具有石墨芯的炊具的制作方法
具有石墨芯的炊具
1.相关申请的交叉引用
2.本技术要求于2019年12月13日提交的美国申请号16/714,120的优先权,其全部公开内容在此通过引用并入本文。
技术领域
3.本公开总体上涉及多层结合炊具,尤其涉及在冶金结合在一起的至少两个金属层之间具有穿孔石墨芯层的多层结合炊具。还公开了一种使用固态结合技术制造炊具的方法。
背景技术:
4.制造多层结合复合炊具是长期以来已知的,其中各种材料结合在一起以将每种材料的期望物理特性组合到复合体中。例如,不锈钢的耐腐蚀性对于烹饪表面以及炊具的外表面而言是理想的,但是不锈钢的导热性相对较低。另一方面,铝和/或铜提供相比更高的导热性,并且已经结合到不锈钢以提供众所周知的复合炊具制品,例如壶、锅等。多层结合炊具是本领域已知的,如在许多专利中所示,例如:授予ulam的美国专利4,246,045和4,167,606;以及授予groll的美国专利8,133,596和6,267,830。这些参考文献说明了具有结合到较高传导性的铝和/或铜的中间层的不锈钢外层的多层结合炊具的制造。这些不同材料的层之间的结合通常通过常规的辊压结合技术,使用辊压结合到不锈钢外部条带的铝和/或铜条带来实现。
5.groll等人的美国专利9,078,539中公开了一种固态结合技术,其使用经时施加的高静压和热来制造例如制造的炊具中的不锈钢
–
铝
–
不锈钢组合物的多个复合坯料。本领域中持续需要使用改进的固态结合技术来生产炊具,用于减轻重量和改善炊具的热特性。
技术实现要素:
6.鉴于本领域中的现有需要,期望开发使用改进的固态结合技术生产炊具的新方法。还期望提供通过这些方法制造的炊具,其中所述炊具与通过固态结合技术制造的现有炊具相比具有减轻的重量和改善的热特性。
7.根据本公开的一些实施例或方面,由结合的多层坯料组件制成的炊具可以具有第一金属层;第二金属层,其具有空腔,其中多个间隔开的柱从所述空腔的底表面突出;和厚度为至少0.010英寸(0.254mm)的穿孔石墨层和穿过其形成的多个间隔开的孔。穿孔石墨层可位于第二金属层的空腔内,使得多个间隔开的柱延伸穿过多个间隔开的孔。第二金属层可以至少经由多个间隔开的柱冶金结合到第一金属层。
8.根据本公开的一些实施例或方面,第二金属层的围绕空腔的表面可以冶金结合到第一金属层。优选地,所述表面是平面的。空腔的深度可以小于、等于或大于穿孔石墨层的厚度。多个间隔开的柱可以具有圆形横截面或多边形横截面。
9.根据本公开的一些实施例或方面,穿孔石墨层可由各向异性石墨制成。第一金属
层可以由铝、不锈钢或钛制成。第二金属层可以由铝制成。
10.根据本公开的一些实施例或方面,第三金属层可以冶金结合到第二金属层的与空腔相对的平面侧。第三金属层可以由不锈钢制成。
11.根据本公开的一些实施例或方面,第二金属层可以具有外金属层和容纳在外金属层的中心开口内的中心金属层。空腔可以设置在中心金属层上。外金属层可以比中心金属层薄。
12.根据本公开的一些实施例或方面,第一金属层可具有由铝制成的结合到间隔开的柱的第一子层和由不锈钢制成的第二子层。第二金属层可以冶金结合到第一金属层的第一子层。围绕空腔的第二金属层的表面可以冶金结合到第一金属层的第一子层。优选地,所述表面是平面的。
13.根据本公开的一些实施例或方面,制造炊具的方法可以包括(a)提供第一金属层;(b)提供厚度至少为0.010英寸(0.254mm)的穿孔石墨层和穿过其形成的多个间隔开的孔,(c)提供具有空腔的第二金属层,其中多个间隔开的柱从所述空腔的底表面突出;(d)将(a)-(c)中提供的层堆叠在坯料组件中,使得所述穿孔石墨层被容纳在所述第二金属层的所述空腔内,由此所述第二金属层的所述多个间隔开的柱与所述穿孔石墨层中的所述多个间隔开的孔对准并且穿过所述多个间隔开的孔,使得所述第一金属层的下表面至少接触所述多个间隔开的柱的上端部的上表面;以及(e)通过在垂直于所述坯料组件中的层的平面的方向上施加力来压制所述坯料组件,并且同时加热所述坯料组件以至少经由所述多个间隔开的柱来实现所述第一金属层与所述第二金属层之间的冶金结合,从而提供结合的坯料组件。
14.根据本公开的一些实施例或方面,所述方法还可以包括(f)冷却结合的坯料组件;以及(g)将结合的坯料组件形成为炊具。第一金属层可以由铝、不锈钢或钛制成,第二金属层可以由铝制成。
15.根据本公开的一些实施例或方面,所述方法还可包括(h)提供第三金属层,并且在压制坯料组件之前将第三金属层与坯料组件的层堆叠,使得第三金属层面向第二金属层的与空腔相对的平面侧。
16.根据本公开的一些实施例或方面,所述方法还可包括(i)提供第四金属层,并且在压制坯料组件之前将第四金属层堆叠在坯料组件的第一金属层上方。第三金属层和第四金属层可以由不锈钢制成。
17.在参考附图考虑以下描述和所附权利要求书之后,本文描述的炊具的这些和其它特征和特性以及制造这种炊具的方法将变得更加明显,所有附图形成本说明书的一部分,其中在各个附图中相同的附图标记表示对应的部分。然而,应当清楚地理解的是,附图仅用于说明和描述的目的。因此,与本文所公开的实施例相关的具体尺寸和其它物理特性不应被认为是限制性的。此外,应当理解,本公开可以采用各种可替代变型和步骤顺序,除非有明确的相反说明。
附图说明
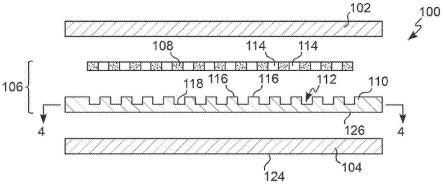
18.图1是根据本公开的一些实施例或方面的用于制备坯料组件的炊具的分解侧视剖面图;
19.图2是图1的坯料组件的组装侧视剖面图;
20.图3是图2中所示的细节a的放大图;
21.图4是图1中所示的中间层的俯视图
22.图5是由图1的结合的坯料组件制成的成形煎锅形状的剖面图;
23.图6是图5中所示的细节b的放大图;
24.图7是图5中所示的细节c的放大图;
25.图8是根据本公开的一些实施例或方面的用于制备坯料组件的炊具的分解侧视剖面图;
26.图9是图8的坯料组件的组装侧视剖面图;
27.图10是图9中所示的细节d的放大图;
28.图11是由图8的结合的坯料组件制成的成形煎锅形状的剖面图;
29.图12是图11中所示的细节e的放大图;
30.图13是图11中所示的细节f的放大图;
31.图14是根据本公开的一些实施例或方面的用于制备坯料组件的炊具的分解侧视剖面图;
32.图15是图14的坯料组件的组装侧视剖面图;
33.图16是图15中所示的细节g的放大图;
34.图17是由图14的结合的坯料组件制成的成形煎锅形状的剖面图;
35.图18是图17中所示的细节h的放大图;
36.图19是图17中所示的细节i的放大图;
37.图20是根据本公开的一些实施例或方面的用于制备坯料组件的炊具的分解侧视剖面图;
38.图21是图20的坯料组件的组装侧视剖面图;以及
39.图22是图21中所示的细节j的放大图;
40.在图1-图22中,除非另有说明,相同的符号表示相同的部件。
具体实施方式
41.如在说明书和权利要求书中所使用的,单数形式“一个”、“一种”和“所述”包括复数指代物,除非上下文另有明确的指示。
