一种销轴拆装机构的制作方法
1.本实用新型涉及掘进机主轴承装卸技术领域,具体涉及一种销轴拆装机构及监测方法。
背景技术:
2.掘进机主轴承工况模拟试验台是一种能够模拟所需轴承在极限工作条件下的实际恶劣工况,检测特定轴承在其工况下的性能和寿命,对轴承总体做出评估的装置。液压油缸组作为主轴承试验台轴向、径向推力的直接驱动部件,起着至关重要的作用。液压油缸组包含液压油缸、耳座、定位销、隔离环以及定位销拆装机构等子部件,其中,将定位销穿过油缸耳座连接液压油缸这一过程是整个试验台安装的关键一步。
3.试验台液压油缸组的安装过程如下:使用行车将油缸一侧吊耳与耳座对中,固定隔离环,对中定位销后使用铜棒将其敲推至耳座另一端,最后紧固螺栓。在安装过程中,定位销重量约130kg,仅依靠人工对心推进会大大增加时间与人力成本,此外,呈圆周状布置的油缸安装时涉及到高空作业,操作工长时间的作业具有一定安全隐患。针对上述问题,本发明提出一种主轴承试验台油缸销轴拆装机构,在销轴对心过程中,将丝杆插入定位销通孔与耳座螺纹孔中,通过若干螺母配合将定位销穿过油缸吊耳后紧固螺栓,消除了操作工长时间高空作业的安全隐患,节省了时间与人力成本。
技术实现要素:
4.本实用新型提供了一种销轴拆装机构,用于对安装于结构件上t形结构的定位销进行拆装;该销轴拆装机构包括螺旋传动件以及设置于螺旋传动件上的第二限位件和第三限位件;
5.所述螺旋传动件的一端与结构件连接;
6.所述第二限位件和第三限位件分别螺旋安装于螺旋传动件上且分别设置于定位销的两端,通过对第二限位件或第三限位件的螺旋以推动定位销向靠近或远离定位销安装位的方向位移,从而实现定位销安装或拆卸。
7.可选的,在螺旋传动件上还设有第一限位件,所述第一限位件采用焊接的方式设置于第二限位件远离定位销的一端上。
8.可选的,在螺旋传动件上还设有第四限位件,所述第四限位件采用螺旋的方式设置于第三限位件远离定位销的一端上。
9.可选的,所述螺旋传动件设置为丝杆或螺杆结构,所述第一限位件、第二限位件、第三限位件和第四限位件均设置为螺母结构。
10.可选的,第二限位件和第三限位件均设置为正旋螺纹结构,第四限位件设置为反旋螺纹结构。
11.可选的,第二限位件和第三限位件均设置为反旋螺纹结构,第四限位件设置为正旋螺纹结构。
12.可选的,该销轴拆装机构设有分别设置于定位销上的两组,两组销轴拆装机构相互间隔设置。
13.与现有技术相比,本实用新型具有以下有益效果:
14.本实用新型通过使用丝杆穿过定位销通孔与耳座丝孔连接,解决了定位销与耳座人工对心困难的问题;并通过丝杆连接在定位销与耳座之间进行固定并旋拧安装或拆卸定位销,节省了传统人工使用铜棒敲击安装定位销的人力成本与时间成本,降低了人工因长时间高空作业的安全隐患;以及通过使用丝杆安装定位销,在试验台盾体尚未直立时对所有定位销进行预安装,解决了高空安装定位销困难的问题。
15.除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
附图说明
16.构成本申请的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
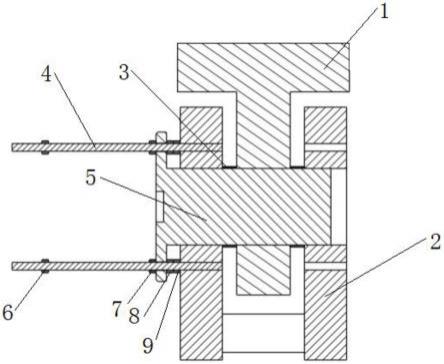
17.图1是本实用新型实施例中一种销轴拆装机构处于安装定位销状态的示意图。
18.其中:
19.1、液压油缸,2、耳座,3、隔离环,4、丝杆,5、定位销,6、第一螺母,7、第二螺母,8、第三螺母,9、第四螺母。
具体实施方式
20.实施例:
21.参见图1所示,本实用新型提供的一种销轴拆装机构,用于对安装于液压油缸1上t形结构的定位销5进行拆装;该销轴拆装机构包括丝杆4以及安装于丝杆4上的第二螺母7和第三螺母8;
22.第二螺母7和第三螺母8分别螺旋安装于丝杆4上且分别设置于定位销5的两端,通过对第二螺母7或第三螺母8的螺旋以推动定位销5向靠近或远离定位销5安装位的方向位移,从而实现定位销5安装或拆卸。
23.可选的,在丝杆1上还设有第一螺母6,所述第一螺母6采用焊接的方式设置于第二螺母7远离定位销5的一端上。
24.可选的,在丝杆1上还设有第四螺母9,所述第四螺母9采用螺旋的方式设置于第三螺母7远离定位销5的一端上。
