一种极简锁体型材的制作方法
1.本实用新型涉及锁体型材领域,尤其是一种极简锁体型材。
背景技术:
2.现有的极简双钩锁的锁体结构复杂,都是一般采用两块锁壳合并组成,所以锁体的加工复杂,加工成本高,通过cnc进行挖空以及冲压成型,所以耗费的材料较多,并且加工的时间长。
3.因此,还有待于对现有技术进行改进。
技术实现要素:
4.本实用新型的目的是提供一种极简锁体型材,旨在于解决现有锁体型材加工成极简锁体的耗费的时间多,浪费的材料多,加工工艺复杂,成本高,且成型的锁体结构安装有上下之分的技术问题。
5.为实现上述的目的,本实用新型的技术方案为:一种极简锁体型材,其包括用于加工成把手的把手部、用于加工形成安装锁芯的锁芯安装部和中间的平板部,所述平板部的两侧分别为把手部和锁芯安装部,通过冲压设备将平板部冲裁出一个空间,能够使得把手部加工成把手;所述把手部和锁芯安装部的厚度为6
‑
14mm,所述锁芯安装部的宽度为10
‑
15mm,把手部的宽度为6
‑
10mm。
6.所述的极简锁体型材,其中,极简锁体型材的宽度为45
‑
52mm。
7.所述的极简锁体型材,其中,所述平板部的厚度为2
‑
5mm。
8.所述的极简锁体型材,其中,所述把手部的四个端角分别切角1mm。
9.所述的极简锁体型材,其中,所述锁芯安装部与平板部相连一侧的两个端角分别切角1mm。
10.所述的极简锁体型材,其中,所述把手部和锁芯安装部的厚度为9mm。
11.所述的极简锁体型材,其中,极简锁体型材的宽度为47.5mm。
12.所述的极简锁体型材,其中,所述锁芯安装部的宽度为12mm。
13.所述的极简锁体型材,其中,所述平板部的宽度为27mm。
14.有益效果:本实用新型由把手部、平板部和锁芯安装部组成,所以在加工的时候只要将平板部冲裁出一定的把手把握空间,然后再通过设备在锁芯安装部挖出锁芯的安装孔,就可以加工形成一体成型的锁体结构,所以加工起来节省时间,节省加工工艺,也节省材料,大大的降低加工成本,加工简单,且加工成型的锁体不分上、下,不分左、右。
附图说明
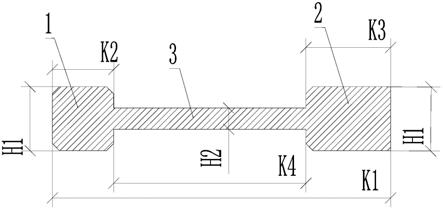
15.图1是本实用新型的截面图。
16.图2是本实用新型的立体图。
17.图3是本实用新型加工成锁体结构后的示意图。
具体实施方式
18.为使本实用新型的目的、技术方案及优点更加清楚、明确,以下参照附图并举实施例对本实用新型进一步详细说明。
19.如图1
‑
2所示,本实用新型公开了一种极简锁体型材100,其包括用于加工成把手的把手部1、用于加工形成安装锁芯的锁芯安装部2和中间的平板部3,所述平板部3的两侧分别为把手部1和锁芯安装部2,通过冲压设备将平板部3冲裁出一个空间4,能够使得把手部1加工成把手;所述把手部1和锁芯安装部2的厚度h1为6
‑
14mm,所述锁芯安装部2的宽度k3为10
‑
15mm,把手部1的宽度k2为6
‑
10mm。
20.在实际生产中,所述平板部3的厚度h2小于把手部1的厚度。
21.采用上述结构后,本实用新型在将锁体型材加工时,只需要使用冲裁设备将平板部的大部分冲裁,所以使得把手部能够形成一个把手,且具有用户握住把手的空间,所以加工起来方便,而冲裁后通过cnc设备在锁芯安装部进行挖掘安装锁芯的安装孔,使得制造锁体时,挖掘加工的地方少,所以节省加工时间,简化加工工艺,减少材料的浪费,锁体的一体成型结构也更加稳固,所以锁体在安装的时候可以不分上、下,不分左、右。
22.优选的是,极简锁体型材100的宽度k1为45