42.为了下文描述的目的,术语“端部”、“上”、“下”、“右”、“左”、“竖直”、“水平”、“顶”、“底”、“横向”、“纵向”及其派生词应与本公开在附图中取向相关。然而,应当理解,本公开可以采用各种可替代变型和步骤顺序,除非有明确的相反说明。
43.说明书和权利要求书中使用的所有数字和范围应被理解为在所有情况下都被术语“约”修饰。“约”是指所述值的正或负百分之二十五,例如所述值的正或负百分之十。然而,这不应被认为是对在等同原则下对值的任何分析的限制。
44.除非另有说明,本文公开的所有范围或比率应理解为包括开始值和结束值以及包含在其中的任何和所有子范围或子比率。例如,所述范围或比率“1至10”应被认为包括最小值1和最大值10之间(且包括端值)的任何和所有子范围或子比率;即,以最小值1或更大值开始且以最大值10或更小值结束的所有子范围或子比率。本文公开的范围和/或比率表示
在指定范围和/或比率上的平均值。
45.除非另有说明,本文提及的所有文献,例如但不限于授权专利和专利申请,都被认为是“通过引用并入”其全部内容。
46.术语“第一”、“第二”等不是要指任何特定顺序或时间顺序,而是指不同的条件、特性或元件。
47.术语“至少”与“大于或等于”同义。
48.如本文所用,“至少一个”与“一个或多个”同义。例如,短语“a、b和c中的至少一个”是指a、b或c中的任何一个,或a、b或c中的任何两个或更多个的任何组合。例如,“a、b和c中的至少一个”仅包括一个或多个a;或仅一个或多个b;或仅一个或多个c;或一个或多个a以及一个或多个b;或一个或多个a以及一个或多个c;或一个或多个b以及一个或多个c;或一个或多个所有的a、b和c。
49.术语“包括”与“包含”同义。
50.如本文所用,术语“平行”或“基本上平行”是指两个物体,例如细长物体并且包括参考线,之间的相对角度(如果延伸至理论交点),即0
°
至5
°
、或0
°
至3
°
、或0
°
至2
°
、或0
°
至1
°
、或0
°
至0.5
°
、或0
°
至0.25
°
、或0
°
至0.1,其中包括所列举的值。
51.如本文所用,术语“垂直”或“基本垂直”是指两个物体在他们的实际或理论交点处的相对角度为85
°
至90
°
、或87
°
至90
°
、或88
°
至90
°
、或89
°
至90
°
、或89.5
°
至90
°
、或89.75
°
至90
°
、或89.9
°
至90
°
,其中包括所列举的值。
52.如本文所用,术语“固态结合”是指使用高压(通常超过5,000psi(34.5mpa))和高温(通常超过600℉(315℃))将两个或多个金属或金属合金的堆叠层结合在一起的方法,其中高压以法向或垂直方向,即相对于堆叠层的平面成90
°
施加。
53.如本文所用,术语“冶金结合”或“冶金结合的”是指在类似或不相似的金属材料之间形成的结合,其在结合面处没有空隙或间断。
54.参考附图,图1-图3示出了用于制造本公开所述的炊具的一些实施例的坯料组件100的各种视图。在一些实施例或方面中,每个坯料组件100可用于形成一件炊具,例如图5-图7中所示的壶或煎锅。如本文所述,坯料组件100由多个堆叠的盘或层形成,所述多个堆叠的盘或层冶金结合在一起以形成整体坯料组件100。在一些实施例或方面中,多个堆叠的盘或层可以堆叠为使得单独的盘基本上彼此平行。然后,可使用固态结合技术将堆叠的盘或层组件结合在一起,其中使用高压(通常超过5,000psi(34.5mpa))和高温(通常超过600℉(315℃))来结合堆叠的盘或层。期望地,高压被施加在垂直方向上,即相对于堆叠盘或层的平面成90
°
。结合的盘或层组成结合的多层坯料组件100。图2-图3示出了结合的多层坯料组件100。
55.继续参考图1-图3,坯料组件100具有至少一个上(第一)金属盘或层102(以下称为“第一金属层102”)和至少一个下(第三)金属盘或层104(以下称为“第三金属层104”)。第二盘或层106(下文中称为“第二层106”)布置在第一金属层102和第三金属层104之间。第一金属层102的上表面或顶表面形成炊具的内表面,而第三金属层104的下表面或底表面形成炊具的外表面。在一些实施例或方面中,坯料组件100中的层的布置可以翻转180
°
,使得第一金属层102的下表面或底表面形成炊具的外表面,并且第三金属层104的上表面或顶表面形成炊具的内表面。
56.继续参考图1-图3,选择制造第一金属层102的材料以具有炊具的烹饪表面所需的期望的抗划伤性、耐磨性和热性能。在一些实施例或方面中,第一金属层102可以由食品级不锈钢形成。第一金属层102的不锈钢可以是例如400系列不锈钢,如436不锈钢,或300系列不锈钢,如304不锈钢。在一些实施例或方面中,第一金属层102的不锈钢可以是适合用作食品制备表面的任何耐腐蚀不锈钢合金。在另外的实施例或方面中,第一金属层102可以由适合用作食物制备表面的钛合金制成。在另外的实施例或方面中,第一金属层102的材料可以包括铝。在一些实施例或方面中,第一金属层102的材料可以是例如高纯铝,或者在一侧或两侧上包覆有薄纯铝层的合金铝材料,以适应冶金结合。在一些实施例或方面中,第一金属层102的材料可以是1000系列铝合金,例如1100铝合金。
57.在一些实施例或方面中,第一金属层102可以是具有约14英寸(355.6mm)的直径的盘,以形成直径为10英寸(254mm)的用于制造炊具(例如煎锅)的近净尺寸的坯料。在其他实施例或方面中,第一金属层102可以是具有约5英寸至约20英寸(127mm至508mm)的直径的圆盘以形成各种尺寸的炊具。第一金属层102的直径被选择为足够大以形成成品炊具的底部、侧壁和边缘。第一金属层102的直径被选择为使得其匹配第二层106和第三金属层104中的至少一个的直径。在一些实施例或方面中,第一金属层102的厚度可以是约0.010英寸(0.25mm)至约0.025英寸(0.65mm),例如约0.015英寸(0.40mm)。本领域普通技术人员将容易理解,可以增加或减少第一金属层102的直径和厚度,以分别制造直径和厚度更大或更小的炊具。
58.在一些实施例或方面中,例如图20-图22所示,坯料组件100可以包括堆叠在第一金属层102上的第四金属层140。如本文所讨论的,第一金属层102可由对第四金属层140和第二层106的金属材料具有结合亲和性的材料制成。在另外的实施例或方面中,坯料组件200、300(在图8-图10和图14-图16中示出)还可包括堆叠在第一金属层202、302上的第四金属层(未示出)。第一金属层102、202、302的材料可以是铝。在一些实施例或方面中,第一金属层102、202、302的材料可以是例如高纯铝,或者在任一侧上包覆有薄纯铝层的合金铝材料,以适应冶金结合。在一些实施例或方面中,第一金属层102、202、302的材料可以是1000系列铝合金,例如1100铝合金。在一些实施例或方面中,第一金属层102、202、302的厚度可以是约0.020英寸(0.5mm)至约0.100英寸(2.5mm),例如约0.040英寸(1.0mm)。
