一种曲面密封结构的安装调试方法与流程
1.本发明涉及曲面密封装调技术领域,尤其涉及一种曲面密封结构的安装调试方法。
背景技术:
2.电动舱门是用于实现货物自动出舱功能的关键单机,其密封性能和开关性能直接关系到型号功能的实现。电动舱门的密封结构包括弧形舱门门体、弧形舱体门框及门框密封槽内的双道密封件。该密封结构的密封面为曲面,空间包络尺寸为1340mm
×
1300mm,由电机驱动压紧机构的10个压紧点施加垂直于门体锁紧面的力,实现舱门的密封。
3.曲面密封结构不同于传统的平面密封结构,零件不同的结构半径尺寸对密封压缩率的影响亦较大。如示意图6~图8,状态1:当门体和门框曲面密封面半径尺寸一致时,密封周向区域不同位置的密封间隙均不相同,中间区域最大,两侧区域最小;状态2:当门体曲面密封面半径尺寸小于门框时,密封周向区域不同位置的密封间隙中间区域最小,两侧区域最大;状态3:当门体曲面密封面半径尺寸大于门框时,密封间隙状态同状态1,但两侧密封间隙过小,甚至出现门体边缘与门框干涉现象。因此,曲面密封结构密封压缩率的调试是一大难题。
技术实现要素:
4.为解决曲面密封结构密封压缩率难调试的问题,本发明提供一种曲面密封结构的安装调试方法,可满足电动舱门的密封性能要求。
5.为实现上述发明目的,本发明的技术方案是:
6.本发明提供一种曲面密封结构的安装调试方法,包括:
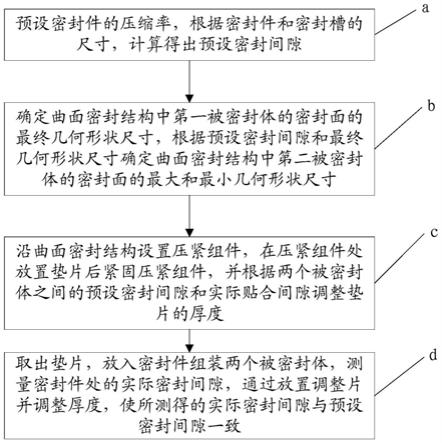
7.a、预设密封件的压缩率,根据密封件和密封槽的尺寸,计算得出预设密封间隙尺寸;
8.b、确定曲面密封结构中第一被密封体的密封面的最终几何形状尺寸,根据所述预设密封间隙尺寸和最终几何形状尺寸确定曲面密封结构中第二被密封体的密封面的最大和最小几何形状尺寸;
9.c、沿所述曲面密封结构设置压紧组件,在所述压紧组件处放置垫片后紧固所述压紧组件,并根据两个被密封体之间的预设密封间隙和实际贴合间隙调整所述垫片的厚度,使所述垫片与所述压紧组件线接触;
10.d、取出所述垫片,放入所述密封件并组装所述两个被密封体,测量所述密封件处的实际密封间隙尺寸,通过放置调整片并调整调整片的厚度,从而改变实际密封间隙尺寸,使所测得的实际密封间隙尺寸与预设密封间隙尺寸一致。
11.根据本发明的一个方面,预设所述密封件的压缩率为16%。
12.根据本发明的一个方面,根据所述密封件的预设压缩率、所述密封件的高度和所述密封槽的深度,利用密封件压缩率的计算公式得出所述预设密封间隙尺寸,所述计算公
式为:
[0013][0014]
其中,p表示预设密封间隙尺寸,δ表示密封件压缩率,z表示密封槽的深度,h表示密封件的高度。
[0015]
根据本发明的一个方面,所述密封件为密封圈。
[0016]
根据本发明的一个方面,所述步骤b的所述几何形状尺寸为密封面的曲率半径。
[0017]
根据本发明的一个方面,所述第一被密封体的密封面的曲率半径为r2,所述第二被密封体的密封面的最小曲率半径为r1=r2-p,最大曲率半径通过以下公式计算得到,所述公式为:
[0018][0019]
其中,r3表示最大曲率半径,α表示第二被密封体周向的弧心角。
[0020]
根据本发明的一个方面,所述步骤c还包括:放置所述垫片之前,在所述第一被密封体的密封面上设置保护层并放置在所述第二被密封体上,所述垫片的厚度通过以下公式计算得到,所述公式为:
[0021]
k=(p
理-d-h)sinβ
[0022]
其中,p
理
表示各压紧点处根据预设密封件压缩率计算得到的预设密封间隙尺寸,d表示保护层的厚度,h表示各压紧点处第一被密封体与第二被密封体的贴合间隙,β表示各压紧点处曲面的法向与水平方向之间的夹角。
[0023]
根据本发明的一个方面,所述保护层为特氟龙。
[0024]
根据本发明的一个方面,所述调整片的厚度通过以下公式计算得到,所述公式为:
