一种飞行器风挡玻璃钻孔工装的制作方法
1.本实用新型涉及一种钻孔工装,尤其是一种适于在飞行器风挡玻璃上钻孔的工装。
背景技术:
2.如附图1所示,一种飞行器的风挡玻璃1,该风挡玻璃1上装配孔1-1是在生产过程中通过专用模具及钻孔工装加工的,其尺寸精度及位置的一致性要求很高,因此原制造厂加工的风挡玻璃1具有互换性。
3.在飞行器大修时,风挡玻璃1是必须更换的部件,但由于修理厂不具备批量生产条件,无专用模具及工装设备,难以保证风挡玻璃1上装配孔1-1加工的位置精度,若委托原制造厂加工,不仅修理工期无法控制,且委托加工的费用很高。为解决上述问题,研发一种在飞行器风挡玻璃上钻孔的工装成为飞行器修理厂的当务之急。
技术实现要素:
4.本实用新型提供一种飞行器风挡玻璃钻孔工装,以解决飞行器修理过程中在风挡玻璃上加工高精度装配孔的问题,达到降低修理成本、保证修理工期的目的。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种飞行器风挡玻璃钻孔工装,包括阳模和阴模;所述阳模外弧面与风挡玻璃标准件的内弧面贴合,在阳模周边设有与风挡玻璃标准件上装配孔位置对应的阳模引孔,并在阳模外侧焊装阳模连接耳;所述阴模内弧面与风挡玻璃标准件外弧面为同心弧面,阴模内弧面曲率半径大于风挡玻璃标准件外弧面曲率半径,在阴模周边设有与风挡玻璃标准件上装配孔位置对应的阴模引孔,并在阴模外侧焊装与阳模连接耳位置相对应的阴模连接耳;所述阳模引孔、阴模引孔中均设置钻孔导向套。
7.上述飞行器风挡玻璃钻孔工装,所述阳模和阴模均为通过焊接工艺制成的钢板框架,并在阳模和阴模的钢板框架内外表面涂覆玻璃钢涂层。
8.上述飞行器风挡玻璃钻孔工装,所述阴模内弧面曲率半径与风挡玻璃标准件外弧面曲率半径的差值不小于20mm。
9.本实用新型提供了一种飞行器风挡玻璃钻孔工装,适于飞行器大修时在新换装的风挡玻璃上进行打孔作业,可通过在阳模引孔、阴模引孔中设置的钻孔导向套,为在风挡玻璃工件上钻孔提供导向作用,从而保证了飞行器风挡玻璃装配孔位置与原机对应部件装配孔位置的一致性。由此可见,通过本实用新型所述的飞行器风挡玻璃钻孔工装,解决了飞行器修理过程中在风挡玻璃上加工高精度装配孔的问题,达到了降低修理成本、保证修理工期的目的。
附图说明
10.图1是飞行器风挡玻璃结构示意图;
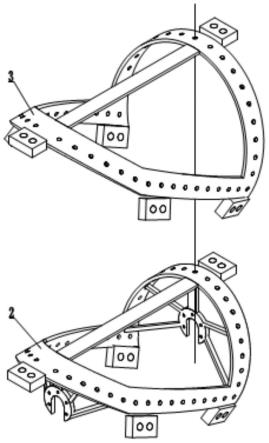
11.图2是本实用新型所述飞行器风挡玻璃钻孔工装示意图;
12.图3是飞行器风挡玻璃钻孔工装中阳模结构示意图;
13.图4是飞行器风挡玻璃钻孔工装中阴模结构示意图;
14.图5是阳模和阴模装配示意图;
15.图6是阳模连接耳与阴模连接耳装配结构示意图;
16.图7是图6中a-a剖面结构示意图;
17.图8是阳模引孔、阴模引孔中设置钻孔导向套示意图。
18.图中各标号清单为:
19.1、风挡玻璃,1-1、装配孔;2、阳模,2-1、阳模引孔,2-2、阳模连接耳;3、阴模,3-1、阴模引孔,3-2、阴模连接耳,3-3、风挡玻璃压紧组件装配孔;4、隔离衬套;5、定位连接销,5-1、开口槽;6、引孔专用销;7、钻孔导向套,8、粘结剂。
具体实施方式
20.下面结合附图及具体实施例对本实用新型作进一步说明。