59.继续参考图20-图22,选择第四金属层140的材料以具有炊具的烹饪表面所需的期望的抗划伤性、耐磨性和热性能。在一些实施例或方面中,第四金属层140的材料可以是食品级不锈钢。第四金属层140的不锈钢可以是例如400系列不锈钢,如436不锈钢,或300系列不锈钢,如304不锈钢。在一些实施例或方面中,第四金属层140的不锈钢可以是适合用作食品制备表面的任何耐腐蚀不锈钢合金。在另外的实施例或方面中,第四金属层140可以由适合用作食物制备表面的钛合金制成。在一些实施例或方面中,第四金属层140的厚度可以是约0.010英寸(0.25mm)至约0.025英寸(0.65mm),例如约0.015英寸(0.4mm)。
60.在一些实施例或方面中,第三金属层104可以由具有炊具外表面所需的期望抗刮性、耐磨性和热性能的材料制成。如本文所讨论的,选择第三金属层104的材料,使得其对第二层106的至少一部分的金属材料具有结合亲和性。在一些实施例或方面中,第三金属层104可以由铁磁性不锈钢,例如400级不锈钢制成,以使成品炊具适合在感应烹饪设备上使用。第三金属层104的不锈钢可以是例如磁性等级的不锈钢,如430不锈钢。在一些实施例或
方面中,第三金属层104的不锈钢可以是适合用作食物制备表面的任何不锈钢合金。在另外的实施例或方面中,第三金属层104可以由适合用作食物制备表面的钛合金制成。第三金属层104的材料可选择为具有与第一金属层102的材料性质类似或相同的材料性质。
61.在一些实施例或方面中,第三金属层104可以是具有约14英寸(355.6mm)的直径的盘,以形成直径为10英寸(254mm)的用于制造炊具(例如煎锅)的近净尺寸的坯料。在其他实施例或方面中,第三金属层104可以是具有约5英寸至约20英寸(127mm至508mm)的直径的圆盘以形成各种尺寸的炊具。第三金属层104的直径被选择为足够大以形成成品炊具的底部、侧壁和边缘。在一些实施例或方面中,第三金属层104的厚度可以是约0.010英寸(0.25mm)至约0.025英寸(0.6mm),例如约0.015英寸(0.4mm)。本领域普通技术人员将容易理解,可以增加或减少第三金属层104的直径和厚度,以分别制造直径和厚度更大或更小的炊具。第三金属层104的底表面124可以是基本上平坦的,并且没有任何突起或凹陷。
62.继续参考图1-图3,第二层106被布置在第一金属层102和第三金属层104之间。第二层106具有穿孔石墨盘或层108(在下文中称为“穿孔石墨层108”),其具有穿过其形成的多个间隔开的孔114。第二层106还具有第二金属盘或层110(下文中称为“第二金属层110”),其具有被配置成容纳穿孔石墨层108的空腔112。
63.在一些实施例或方面中,第二金属层110可以由对第一金属层102和第三金属层104的金属材料具有结合亲和性的材料制成,如本文所讨论的。第二金属层110的材料可以是铝。在一些示例或方面中,第二金属层110可以由高纯度铝或在任一侧上包覆有薄纯铝层的合金铝材料制成,以适应冶金结合。在一些实施方案或方面中,第二金属层110可由例如1000系列铝合金制成,如1100铝合金。
64.在一些实施例或方面中,第二金属层110可以是具有约14英寸(355.6mm)的直径的盘,以形成直径为10英寸(254mm)的用于制造炊具(例如煎锅)的近净尺寸的坯料。在其他实施例或方面中,第二金属层110可以是具有约5英寸至约20英寸(127mm至508mm)的直径的圆盘以形成各种尺寸的炊具。第二金属层110的直径被选择为足够大以形成成品炊具的底部、侧壁和边缘。在一些实施例或方面中,第二金属层110的厚度可以是约0.020英寸(0.5mm)至约0.200英寸(5.0mm),例如约0.040英寸(1.0mm)。本领域普通技术人员将容易理解,可以增加或减少第二金属层110的直径和厚度,以分别制造直径和厚度更大或更小的炊具。第二金属层110的底表面126可以是基本上平坦的,并且没有任何突起或凹陷。
65.在一些实施例或方面中,空腔112可具有圆形形状,其具有与圆形形状的穿孔石墨层108的直径相同或稍大的直径。例如,空腔112可具有约3英寸(76.2mm)至约12英寸(305mm),例如约7英寸(178mm)的直径。穿孔石墨层108可具有空腔112的直径的约90-99.9%的对应直径。在其它实施例或方面中,空腔112可具有对应于穿孔石墨层108的任何所需的几何形状。空腔112可以具有约0.010英寸(0.25mm)到约0.100英寸(2.5mm)的深度(即空腔112相对于第二金属层110的上表面120凹陷的距离),例如约0.020英寸(0.5mm)。空腔可以具有均匀的深度或不均匀的深度,其中深度在空腔112的至少一部分上变化。在一些实施例或方面中,空腔112可以以第二金属层110为中心,使得空腔112和第二金属层110共享公共轴线。本领域普通技术人员将容易理解,可以增加或减少空腔112的直径和深度,以分别容纳更大和更厚的穿孔石墨层108。
66.第二金属层110在空腔112内具有多个向上突出的、间隔开的柱116(下文中称为“柱116”)。柱116从相对于第二金属层110的上表面120凹陷的空腔112的底表面118向上延伸。如图4所示,柱116可以以有序阵列布置或在空腔112内随机分布。例如,柱116可以以在相邻柱116之间具有相等或不等间距的圆形阵列布置。在各种实施例或方面中,柱116的密度(即,每单位面积的柱116的数目)可在空腔112上是均匀的,或其可在空腔的不同部分之间变化。例如,柱116的密度可以在空腔112的径向方向上增加或减小。在一些实施例或方面中,柱116可以设置成一组或多组柱116。柱116可以具有相对于彼此相同的尺寸(即,直径)或不同的尺寸。
67.参考图4,可以通过从第二金属层110的上表面120去除材料,例如通过铣削,来形成空腔112和柱116。在一些实施例或方面中,可使用模具来铸造空腔112和柱116。柱116可以具有圆形横截面形状、多边形形状(例如六边形形状)或任何其它几何形状。
68.在一些实施方案或方面中,柱116可具有在空腔112的底表面118上方约0.010英寸(0.254mm)至约0.100英寸(2.54mm),例如约0.020英寸(0.508mm)的高度。在一些实施例或方面中,柱116的高度被选择为稍微高于穿孔石墨层108的厚度,使得柱116的峰突出穿过穿孔石墨层108中的孔,如本文所述。在柱116具有圆形形状的实施例或方面中,柱116可具有约0.050英寸(1.27mm)至约0.250英寸(6.35mm),例如约0.125英寸(3.175mm)的直径。在柱116具有非圆形形状的其它实施例或方面中,柱116可具有约0.002平方英寸(1.3mm2)至约0.050平方英寸(32mm2),例如约0.12平方英寸(7.9mm2)的表面积。在一些实施例或方面中,柱116可具有在从空腔112的底表面118朝向上表面120的方向上测量的沿着他们的纵向长度的均匀宽度或直径。在其它实施例或方面中,柱的宽度或直径可在从空腔112的底表面118朝向上表面120的方向上变窄或变宽。
