一种强化翼轨合金钢辙叉的制作方法
[0001]
本实用新型涉及一种能够解决辙叉翼轨垂直磨耗快、心轨掉块的强化翼轨合金钢辙叉,属辙叉制造领域。
背景技术:
[0002]
铁路道岔使用的既有合金钢组合辙叉,主要病害为翼轨垂直磨耗快和心轨小断面鱼鳞纹掉块。在辙叉未达到使用寿命而提前下道,影响列车运营安全,增大了铁路运营成本。既有合金钢组合辙叉的翼轨为普通在线热处理钢轨,心轨为合金钢材料,两种不同材料不同性能的零件在辙叉心翼轨过渡区域支撑车轮,加之辙叉顶面不平顺、车轮磨耗不同等因素引起的冲击,易出现两种零件的冲击、磨耗不同,而产生伤损。为此,对辙叉主要零部件中性能较低的翼轨进行提升强化,以达到解决辙叉翼轨磨耗快及心轨小断面伤损的问题。
技术实现要素:
[0003]
设计目的:避免背景技术中的不足之处,设计一种能够解决辙叉翼轨垂直磨耗快、心轨掉块的强化翼轨合金钢组合辙叉。
[0004]
设计方案:为了实现上述设计目的。本实用新型在结构设计上,强化翼轨合金钢组合辙叉,主要由合金钢心轨、连接在心轨跟端的叉跟轨和分布在心轨两侧的强化翼轨组成,通过间隔铁和高强度螺栓等连接件连接在一起。
[0005]
翼轨有两种强化措施有二种。措施一:采用锻造高锰钢材料翼轨;措施二:采用合金钢材料加强翼轨。具体如下:
[0006]
措施一:采用锻造高锰钢材料翼轨。对高锰钢材料经锻造等工艺提高材料的性能,使其具有较高的强度、硬度和韧性等,并将其制作成标准断面钢轨或非标准断面钢轨,用于合金钢组合辙叉翼轨。该材料用于合金钢组合辙叉翼轨时可采用全锻造高锰钢翼轨和半锻造高锰钢翼轨。全锻造高锰钢翼轨是整根翼轨均采用锻造高锰钢材质;半锻造高锰钢翼轨由普通钢轨和高锰钢钢轨两段组成,通过闪光焊接技术焊接到一起。采用半锻造高锰钢翼轨时,翼轨与线路接的一端为普通钢轨另一端为高锰钢钢轨,焊缝设在辙叉咽喉至心轨20mm断面对应翼轨的范围。
[0007]
措施二:采用合金钢材料加强翼轨。由一段标准断面普通钢轨和一段合金钢材质钢轨组成,中间通过焊接和夹板连接,翼轨中间有一处焊缝。翼轨合金钢钢轨采用与心轨同样的合金钢材质或性能接近的合金钢材质;翼轨合金钢钢轨断面可为标准钢轨断面也可为非标准钢轨断面形状,合金钢钢轨为非标准断面时两端加工成标准钢轨断面,便于和标准钢轨对接。参照辙叉趾端、跟端,翼轨靠近辙叉趾端的一段为前端,靠近辙叉跟端的一段为后端。普通钢轨可在焊接翼轨的前端(即:普通钢轨+合金钢钢轨),也可在翼轨的后端(即:合金钢钢轨+普通钢轨),普通钢轨在翼轨前端时,焊缝设置在辙叉咽喉至心轨20mm断面对应翼轨的范围,普通钢轨在翼轨后端时,焊缝设置在心轨50mm断面对应翼轨至跟端的范围内。
[0008]
焊缝处设置二孔或四孔特制夹板,通过高强度螺栓件与钢轨连接,对焊缝进行加强,在车轮通过时,以使两翼轨共同抵抗车轮产生的横向力。特制夹板与钢轨轨腰间预留(0.5~1)mm间隙为胶接层,夹板与钢轨配合面廓形同钢轨轨腰。根据焊缝位置不同,特制夹板分两种型式:型式一,两翼轨间有其它连接件时,两翼轨间的夹板为分开式结构;型式二,两翼轨间无其它连接件时,两翼轨间的夹板通过连接板连接。
[0009]
为了进一步改善翼轨强化后辙叉的使用性能,补充翼轨抬高后轨顶面堆高不足,对翼轨工作边进行刨切加工,使翼轨轨头中心更接近心轨,增加翼轨顶面堆高,使翼轨顶面与车轮踏面能有效可靠接触,工作边刨切后对机加工棱边倒圆角并与前后平顺过渡。由于翼轨轨头中心更靠近心轨,行车时车轮与翼轨轨顶面接触面积会增大,在改善轮轨关系的同时提高了翼轨抗磨性。
[0010]
技术方案:一种强化翼轨合金钢辙叉,由合金钢心轨、连接在心轨后端的叉跟轨和分布在心轨两侧的翼轨组成,通过间隔铁和高强度螺栓连接件组合在一起,其中翼轨为两段焊接式结构,由一段标准断面普通钢轨和一段合金钢材质钢轨焊接而成,只有一个焊缝。
[0011]
本实用新型与背景技术相比,通过对翼轨强化和轮轨关系优化,增大了翼轨顶面与车轮接触面积,改善了心翼轨过渡区域轨顶面平顺性,提高了翼轨抗磨性保护了心轨,达到减小翼轨磨耗、防止心轨掉块、提高辙叉使用寿命的作用。
附图说明
[0012]
图1是强化翼轨合金钢辙叉实施方式的一种示意图。
[0013]
图2是强化翼轨合金钢辙叉实施方式的另一种示意图。
[0014]
图3是翼轨工作边刨切后与心轨组合示意图。
[0015]
图4是翼轨工作边刨切放大断面示意图。
[0016]
图5是焊缝处胶接夹板断面。
[0017]
图6是图1中型式2夹板连接结构断面。
具体实施方式
[0018]
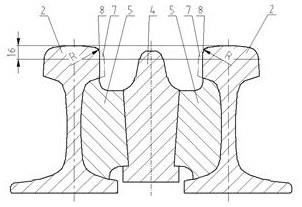
实施例1:参照附图1-6。一种强化翼轨合金钢辙叉,主要由合金钢心轨4、连接在心轨后端的叉跟轨3和分布在心轨两侧的翼轨组成,通过间隔铁5和高强度螺栓连接件6组合在一起,如图1、图2所示。
[0019]
其中翼轨为两段焊接式结构,由一段标准断面普通钢轨1和一段合金钢材质钢轨2焊接而成,只有一个焊缝9。翼轨合金钢钢轨2采用与心轨4同样的合金钢材质或性能接近的合金钢材质;翼轨合金钢钢轨2断面可为标准钢轨断面也可为非标准钢轨断面形状,为非标准断面时两端加工成标准钢轨断面与标准钢轨对接。
[0020]
焊接翼轨焊接后,按设计翼轨结构进行加工,得到翼轨工作边7和圆角8,与前后钢轨断面圆角平顺过渡,如图3、图4所示。
[0021]
焊缝处设置胶接夹板固定,由二孔或四孔夹板10和胶接层12通过高强螺栓连接件连接,根据焊缝位置不同,夹板间焊接连接块11连接,起到支撑和抵抗横向力的作用,如图5、图6所示。
[0022]
需要理解到的是:上述实施例虽然对本实用新型的设计思路作了比较详细的文字
描述,但是这些文字描述,只是对本实用新型设计思路的简单文字描述,而不是对本实用新型设计思路的限制,任何不超出本实用新型设计思路的组合、增加或修改,均落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1