‑
52mm,所以型材加工成极简锁体需要浪费的材料少。
23.优选的是,所述平板部3的厚度h3为2
‑
5mm,所以加工时冲裁方便,也减少材料的浪费。
24.优选的是,所述把手部1的四个端角分别切角1mm,所以加工时冲裁后把手部无需更加多余的加工,用户使用起来也不碍手,手握住的把手的时候,无碍感。
25.优选的是,所述锁芯安装部2与平板部3相连一侧的两个端角分别切角1mm,所以伸手去抓把手的时候,不会被锁芯安装部的边沿碰伤手背。
26.优选的是,所述把手部1和锁芯安装部2的厚度h1为6mm、7mm、8mm、9mm、10mm、11mm、12mm、13mm、14mm。
27.优选的是,极简锁体型材100的宽度为47.5mm。
28.优选的是,所述锁芯安装部2的宽度为12mm。
29.优选的是,所述平板部3的宽度k4为27mm。
30.如图3所示,将极简锁体型材100的平板部3冲裁出一定的空间200,使得把手部1能够形成一个把手,然后通过cnc设备在锁芯安装部2进行挖掘安装锁芯4的安装孔,可以形成一体成型的锁体结构。
31.本实用新型由把手部、平板部和锁芯安装部组成,所以在加工的时候只要将平板部冲裁出一定的把手把握空间,然后再通过设备在锁芯安装部挖出锁芯的安装孔,就可以加工形成一体成型的锁体结构,所以加工起来节省时间,节省加工工艺,也节省材料,大大的降低加工成本,加工简单,且加工成型的锁体不分上、下,不分左、右。
32.以上是本实用新型的优选实施方式而已,当然不能以此来限定本实用新型之权利范围,应当指出,对于本技术领域的技术人员来说,不付出创造性劳动对本实用新型技术方案的修改或者等同替换,都不脱离本实用新型技术方案的保护范围。
技术特征:
1.一种极简锁体型材,其特征在于,包括用于加工成把手的把手部、用于加工形成安装锁芯的锁芯安装部和中间的平板部,所述平板部的两侧分别为把手部和锁芯安装部,通过冲压设备将平板部冲裁出一个空间,能够使得把手部加工成把手;所述把手部和锁芯安装部的厚度为6
‑
14mm,所述锁芯安装部的宽度为10
‑
15mm,把手部的宽度为6
‑
10mm。2.根据权利要求1所述的极简锁体型材,其特征在于,极简锁体型材的宽度为45
‑
52mm。3.根据权利要求1所述的极简锁体型材,其特征在于,所述平板部的厚度为2
‑
5mm。4.根据权利要求1所述的极简锁体型材,其特征在于,所述把手部的四个端角分别切角1mm。5.根据权利要求4所述的极简锁体型材,其特征在于,所述锁芯安装部与平板部相连一侧的两个端角分别切角1mm。6.根据权利要求1
‑
5任意一项所述的极简锁体型材,其特征在于,所述把手部和锁芯安装部的厚度为9mm。7.根据权利要求2所述的极简锁体型材,其特征在于,极简锁体型材的宽度为47.5mm。8.根据权利要求1所述的极简锁体型材,其特征在于,所述锁芯安装部的宽度为12mm。9.根据权利要求1所述的极简锁体型材,其特征在于,所述平板部的宽度为27mm。
技术总结
本实用新型公开了一种极简锁体型材,其包括用于加工成把手的把手部、用于加工形成安装锁芯的锁芯安装部和中间的平板部,所述平板部的两侧分别为把手部和锁芯安装部,通过冲压设备将平板部冲裁出一个空间,能够使得把手部加工成把手;所述把手部和锁芯安装部的厚度为6
技术研发人员:阳红
受保护的技术使用者:佛山市康弘欧朗克门窗五金有限公司
技术研发日:2020.12.25
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1