69.在一些实施例或方面中,穿孔石墨层108可由各向异性石墨制成,所述各向异性石墨被配置成主要在径向(而非轴向)方向上传递热能。以这种方式,烹饪表面可以被均匀地加热,同时避免热点。优选选择石墨,因为其具有高热导率(约500-1500w/mk,而铝约220w/mk,铜约340w/mk)。各向异性石墨在限定烹饪表面的xy平面的方向上具有铜约2-6倍的热导率。各向异性石墨也是铜重量的约1/6倍,并且与铜相比在z方向(即,基本上垂直于烹饪表面)上用作绝缘体。z方向上的低传导率(比xy平面中低约100倍)用作热屏障,所述热屏障暂时阻碍热量从热源直接流过食物预备表面,从而给予热能额外的时间以沿着烹饪表面均匀地散布。穿孔石墨层108有效地将热量均匀地散布在烹饪表面上,同时阻止在垂直于烹饪表面的方向上的热量流动。不受理论的约束,已经发现,穿孔石墨层108的存在增加了对电流的阻抗,从而与没有穿孔石墨层108的炊具相比增加了感应加热的有效性。
70.在一些实施方式或方面中,穿孔石墨层108可具有圆形形状,其直径为约3英寸(76.2mm)至约12英寸(305mm),例如约7英寸(178mm)。如本文所述,穿孔石墨层108可具有空腔112的直径的约90-99.9%的对应直径。在其它实施例或方面中,穿孔石墨层108可具有对应于空腔112的任何所需的几何形状。穿孔石墨层108可具有约0.010英寸(0.25mm)至约0.100英寸(2.5mm),例如约0.020英寸(0.5mm)的厚度。穿孔石墨层108可具有约0.010英寸(0.25mm)的最小厚度。不受理论的约束,已经发现,厚度小于所述最小厚度的穿孔石墨层108在固态结合过程中可能被损坏,从而损害了其沿着炊具的烹饪表面均匀分布热量的能力。此外,具有至少所述最小厚度的穿孔石墨层108比具有小于所述最小厚度的穿孔石墨层更容易处理并且制造更便宜,从而降低炊具的总成本。此外,具有至少所述最小厚度的穿孔
石墨层108被配置成在限定烹饪表面的平面中比具有小于所述最小厚度的穿孔石墨层移动更多的能量。在一些实施例或方面中,穿孔石墨层108的厚度被选择为小于第二金属层110的柱116的高度。以此方式,穿孔石墨层108的上表面可以相对于第二金属层110的上表面120和柱116的峰而在空腔112内凹陷。
71.在一些实施例或方面中,穿孔石墨层108的厚度被选择为小于第二金属层110的柱116的高度/空腔112的深度。以此方式,穿孔石墨层108的上表面可以相对于第二金属层110的上表面120和柱116的峰而在空腔112内凹陷。在其它实施例或方面中,穿孔石墨层108的厚度被选择为与柱116的高度/空腔112的深度相同。在另外的实施例或方面中,穿孔石墨层108的厚度可被选择为略大于第二金属层110的柱116的高度/空腔112的深度。以此方式,穿孔石墨层108的上表面可相对于第二金属层110的上表面120和柱116的峰从空腔112稍微突出。由于穿孔石墨层108比第一金属层102和第二金属层110更可压缩,所以穿孔石墨层108在固态结合过程期间被压缩到空腔112中。
72.继续参考图1-图3,每个孔114在穿孔石墨层108的上表面与下表面之间延伸穿过所述材料。穿孔石墨层108中孔114的尺寸和布置被选择为对应于第二金属层110上的柱116的尺寸和布置。以此方式,柱116可以被布置成使得所有的柱116与所有的孔114对准(即,对齐),其中每个柱116被容纳在相应的孔114内。例如,在柱116被布置成圆形阵列且柱116在第二金属层110的空腔112上具有均匀间隔的实施例中,孔114具有对应的圆形阵列布置,使得柱116可被容纳在孔114内。孔114的形状使得单个柱116可以被容纳在单个孔114内。在一些实施例或方面中,多个柱116可以被容纳在单个孔114内。在另外的实施例或方面中,孔114的数量可以大于柱116的数量,使得一些孔114中不具有柱116。
73.孔114可以具有与柱116相同或不同的形状。例如,孔114可以具有圆形形状以容纳圆形或非圆形的柱116。在孔114具有圆形形状的实施例或方面中,孔114可具有约0.050英寸(1.27mm)至约0.250英寸(6.35mm),例如约0.125英寸(3.175mm)的直径。孔114可以具有相同或不同的尺寸和形状。
74.参照图8-图10,示出了根据本公开的另一个实施例或方面的坯料组件200。图8-图10所示的坯料组件200的部件是与此处参考图1-图3所述的坯料组件100的部件基本上类似的。图8-图10中的附图标记用于说明与图1-图3中相应附图标记相同的部件,不同之处在于每个附图标记的第一位数字被替换为数字2。例如,虽然图1-图3中所示的第一金属层由附图标记102标识,但图8-图10中所示的相同的第一金属层由附图标记202标识。由于关于图1-图3中总体示出的坯料组件100的部件的前述讨论可应用于图8-图10中示出的坯料组件200,因此下文仅讨论两个坯料组件之间的相对差异。图9-图10示出了粘合的多层坯料组件200。
75.参考图8-图10,坯料组件200具有至少一个上(第一)金属盘或层202(以下称为“第一金属层202”)和至少一个下(第二)金属盘或层210(以下称为“第二金属层210”)。芯盘或层206(以下称为“芯层206”)被布置在第一金属层202和第二金属层210之间。第一金属层202的上表面或顶表面形成炊具的内表面,而第二金属层210的下表面或底表面形成炊具的外表面。
76.第一金属层202可由食品级不锈钢,例如400系列不锈钢,如436不锈钢,或300系列不锈钢,如304不锈钢,或由适合用作食品制备表面的钛合金形成。第一金属层202的材料可
以是铝。在一些实施例或方面中,第一金属层202可由高纯度铝或在任一侧上包覆有薄纯铝层的合金铝材料形成,以适应冶金结合。在一些实施方案或方面中,第一金属层202可由例如1000系列铝合金制成,如1100铝合金。第二金属层210的材料被选择为使得其具有与第一金属层202的金属材料的结合亲和性。第二金属层210的材料可以包括铝。在一些实施例或方面中,第二金属层210可以由例如高纯铝或在任一侧上包覆有薄纯铝层的合金铝材料制成,以适应冶金结合。在一些实施方案或方面中,第二金属层210可由例如1000系列铝合金制成,如1100铝合金。第二金属层210的底表面224可以是基本上平坦的,并且没有任何突起或凹陷。
77.继续参考图8-图10,芯层206被布置在第一金属层202和第二金属层210之间。芯层206是穿孔石墨盘或层208(下文中称为“穿孔石墨层208”),其具有穿过其形成的多个间隔开的孔214。尽管图1-图3中的第二层106具有第二金属层110和容纳在第二金属层110上的空腔112内的穿孔石墨层108,但是图8-图10中的芯层206仅具有穿孔石墨层208。穿孔石墨层208被配置成容纳在相对于第二金属层210的上表面220凹陷的空腔212内。
