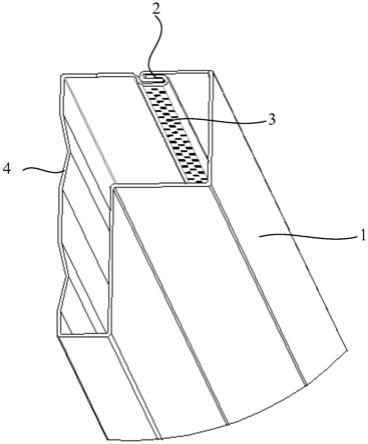
16.图1是冷弯成型的金属型材的部分示意图;
17.图2是l形或矩形的金属型材横截面示意图;
18.图3是接缝处示意图。
具体实施方式
19.下面结合附图对本实用新型的较佳实施例进行详细阐述,参考标号是指 本实用新型中的组件、技术,以便本实用新型的优点和特征在适合的环境下 实现能更易于被理解。下面的描述是对本实用新型权利要求的具体化,并且 与权利要求相关的其它没有明确说明的具体实现也属于权利要求的范围。
20.图1是冷弯成型的金属型材的部分示意图。
21.如图1所示,提供一种冷弯成型的金属型材,所述金属型材1由板材通 过冷弯弯折成型,形成有接缝2,所述接缝2包括冷弯加工形成的第一端21 和第二端22,所述第一端21包括第一弯折段211和第二弯折段212,所述第 二端包括第三弯折段221。所述第一弯折段211呈u形,两侧板材之间的距 离等于板厚。所述第二弯折段212呈s形,所述第二弯折段212一端连接所 述第一弯折段211的一侧板,另一端连接板材,两端连接的板材之间的垂直 距离小于等于二倍的板厚。所述第三弯折段221呈u形,两侧板材之间的距 离等于板厚。所述第一弯折段211和所述第三弯折段221的弯折方向相反并 相互交错咬合。所述第一弯折段211和所述第三弯折段221之间板面加工有 对应设置的凹陷3和突起,沿接缝2分布。
22.图3是接缝处示意图。
23.其中,本实用新型所述板材即广义的板状材料,具体不做限定,例如带 钢即可。所述型材可以是一个或多组金属材料拼成,例如钢材、铝材等现有 技术中的型材材料,相邻材料通过冷弯咬合连接接缝2,组成中空的型材。 所述接缝2即通过冷弯方式处理接缝2,使接缝2两端相互折叠压紧咬合, 如图3所示。所述接缝2内表面加工有冷弯凹陷3和突起,即冷弯加工接缝 2时,压辊上带有硬质突起,在冷弯处理接缝2过程中压辊同时在接缝2内 表面压出凹陷3和突起,同时在其内部也存在凸起和多次凹陷3和突起。冷 弯凹陷3和突起将接缝2两侧材料压紧,连接强度更高。冷弯凹陷3和突起 如图3所示,冷弯凹陷3和突起的层数可以如图中所示的数量关系,也可以 更多或更少,均在本实用新型的保护范围内。需要注意的是,图3中的缝隙 为了凹陷3和突起示意清楚被放大了,在实际中此处不同板之间的接缝2较 为紧密。需要注意的是,冷弯凹陷3和突起的形状可以是其他形状,例如用 齿轮压辊压出来的就会是直线形。
24.在型材加工时,将金属板材或卷材等原材料利用成型轧辊初步冷弯,将外形加工为所需形状,同时接缝2处留有部分材料伸入型材内部;之后,将带有凸起用于处理接缝2的
冷弯轧辊伸入型材内部,外部用普通轧辊或其他 支撑物进行支撑,处理接缝2的冷弯轧辊即对接缝2处剩余材料进行加工, 使两者咬合在一起,同时接缝2内表面即压出了冷弯凹陷3和突起,加强了 接缝2处的连接强度。其中第三弯折段221和第一弯折段211在型材成型前 就已经折弯,在冷压咬合前相互扣住。
25.本实用新型通过利用冷弯折叠压紧来连接接缝,加工简单,无需焊接; 通过加工有冷弯凹陷和突起,进一步加强接缝处连接强度,可靠性高。
26.如图1所示,所述型材本体接缝2所在面的邻面包括折弯段4。折弯段4 即将截面为直线的型材加工为折线型,提高此端面的抗弯强度,提高型材可 靠性。
27.如图1所示,所述折弯段4包括一个或多个折弯,相邻折弯之间留有平 直段。多个折弯可以进一步加强型材可靠性,留有平直段可以降低加工难度。
28.根据本实用新型的一个实施方式,所述折弯角度范围是90~175
°
。折弯 角度不至于过大而影响型材加工难度,折弯过大会影响材料韧性,会折断。
29.图2是l形或矩形的金属型材1横截面示意图。
30.如图2所示,所述型材本体的横截面为l形或矩形。l形或矩形可以根 据所承载的目标来进行对应选择。l型适合在边缘承载目标,矩形适合在下 方承载目标。
31.如图2所示,所述接缝2相邻两面都设置折弯段4,两面的折弯段4大 小相同、相向设置。这样设置折弯段4可以提高型材的平衡型。
32.根据本实用新型的一个实施方式,所述接缝2所在面为与底面;垂直于 底面的面为侧面;和底面相对的面为顶面,用于承载物品;其中底面和顶面 承受垂直于面的力,侧面受到平行于面的内应力。
33.根据本实用新型的一个实施方式,所述折弯段4位于所述侧面。
34.顶面受目标物的下压,底面进行支撑,侧面设有弯折承受内应力,可以 尽可能提高抗压强度。
35.根据本实用新型的一个实施方式,所述接缝2位于底面上与侧面距离相 等的中线处。接缝2远离拐角处可以尽可能加强接缝2强度。
36.根据实用新型另一个方面,一种金属货架,包括上述任一实施方式所述 的金属型材。
37.通过设置带有冷弯凹陷和突起的冷弯接缝,金属型材不需焊接,易于加 工可靠性强;通过设置折弯段,增加型材的抗压范围;通过设置横截面为l 形或矩形,可以根据需要适配多种不同的工作场合。
38.应该注意的是,上述实施例对本实用新型进行说明而不是对本实用新型 进行限制,并且本领域技术人员在不脱离所附权利要求的范围的情况下可设 计出替换实施例。在权利要求中,不应将位于括号之间的任何参考符号构造 成对权利要求的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1