21.参看图1、图2、图3、图4,本实用新型所述的飞行器风挡玻璃钻孔工装,包括阳模2和阴模3;所述阳模2外弧面与风挡玻璃1标准件的内弧面贴合,在阳模2周边设有与风挡玻璃1标准件上装配孔1-1位置对应的阳模引孔2-1,并在阳模2外侧边缘部位焊装阳模连接耳2-2;所述阴模3内弧面与风挡玻璃1标准件外弧面为同中心弧面,阴模3内弧面曲率半径大于风挡玻璃1标准件外弧面曲率半径,在阴模3周边设有与风挡玻璃1标准件上装配孔1-1位置对应的阴模引孔3-1,并在阴模3外侧边缘部位焊装与阳模连接耳2-2位置相对应的阴模连接耳3-2;所述阳模引孔2-1、阴模引孔3-1中均设置钻孔导向套7。
22.参看图2、图3、图4,本实用新型所述的飞行器风挡玻璃钻孔工装,其阳模2和阴模3均为通过焊接工艺制成的钢板框架,并在阳模2和阴模3的钢板框架内外表面涂覆玻璃钢涂层;阴模3内弧面曲率半径与风挡玻璃1标准件外弧面曲率半径的差值不小于20mm。
23.参看图1至图8,本实用新型所述的飞行器风挡玻璃钻孔工装,它选用从飞行器上拆卸下来的原机风挡玻璃作为风挡玻璃1标准件(如附图1所示),依据风挡玻璃1标准件上的装配孔1-1位置完成引孔采样,在阳模2、阴模3的对应位置上分别加工阳模引孔2-1、阴模引孔3-1,然后在阳模引孔2-1、阴模引孔3-1中浇注粘结剂8固定钻孔导向套7。在飞行器风挡玻璃上钻孔时,阳模2和阴模3通过穿过阳模连接耳2-2和阴模连接耳3-2的定位连接销5装配在一起,并在阴模连接耳3-2和阳模连接耳2-2之间装配间隔套4,风挡玻璃工件被压紧在阳模2上,可通过工件上下两侧阴模引孔3-2、阳模引孔2-2内的钻孔导向套7为钻具提供导向作用,从而保证了飞行器风挡玻璃装配孔位置与原机对应部件装配孔位置的一致性。
技术特征:
1.一种飞行器风挡玻璃钻孔工装,其特征是:它包括阳模(2)和阴模(3);所述阳模(2)外弧面与风挡玻璃(1)标准件的内弧面贴合,在阳模(2)周边设有与风挡玻璃(1)标准件上装配孔(1-1)位置对应的阳模引孔(2-1),并在阳模(2)外侧焊装阳模连接耳(2-2);所述阴模(3)内弧面与风挡玻璃(1)标准件外弧面为同中心弧面,阴模(3)内弧面曲率半径大于风挡玻璃(1)标准件外弧面曲率半径,在阴模(3)周边设有与风挡玻璃(1)标准件上装配孔(1-1)位置对应的阴模引孔(3-1),并在阴模(3)外侧焊装与阳模连接耳(2-2)位置相对应的阴模连接耳(3-2);所述阳模引孔(2-1)、阴模引孔(3-1)中均设置钻孔导向套(7)。2.根据权利要求1所述的飞行器风挡玻璃钻孔工装,其特征是:所述阳模(2)和阴模(3)均为通过焊接工艺制成的钢板框架,并在阳模(2)和阴模(3)的钢板框架内外表面涂覆玻璃钢涂层。3.根据权利要求2所述的飞行器风挡玻璃钻孔工装,其特征是:所述阴模(3)内弧面曲率半径与风挡玻璃(1)标准件外弧面曲率半径的差值不小于20mm。
技术总结
一种飞行器风挡玻璃钻孔工装,包括阳模和阴模;所述阳模外弧面与风挡玻璃标准件的内弧面贴合,在阳模周边设有与风挡玻璃标准件上装配孔位置对应的阳模引孔,并在阳模外侧焊装阳模连接耳;所述阴模内弧面与风挡玻璃标准件外弧面为同心弧面,阴模内弧面曲率半径大于风挡玻璃标准件外弧面曲率半径,在阴模周边设有与风挡玻璃标准件上装配孔位置对应的阴模引孔,并在阴模外侧焊装与阳模连接耳位置相对应的阴模连接耳;所述阳模引孔、阴模引孔中均设置钻孔导向套。通过本实用新型解决了飞行器修理过程中在风挡玻璃上加工高精度装配孔的问题,达到了降低修理成本、保证修理工期的目的。保证修理工期的目的。保证修理工期的目的。
技术研发人员:眭江涛 任超凡 郑建华 鲁万军 杨宝林 赵明 张莹莹 王敬伟 高智勇 樊娅娅
受保护的技术使用者:中国人民解放军第五七二一工厂
技术研发日:2021.08.27
技术公布日:2022/6/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1