78.在一些实施例或方面中,空腔212可具有圆形形状,其具有与圆形形状的穿孔石墨层208的直径相同或稍大的直径。在其它实施例或方面中,空腔212可具有对应于穿孔石墨层208的任何所需的几何形状。在一些实施例或方面中,空腔212可以以第二金属层210为中心,使得空腔212和第二金属层210共享公共轴线。
79.继续参考图8-图10,多个间隔开的柱216(在下文中称为“柱216”)从空腔212的底表面218向上突出。与图4所示的柱116类似,柱216可以以有序阵列布置或在空腔212内随机分布。柱216可以具有圆形横截面形状、多边形形状(例如六边形形状)或任何其它几何形状。
80.在一些实施例或方面中,穿孔石墨层208可由各向异性石墨制成,所述各向异性石墨被配置成主要在径向(而非轴向)方向上传递热能。以这种方式,烹饪表面可以被均匀地加热,同时避免热点。如本文关于图1-图4中所示的实施例所述,穿孔石墨层208可具有约0.010英寸(0.25mm)的最小厚度。不受理论的约束,已经发现,厚度小于所述最小厚度的穿孔石墨层208在固态结合过程中可能被损坏,从而损害了其沿着炊具的烹饪表面均匀分布热量的能力。此外,具有至少所述最小厚度的穿孔石墨层208比具有小于所述最小厚度的穿孔石墨层更容易处理并且制造更便宜,从而降低炊具的总成本。此外,具有至少所述最小厚度的穿孔石墨层208被配置成在限定烹饪表面的平面中比具有小于所述最小厚度的穿孔石墨层移动更多的能量。在一些实施例或方面中,穿孔石墨层208的厚度被选择为小于第二金属层210的柱216的高度/空腔212的深度。以此方式,穿孔石墨层208的上表面可以相对于第二金属层210的上表面220和柱216的峰而在空腔212内凹陷。在其它实施例或方面中,穿孔石墨层208的厚度被选择为与柱216的高度/空腔212的深度相同。在另外的实施例或方面中,穿孔石墨层208的厚度可被选择为略大于第二金属层210的柱216的高度/空腔212的深度。以此方式,穿孔石墨层208的上表面可相对于第二金属层210的上表面220和柱216的峰从空腔212稍微突出。由于穿孔石墨层208比第一金属层202和第二金属层210更可压缩,所以穿孔石墨层208在固态结合过程期间被压缩到空腔212中。
81.继续参考图8-图10,每个孔214在穿孔石墨层208的上表面与下表面之间延伸穿过所述材料。穿孔石墨层208中孔214的尺寸和布置被选择为对应于第二金属层210上的柱216
的尺寸和布置。以此方式,柱216可以被布置成使得所有的柱216与所有的孔214对准(即,对齐),其中每个柱216被容纳在相应的孔214内。在一些实施例或方面中,多个柱216可以被容纳在单个孔214内。在另外的实施例或方面中,孔214的数量可以大于柱216的数量,使得一些孔214中不具有柱216。孔214可以具有与柱216相同或不同的形状。
82.参照图14-图16,示出了根据本公开的另一个实施例或方面的坯料组件300。图14-图16所示的坯料组件300的部件是与此处参考图1-图3所述的坯料组件100的部件基本上类似的。图14-图16中的附图标记用于说明与图1-图3中相应附图标记相同的部件,不同之处在于每个附图标记的第一位数字被替换为数字3。例如,虽然图1-图3中所示的第一金属层由附图标记102标识,但图14-图16中所示的相同的第一金属层由附图标记302标识。由于关于图1-图3中总体示出的坯料组件100的部件的前述讨论可应用于图14-图16中示出的坯料组件300,因此下文仅讨论两个坯料组件之间的相对差异。图15-图16示出了粘合的多层坯料组件300。
83.参考图14-图16,坯料组件300具有至少一个上(第一)金属盘或层302(以下称为“第一金属层302”)和至少一个下(第三)金属盘或层304(以下称为“第三金属层304”)。第二盘或层306(下文中称为“第二层306”)布置在第一金属层302和第三金属层304之间。第一金属层302的上表面或顶表面形成炊具的内表面,而第三金属层304的下表面或底表面形成炊具的外表面。
84.第一金属层302可以由食品级不锈钢,例如400或436系列不锈钢,或由适合用作食品制备表面的钛合金形成。如本文所讨论的,选择第三金属层304的材料,使得其对第二层306的至少一部分的金属材料具有结合亲和性。在一些实施例或方面中,第三金属层304可由食品级不锈钢制成,例如400或436系列不锈钢,或由钛合金制成。第三金属层304的材料可以包括铝。在一些实施例或方面中,第三金属层304的材料可以是例如高纯铝,或者在任一侧上包覆有薄纯铝层的合金铝材料,以适应冶金结合。在一些实施例或方面中,第三金属层304的材料可以是1000系列铝合金,例如1100铝合金。第三金属层304的底表面324可以是基本上平坦的,并且没有任何突起或凹陷。
85.继续参考图14-图16,第二层306被布置在第一金属层302和第三金属层304之间。尽管图1-图3中的第二层106具有第二金属层110和容纳在第二金属层110的空腔112内的穿孔石墨层108,但是图14-图16中的第二层306包括第二金属层310和穿孔石墨盘或层308(在下文中称为“穿孔石墨层308”)。第二金属层310具有中心金属芯盘或层310a(在下文中称为“中心金属层310a”)、围绕中心金属层310a的环形外芯金属盘或层310b(在下文中称为“外金属层310b”)。穿孔石墨层308被容纳在第二金属层310的空腔312内。空腔312形成在中心金属层310a上。外金属层310a和/或中间金属层310b的材料可以是铝。在一些实施例或方面中,外金属层310a和/或中心金属层310b的材料可以是例如高纯铝,或者在任一侧上包覆有薄纯铝层的合金铝材料,以适应冶金结合。在一些实施例或方面中,外金属层310a和/或中心金属层310b的材料可以是1000系列铝合金,例如1100铝合金。因此,第二金属层310的材料可以是铝。
86.外金属层310b具有中心开口322,其被成形为在其中容纳中心金属层310a。在一些实施例或方面中,中心开口322可具有圆形形状,其直径等于或略大于圆形形状的中心金属层310a的直径。例如,中心开口322可具有约3英寸(76.2mm)至约12英寸(305mm),例如约7英
寸(178mm)的直径。中心金属层310a的厚度可以与外金属层310b的厚度相同或不同。例如,中心金属层310a可以比外金属层310b薄或厚。在一些实施例或方面中,中心金属层310a比外金属层310b厚(例如厚0.004英寸(0.1mm))。以此方式,中心金属层310a的附加材料可在固态结合期间被压缩,使得中心金属层310a和外金属层310b的上表面和下表面基本上是平面的。中心金属层310a的附加材料的压缩有助于在固态结合期间与穿孔石墨层308的更强结合。中心金属层310a和外金属层310b的底表面326a、326b可以是基本上平坦的,并且没有任何突起或凹陷。
87.继续参考图14-图16,空腔312可以具有圆形形状,其直径等于或稍大于圆形穿孔石墨层308的直径。在其它实施例或方面中,空腔312可具有对应于穿孔石墨层308的任何所需的几何形状。在一些实施例或方面中,空腔312可以以中心金属层310a为中心,使得空腔312和中心金属层310a共享公共轴线。