[0025]
l=(p
实-p
理
)sinβ
[0026]
其中,p
实
表示实际密封间隙尺寸。当所述调整片的厚度l大于0,增加所述调整片的厚度,当所述调整片的厚度l小于0,减少所述调整片的厚度。
[0027]
根据本发明的一个方面,所述调整片为铝箔片。
[0028]
有益效果:
[0029]
根据本发明的方案,通过曲面密封结构的安装调试方法,解决了电动舱门曲面密封结构的密封压缩率的调试问题,满足电动舱门的密封性能要求,实现型号产品功能。
[0030]
通过一种曲面密封结构的密封压缩率分析和计算方法,解决了密封压缩率调试难题,同时有效地保证产品装配的可行性,预防产品装配期间的零件修配,极大程度上缩短了产品的研制周期。
附图说明
[0031]
图1示意性表示本发明的一种实施方式的曲面密封结构的安装调试方法流程图;
[0032]
图2示意性表示本发明的一种实施方式的曲面密封结构的安装调试方法的门体密封面的曲率半径仿真示意图;
[0033]
图3示意性表示本发明的一种实施方式的曲面密封结构的安装调试方法的门体结构安装示意图;
[0034]
图4示意性表示本发明的一种实施方式的曲面密封结构的安装调试方法的门框结构示意图;
[0035]
图5示意性表示本发明的一种实施方式的曲面密封结构的安装调试方法的门体结构示意图;
[0036]
图6示意性表示电动舱门的门体和门框一致时的曲面密封结构间隙示意图;
[0037]
图7示意性表示电动舱门的门体曲面密封面的曲率半径尺寸小于门框曲时的曲面密封结构间隙示意图;
[0038]
图8示意性表示电动舱门的门体曲面密封面的曲率半径尺寸大于门框曲时的曲面密封结构间隙示意图。
具体实施方式
[0039]
为了更清楚地说明本发明实施方式或现有技术中的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0040]
下面结合附图和具体实施方式对本发明作详细地描述,实施方式不能在此一一赘述,但本发明的实施方式并不因此限定于以下实施方式。
[0041]
本实施方式以天宫梦天气闸舱电动舱门为例,对曲面密封结构的安装调试方法的上述各个步骤的实施以及实施具体过程进行详细说明。该曲面密封结构是由弧形舱门门体和弧形门框以及弧形门框密封槽内的密封件构成的。当然,门体和门框的密封面也都是曲面。该方法是在门框密封面曲率半径尺寸已经确定的前提下,对门体密封面的曲率半径尺寸进行加工、计算和调试,从而满足电动舱门密封性能要求,实现型号产品功能。
[0042]
图1示意性表示本实施方式的曲面密封结构的安装调试方法的流程图。如图1所示,该方法包括以下步骤:
[0043]
步骤一(也即步骤a),先预设密封件的压缩率,根据密封件和密封槽的尺寸,计算得出预设密封间隙尺寸。
[0044]
例如,预设电动舱门的曲面密封结构周向中间区域的密封件的压缩率为16%(设计要求最终的周向中间区域的压缩率大于16%),两侧区域的密封件的压缩率为18%(设计要求最终的两侧区域的压缩率大于18%)。而保证曲面密封结构周向中间区域的密封件的压缩率是本安装调试方法成功实施的关键。根据密封件的预设压缩率、密封件的高度和密封槽的深度,利用密封件压缩率的计算公式反求门体和门框之间中间区域的预设密封间隙尺寸。该计算公式为:
[0045][0046]
其中,p表示预设密封间隙尺寸,δ表示密封件压缩率,z表示密封槽的深度,h表示密封件的高度。
[0047]
优选地,本实施方式的密封件为密封圈。
[0048]
步骤二(也即步骤b),确定曲面密封结构中第一被密封体的密封面的最终几何形状尺寸,根据预设密封间隙尺寸和最终几何形状尺寸确定曲面密封结构中第二被密封体的
密封面的最大和最小几何形状尺寸。
[0049]
这里的第一被密封体为电动舱门的门框,第二被密封体为电动舱门的门体。这一步骤是在门框的密封面曲率半径r2已经确定的前提下,对门体的密封面的曲率半径的最小加工尺寸r1和最大加工尺寸r3进行确定的过程。如图2所示,门体的密封面的最小曲率半径为r1=r2-p,最大曲率半径r3可以通过以下公式计算得到。该公式为:
[0050][0051]
其中,α表示门框密封面的曲率半径的圆与门体密封面的最大曲率半径的圆相交时的两个交点与最大曲率半径的圆的圆心之间的夹角,也就是弧形门体的两个边界与其对应的圆的圆心之间的夹角。
[0052]
对上述公式进行进一步计算,得到如下公式,
[0053][0054]
由一元二次方程的求解原理,可以确定最大曲率半径r3为上述方程的一个根。由此可知,最大曲率半径r3可以通过其所在的圆与门框的密封面的曲率半径r2所在的圆相交后得到的共同弦长计算得到。因此,门体的密封面的曲率半径的加工尺寸范围可以按照r1~r3进行控制。
[0055]
步骤三(也即步骤c),沿曲面密封结构设置压紧组件,在压紧组件处放置垫片后紧固压紧组件,并根据两个被密封体之间的预设密封间隙和实际贴合间隙调整垫片的厚度,使垫片与压紧组件线接触。
[0056]
图4和图5分别为电动舱门门框和门体的结构示意图。如图4和图5所示,沿着曲面密封结构,也就是沿着门体四周设置压紧组件,用于将门体和门框压紧,使得密封的效果更好。该压紧组件包括压紧块和安装在压紧块上的螺钉,具体结构如图3所示,图3示出了门体安装的结构。在安装密封圈之前,对各压紧点和门体压紧块锁紧面的密封间隙尺寸进行计算和调整。安装门体时、放置垫片(工装垫片)之前,先在门体的密封面上设置一层保护层并放置在门框上,根据门体和门框之间的压紧点和门体压紧块锁紧面的间隙调整、使用不同厚度的垫片,垫片的厚度通过以下公式计算得到,具体公式为:
[0057]
k=(p
理-d-h)sinβ
[0058]
其中,p
理
表示各压紧点处根据预设密封圈的压缩率计算得到的预设密封间隙尺寸,d表示保护层的厚度,h表示各压紧点处门框与门体的贴合间隙(零件变形导致),β表示各压紧点处曲面的法向与水平方向之间的夹角。优选地,上述保护层为特氟龙。
[0059]
步骤四(也即步骤d),取出垫片,放入密封件并组装两个被密封体,测量密封件处的实际密封间隙尺寸,通过放置调整片并调整调整片的厚度,使所测得的实际密封间隙尺寸与预设密封间隙尺寸一致。
[0060]
拆除上述垫片,在门框的密封槽内安装密封圈并重新压紧,测量各压紧点的密封圈处的实际密封间隙尺寸,计算实际压缩率,并判断实际压缩率是否满足预设压缩率。对不符合产品密封性能要求的压紧点,即对不满足预设压缩率的密封圈,在压紧块安装螺钉处放置相应厚度的调整片,来调整门体压紧块锁紧面高度。调整片的厚度通过以下公式计算得到,该公式为:
[0061]
l=(p
实-p
理
)sinβ
[0062]
其中,p
实
表示实际密封间隙尺寸。当调整片的厚度l大于0,增加调整片的厚度,当调整片的厚度l小于0,减少调整片的厚度。通过改变调整片的厚度,使得各压紧点处的密封圈的实际密封间隙尺寸与与预设密封间隙尺寸一致。优选地,上述调整片为铝箔片。
[0063]
由此可知,本实施方式的曲面密封结构的安装调试方法很好地解决了曲面密封结构的压缩率的调试控制难题,提出了一种可保证装配可行性,预防装配期间的零件修配,极大程度上缩短了研制周期的曲面密封压缩率计算和曲面密封结构的安装调试方法。该方法可以作为通用方法,不局限于应用于上述电动舱门的曲面密封结构,还可以应用于后续新飞船、载人登月等含有曲面密封结构的航天任务,具有较好的应用前景。
[0064]
以上所述仅为本发明的一个实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包括在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1