88.继续参考图14-图16,多个间隔开的柱316(在下文中称为“柱316”)从空腔312的底表面318向上突出。与图4所示的柱116类似,柱316可以以有序阵列布置或在空腔312内随机分布。柱316可以具有圆形横截面形状、多边形形状(例如六边形形状)或任何其它几何形状。
89.在一些实施例或方面中,穿孔石墨层308具有穿过其形成的多个间隔开的孔314。每个孔314在穿孔石墨层308的上表面与下表面之间延伸穿过所述材料。穿孔石墨层308中孔314的尺寸和布置被选择为对应于中心金属层310a上的柱316的尺寸和布置。以此方式,柱316可以被布置成使得所有的柱316与所有的孔314对准(即,对齐),其中每个柱316被容纳在相应的孔314内。在一些实施例或方面中,多个柱316可以被容纳在单个孔314内。在另外的实施例或方面中,孔314的数量可以大于柱316的数量,使得一些孔314中不具有柱316。孔314可以具有与柱316相同或不同的形状。
90.穿孔石墨层308可由各向异性石墨制成,所述各向异性石墨被配置成主要在径向(而非轴向)方向上传递热能。以这种方式,烹饪表面可以被均匀地加热,同时避免热点。如本文所述,穿孔石墨层308可具有约0.010英寸(0.25mm)的最小厚度。不受理论的约束,已经发现,厚度小于所述最小厚度的穿孔石墨层308在固态结合过程中可能被损坏,从而损害了其沿着炊具的烹饪表面均匀分布热量的能力。此外,具有至少所述最小厚度的穿孔石墨层308比具有较小厚度的穿孔石墨层更容易处理并且制造更便宜,从而降低炊具的总成本。此外,具有所述最小厚度的穿孔石墨层308被配置成在限定烹饪表面的平面中比具有较小厚度的穿孔石墨层移动更多的能量。在一些实施例或方面中,穿孔石墨层308的厚度被选择为小于中心金属层310a的柱316的高度。以此方式,穿孔石墨层308的上表面可以相对于中心金属层310a的上表面320和柱316的峰而在空腔312内凹陷。在其它实施例或方面中,穿孔石墨层308的厚度被选择为与柱316的高度/空腔312的深度相同。在另外的实施例或方面中,穿孔石墨层308的厚度可被选择为略大于第二金属层310的柱316的高度/空腔312的深度。以此方式,穿孔石墨层308的上表面可相对于第二金属层310的上表面320和柱316的峰从空腔312稍微突出。由于穿孔石墨层308比第一金属层302和第二金属层310更可压缩,所以穿孔石墨层308在固态结合过程期间被压缩到空腔312中。
91.已经描述了根据本公开的各种实施例或方面的坯料组件100、200、300的结构,现在将描述使用结合的多层坯料组件100、200、300制造炊具的方法。在结合之前,坯料组件
100、200、300的层经历适当的表面处理步骤,例如脱脂、通过化学或机械方法的表面磨蚀等。在适当的表面制备之后,通过将各层彼此堆叠而形成未结合的坯料组件100、200、300。期望地,各层对准,使得各层的中心共享公共轴线。在一些实施例或方面中,可以堆叠层,使得它们的中心彼此偏移。为了制造效率,多个未结合的坯料组件100、200、300可以堆叠在彼此上方,在相邻的坯料组件100、200、300之间具有或不具有间隔层。
92.在图1-图3所示的坯料组件100的情况下,第二层106堆叠在第三金属层104的上表面上。第二层106的穿孔石墨层108被布置在第二金属层110的空腔112内,使得穿孔石墨层108中的孔114与空腔112中的柱116对准。当柱116被容纳在穿孔石墨层108的孔114内时,柱116的峰被配置成处于相同高度或延伸到穿孔石墨层108的上表面上方。第一金属层102堆叠在第二层106上方,使得第一金属层102的下表面与第二金属层110和穿孔石墨层108的上表面相对。当堆叠时,第一金属层102、第二层106和第三金属层104基本上彼此平行。为了制造效率,多个未结合的坯料组件100可以堆叠在彼此上方,在相邻的坯料组件100之间具有或不具有间隔层。
93.在图8-图10所示的坯料组件200的情况下,芯层206(即,穿孔石墨层208)布置在第二金属层210的空腔212内,使得穿孔石墨层208中的孔214与空腔212中的柱216对准。当柱216被容纳在穿孔石墨层208的孔214内时,柱216的峰被配置成处于相同高度或延伸到穿孔石墨层208的上表面上方。第一金属层202堆叠在芯层206和第二金属层210上方,使得第一金属层202的下表面与第二金属层210的上表面220和穿孔石墨层208相对地定位。当堆叠时,上金属层22、穿孔石墨层208和第二金属层210基本上彼此平行。
94.在图14-图16所示的坯料组件300的情况下,中心金属层310a和外金属层310b定位在第三金属层304的上表面上,使得中心金属层310a被容纳在外金属层310b的中心开口322内。穿孔石墨层308被布置在中心金属层310a的空腔312内,使得穿孔石墨层308中的孔314与空腔312中的柱316对准。当柱316被容纳在穿孔石墨层308的孔314内时,柱316的峰被配置成处于相同高度或延伸到石墨层308的上表面上方。第一金属层302堆叠在第二层306(即,中心金属层310a、外金属层310b和穿孔石墨层308)上方,使得第一金属层302的下表面定位成与中心金属层310a、外金属层310b和穿孔石墨层108的上表面相对。当堆叠时,第一金属层302、第二层306和第三金属层304基本上彼此平行。
95.然后,将坯料组件100、200、300或多个堆叠的坯料组件100、200、300放置在压制设备(未示出)中,以经由固态结合技术在相对于坯料组件100、200、300中的层的平面的法向或垂直方向上施加载荷或压力。结合预切割近净形板坯料的固态结合技术不仅减少了迄今在常规辊压结合制造复合炊具中遇到的废料损失,而且允许使用其他材料来制造多个复合材料,其已经被证实对于辊压结合来说是困难的、不可能的和/或昂贵的。例如,固态结合允许使用与传统辊压结合中其它可能不锈钢不同等级的不锈钢,以便降低材料成本。此外,固态结合还允许封装诸如石墨的材料,否则这些材料不能结合到不锈钢。
96.当处于5,000和20,000psi(34.5-137.9mpa)之间的压力下时,在约500
°
f和1,000
°
f(260-538℃)之间将热施加至一个或多个坯料组件100、200、300足够的时间(约1-4小时),以在一个或多个坯料组件100、200、300中的金属层之间实现固态结合(即,冶金结合)。在固态结合过程期间,由于芯金属层和穿孔石墨层之间的尺寸差异而可能存在于芯金属层和穿孔石墨层的柱之间的空气被从坯料组件100、200、300压出。
97.在图1-图3所示的坯料组件100的情况下,在固态结合工艺期间,第二金属层110的下表面与第三金属层104的上表面冶金结合。第二金属层110的上表面和柱116与第一金属层102的下表面冶金结合。穿孔石墨层108完全封装在第二金属层110和第一金属层102之间,其中第二金属层110的空腔112在其下侧和侧面上完全包围穿孔石墨层108,并且第一金属层102包围其上侧。
98.然后,将每个坯料组件100、200、300从压制设备中移除并使其冷却。在一些实施例或方面中,冷却可以通过暴露于环境空气或通过使用冷却剂,例如强制空气或液体来实现。
99.在固态结合之后,结合的坯料组件100、200、300在拉延压力机、旋压成形或液压成形机(未示出)中被形成为炊具400的期望形状,例如图5-图7、图11-图13和图17-图19中描绘的煎锅形状。而结合的坯料组件100、200、300可以被定向成使得第一金属层102、202、302形成炊具400的内表面并且第二金属层210或第三金属层104、304形成炊具400的外表面,结合的坯料组件100、200、300可以被翻转180
°
,使得第一金属层102、202、302形成炊具400的外表面并且第二金属层210或第三金属层104、304形成炊具400的内表面。炊具400具有基本上平坦的烹饪表面402,以及围绕烹饪表面402并在烹饪表面402上方垂直突出的凸起侧壁404。侧壁404具有连接到烹饪表面402的圆角部分406和在其自由端处的边缘408。一个或多个把手(未示出)可以以已知的方式连接到炊具。在另外的实施例或方面中,不粘涂层可以被施加到炊具400的烹饪表面402。由于使用了轻质石墨和铝材料,使用本文描述的坯料组件100、200、300形成的炊具400与传统炊具相比具有减轻的重量,例如少约30%的重量。此外,由于穿孔石墨层促进了加热速度的提高和在烹饪表面上的均匀热量分布,炊具400与传统炊具相比具有提高的性能。
100.在各种实施例中,本公开的特征可进一步在于以下条款中的一个或多个:
101.条款1.由结合的多层坯料组件100;200;300制成的炊具400,炊具400包括:第一金属层102;202;302;第二金属层110;210;310,具有空腔112;212;312,具有多个间隔开的柱116;216;316,其从空腔112;212;312的底表面118;218;318突出;和穿孔石墨层108;208;308,具有至少0.010英寸(0.254mm)的厚度和多个间隔开的孔114;214;314,其中穿孔石墨层108;208;308定位在第二金属层的空腔112;212;312内,使得多个间隔开的柱116;216;316延伸穿过多个间隔开的孔114;214;314,并且其中第二金属层110;210;310至少经由多个间隔开的柱116;216;316冶金结合到第一金属层102;202;302。
102.条款2.条款1的炊具400,其中,第二金属层110;210;310围绕空腔112;212;312的表面冶金结合到第一金属层102;202;302,所述表面优选地是平面的。
103.条款3.条款1或2的炊具400,其中,空腔112;212;312的深度等于或大于穿孔石墨层108;208;308的厚度。
104.条款4.条款1-3中任一项的炊具400,其中,多个间隔开的柱116;216;316具有圆形横截面或多边形横截面。
105.条款5.条款1-4中任一项的炊具400,其中,穿孔石墨层108;208;308)由各向异性石墨制成。
106.条款6.条款1-5中任一项的炊具400,其中,穿孔石墨层108;208;308具有0.010英寸(0.25mm)至0.100英寸(2.5mm)之间的厚度。
107.条款7.条款1-6中任一项的炊具400,其中,第一金属层102;202;302由铝制成。
108.条款8.条款7的炊具400,其中,铝是1100合金。
109.条款9.条款1-6中任一项的炊具400,其中,第一金属层102;202;302由不锈钢制成。
110.条款10.条款1-6中任一项的炊具400,其中,第一金属层102;202;302由钛制成。
111.条款11.条款1-10中任一项的炊具400,其中,第二金属层110;210;310由钛制成。
112.条款12.条款1-11中任一项的炊具400,还包括第三金属层104;304,其冶金结合到第二金属层110;310的与空腔112;312相对的平面侧。
113.条款13.条款12的炊具400,其中,第三金属层104;304由铝制成。
114.条款14.根据条款13的炊具400,其中,铝是1100合金。
115.条款15。条款12的炊具400,其中,第三金属层104;304由不锈钢制成。
116.条款16.条款15的炊具400,其中,不锈钢为铁磁性等级的不锈钢。
117.条款17.条款12的炊具400,其中,第三金属层104;304由钛制成。
118.条款18.条款9-17中任一项的炊具400,其中,第二金属层310包括外金属层310a和被容纳在外金属层310a的中心开口322内的中心金属层310b,并且其中空腔312设置在中心金属层310b上。
119.条款19.条款18的炊具400,其中,外金属层310a比中心金属层310b薄。
120.条款20.条款1-19中任一项的炊具400,其中,第一金属层102包括由铝制成的第一子层102a和由不锈钢制成的第二子层102b,第一子层102a冶金结合到间隔开的柱116。
121.条款21.根据权利要求20所述的炊具,其中,第二金属层110冶金结合到第一金属层102的第一子层102a。
122.条款22.条款20的炊具400,其中,第二金属层110的围绕空腔112的表面冶金结合到第一金属层102的第一子层102a,所述表面优选地为平面的。
123.条款23.条款1-22中任一项的炊具400,其中,第二金属层112;212;312冶金结合到第一金属层102;202;302的平坦下表面。
124.条款24.条款1-23中任一项的炊具400,其中,第二金属层110;210;310的底表面是平面的。
125.条款25.一种制造炊具400的方法,所述方法包括:(a)提供第一金属层102;202;302;(b)提供厚度至少为0.010英寸(0.254mm)的穿孔石墨层108;208;308和穿过其形成的多个间隔开的孔114;214;314,(c)提供具有空腔112;212;312的第二金属层110;210;310,其中多个间隔开的柱从空腔112;212;312的底表面118;218;318突出;(d)将(a)-(c)中提供的层堆叠在坯料组件100;200;300中,使得穿孔石墨层108;208;308被容纳在第二金属层110;210;310的空腔112;212;312内,由此第二金属层110;210;310的多个间隔开的柱116;216;316与穿孔石墨层108;208;308中的多个间隔开的孔114;214;314对准并且穿过所述多个间隔开的孔114;214;314,使得第一金属层102;202;302的下表面至少接触多个间隔开的柱116;216;316的上端部的上表面;以及(e)通过在垂直于坯料组件100;200;300中的层的平面的方向上施加力来压制坯料组件100;200;300,并且同时加热坯料组件100;200;300以至少经由多个间隔开的柱116;216;316来实现第一金属层102;202;302与第二金属层110;210;310之间的冶金结合,从而提供结合的多层坯料组件100;200;300。
126.条款26.条款25的方法,还包括:(f)冷却结合的多层坯料组件100;200;300;以及
(g)将结合的多层坯料100;200;300组件形成为炊具400。
127.条款27.条款25或26的方法,其中,第一金属层102;202;302由铝或不锈钢或钛制成,并且其中第二金属层110;210;310由铝制成。
128.条款28.条款25-27中任一项的方法,还包括:(h)提供第三金属层104;304,并且在压制坯料组件100;300之前将第三金属层104;304与坯料组件100;300的其他层堆叠,使得第三金属层104;304面向第二金属层110;310的与空腔114;314相对的平面侧。
129.条款29.条款28的方法,还包括:(i)提供第四金属层,并且在压制坯料组件之前将第四金属层堆叠在坯料组件的第一金属层上方。
130.条款30.条款29的方法,其中第三金属层和第四金属层由不锈钢制成。
131.条款31.由结合的多层坯料组件制成的炊具,所述炊具包括:第一金属层;下金属层;以及芯,其被布置在第一金属层和下金属层之间,所述芯包括:由铝制成的芯金属层,所述芯金属层具有空腔,其中多个间隔开的柱从空腔的底表面突出;以及穿孔石墨层,其具有穿过其形成的多个间隔开的孔,其中石墨层定位在芯金属层的空腔中,使得多个柱延伸穿过多个孔,并且其中芯金属层至少经由多个柱冶金结合到第一金属层,并且经由芯金属层的底表面冶金结合到第二金属层。
132.条款32.条款31的炊具,其中,芯金属层的围绕空腔的上表面冶金结合到第一金属层。
133.条款33.条款31或32的炊具,其中,空腔的深度小于、等于或大于石墨层的厚度。
134.条款34.条款31-33中任一项的炊具,其中,芯金属层冶金结合到第一金属层的平坦下表面。
135.条款35.条款31-34中任一项的炊具,其中,多个柱具有圆形横截面。
136.条款36.条款31-35中任一项的炊具,其中,多个柱具有多边形横截面。
137.条款37.条款31-36中任一项的炊具,其中,芯金属层的底表面是平面的。
138.条款38.条款31-37中任一项的炊具,其中,芯金属层包括外芯金属层和容纳在外芯金属层的中心开口内的中心芯金属层。
139.条款39.条款38的炊具,其中,外芯金属层具有与中心芯金属层相同的厚度。
140.条款40.条款39的炊具,其中,芯金属层具有比中心芯金属层更小的厚度。
141.条款41.条款31-40中任一项的炊具,其中,第一金属层由不锈钢或钛制成。
142.条款42.条款41的炊具,其中,不锈钢为铁磁性等级的不锈钢。
143.条款43.条款31-42中任一项的炊具,其中,下金属层由不锈钢或钛制成。
144.条款44.条款43的炊具,其中,不锈钢为铁磁性等级的不锈钢。
145.条款45.条款31-44中任一项的炊具,其中,芯金属层由铝制成。
146.条款46.条款45的炊具,其中,铝是1100合金。
147.条款47.条款31-46中任一项的炊具,其中,石墨层由各向异性石墨制成。
148.条款48.条款31-47中任一项的炊具,其中,第一金属层包括由铝制成的第一子层和由不锈钢制成的第二子层。
149.条款49.条款48的炊具,其中,芯金属层冶金结合到第一金属层的第一子层。
150.条款50.条款31-51中任一项的炊具,其中,石墨层具有0.010英寸(0.25mm)至0.100英寸(2.5mm)之间的厚度。
151.条款51.一种制造炊具的方法,所述方法包括:(a)提供不锈钢的上金属盘;(b)提供穿孔石墨盘,所述穿孔石墨盘具有穿过其形成的多个间隔开的孔,(c)提供具有空腔的铝的芯金属盘,其中多个间隔开的柱从空腔的底表面突出;(d)提供不锈钢的下金属盘;(e)将在骤(a)-(d)中提供的盘堆叠在坯料组件中,使得石墨盘被容纳在芯金属盘的空腔内,由此芯金属盘中的多个柱与石墨盘中的多个孔对齐并穿过所述多个孔,其中所述多个柱具有延伸超出石墨盘上表面的上端部分,使得上金属盘的下表面接触芯金属盘的外部部分的上表面和所述多个柱的上端部分;以及(f)
152.通过在垂直于所述坯料组件中的所述盘的平面的方向上施加力来压制所述坯料组件,并且同时加热所述坯料组件以实现所述坯料组件中的所述盘的金属材料之间的冶金结合,以提供结合的坯料组件。
153.条款52.条款51的方法,还包括:(g)冷却结合的坯料组件;以及(h)将结合的坯料组件形成为炊具。
154.条款53.由结合的多层坯料组件制成的炊具,所述炊具包括:第一金属层;具有空腔的下金属层,其中多个间隔开的柱从所述的底表面突出;和穿孔石墨层,所述穿孔石墨层具有穿过其形成的多个间隔开的孔;其中石墨层定位在芯金属层的空腔中,使得多个柱延伸穿过多个孔,并且其中下金属层至少经由所述多个柱冶金结合到第一金属层。
155.条款54.条款53的炊具,其中,下金属层的围绕空腔的上表面冶金结合到第一金属层。
156.条款55.条款53或54的炊具,其中,空腔的深度小于、等于或大于石墨层的厚度。
157.条款56.条款53-55中任一项的炊具,其中,第二金属层冶金结合到第一金属层的平坦下表面。
158.条款57.条款53-56中任一项的炊具,其中,多个柱具有圆形横截面。
159.条款58.条款53-57中任一项的炊具,其中,多个柱具有多边形横截面。
160.条款59.条款53-58中任一项的炊具,其中,芯金属层的底表面是平面的。
161.条款60.条款53-59中任一项的炊具,其中,第一金属层由不锈钢或钛制成。
162.条款61.条款60的炊具,其中,不锈钢为铁磁性等级的不锈钢。
163.条款62.条款51-61中任一项的炊具,其中,下金属层由铝制成。
164.条款63.条款62的炊具,其中,铝是1100合金。
165.条款64.条款53-63中任一项的炊具,其中,石墨层由各向异性石墨制成。
166.条款65.一种制造炊具的方法,所述方法包括:(a)提供不锈钢的上金属盘;(b)提供穿孔石墨盘,所述穿孔石墨盘具有穿过其形成的多个间隔开的孔,(c)提供具有空腔的铝的下金属盘,其中多个间隔开的柱从空腔的底表面突出;(d)将在骤(a)-(c)中提供的盘堆叠在坯料组件中,使得石墨盘被容纳在下金属盘的空腔内,由此下金属盘中的多个柱与石墨盘中的多个孔对齐并穿过所述多个孔,其中所述多个柱具有延伸超出石墨盘上表面的上端部分,使得上金属盘的下表面接触下金属盘的外部部分的上表面和所述多个柱的上端部分;以及(e)通过在垂直于坯料组件中的盘的平面的方向上施加力来压制坯料组件,并且同时加热坯料组件以实现坯料组件中的盘的金属材料之间的冶金结合,以提供结合的坯料组件。
167.条款66.条款65的方法,还包括:(f)冷却结合的坯料组件;以及(g)将结合的坯料
组件形成为炊具。
168.已经参考本发明的特定示例的具体细节描述了本公开。并非打算将这样的细节认为是对本公开范围的限制,除了它们包括在附加的权利要求的范围和程度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1