25.可选的,第二螺母7和第三螺母8均设置为正旋螺纹结构而第四螺母9设置为反旋螺纹结构或者第二螺母7和第三螺母8均设置为反旋螺纹结构而第四螺母9设置为正旋螺纹结构。
26.可选的,为防止定位销5在安装和拆卸过程中产生偏移,所述销轴拆装机构设有分别设置于定位销5的t形结构上的两组,两组销轴拆装机构相互间隔设置。
27.应用上述所述的销轴拆装机构对安装于液压油缸1上t形结构的定位销5进行安装的具体过程如下:
28.安装第一组销轴拆装机构:
①
将第二螺母7螺旋安装于丝杆4上并使第二螺母7靠近第一螺母6,
②
将需安装的定位销5贯穿安装于丝杆4上,
③
将第三螺母8和第四螺母9依次安装于丝杆4上,
④
将完成安装第三螺母8和第四螺母9的丝杆4安装于液压油缸1的耳座2上,并通过拧紧第三螺母8和第四螺母9,对丝杆4和耳座2进行相对固定;
29.采用安装第一组销轴拆装机构的步骤安装第二组销轴拆装机构;
30.顺时针旋拧两组销轴拆装机构中的第二螺母7使定位销5通过第二螺母7的推动穿过隔离环3后推至耳座2的另一侧;
31.将两组销轴拆装机构的丝杆4、第三螺母8和第四螺母9进行拆卸,完成定位销5的安装。
32.应用上述所述的销轴拆装机构对安装于液压油缸1上t形结构的定位销5进行拆卸的具体过程如下:
33.安装第一组销轴拆装机构:
①
将安装了第一螺母6和第二螺母7的丝杆4贯穿安装于定位销5上,
②
将三螺母8和第四螺母9依次卡装于定位销5和耳座2之间,
③
将丝杆4依次旋入第三螺母8和第四螺母9后旋入耳座2内;
34.采用安装第一组销轴拆装机构的方法安装第二组销轴拆装机构;
35.逆时针旋拧第二螺母7至与第一螺母6贴合,再逆时针旋拧第三螺母8和第四螺母9以将定位销5拉出,完成定位销5的拆卸。
36.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种销轴拆装机构,其特征在于,用于对安装于结构件上t形结构的定位销(5)进行拆装;该销轴拆装机构包括螺旋传动件以及设置于螺旋传动件上的第二限位件和第三限位件;所述螺旋传动件的一端与结构件连接;所述第二限位件和第三限位件分别螺旋安装于螺旋传动件上且分别设置于定位销(5)的两端,通过对第二限位件或第三限位件的螺旋以推动定位销(5)向靠近或远离定位销(5)安装位的方向位移,从而实现定位销(5)安装或拆卸。2.根据权利要求1所述的销轴拆装机构,其特征在于,在螺旋传动件上还设有第一限位件,所述第一限位件采用焊接的方式设置于第二限位件远离定位销(5)的一端上。3.根据权利要求2所述的销轴拆装机构,其特征在于,在螺旋传动件上还设有第四限位件,所述第四限位件采用螺旋的方式设置于第三限位件远离定位销(5)的一端上。4.根据权利要求3所述的销轴拆装机构,其特征在于,所述螺旋传动件设置为丝杆或螺杆结构,所述第一限位件、第二限位件、第三限位件和第四限位件均设置为螺母结构。5.根据权利要求4所述的销轴拆装机构,其特征在于,第二限位件和第三限位件均设置为正旋螺纹结构,第四限位件设置为反旋螺纹结构。6.根据权利要求4所述的销轴拆装机构,其特征在于,第二限位件和第三限位件均设置为反旋螺纹结构,第四限位件设置为正旋螺纹结构。7.根据权利要求1-6任意一项所述的销轴拆装机构,其特征在于,该销轴拆装机构设有分别设置于定位销(5)上的两组,两组销轴拆装机构相互间隔设置。
技术总结
本实用新型提供的一种销轴拆装机构,用于对安装于结构件上T形结构的定位销进行拆装;包括螺旋传动件以及设置于螺旋传动件上的第二限位件和第三限位件;螺旋传动件的一端与结构件连接;第二限位件和第三限位件分别螺旋安装于螺旋传动件上且分别设置于定位销的两端,通过对第二限位件或第三限位件的螺旋以推动定位销向靠近或远离定位销安装位的方向位移,从而实现定位销安装或拆卸。本实用新型通过使用丝杆穿过定位销通孔与耳座丝孔连接,解决了定位销与耳座人工对心困难的问题;并通过丝杆连接在定位销与耳座之间进行固定并旋拧安装或拆卸定位销,节省了传统人工使用铜棒敲击安装定位销的人力成本与时间成本。装定位销的人力成本与时间成本。装定位销的人力成本与时间成本。
技术研发人员:程永亮 刘华 麻成标 魏玎 邱宇 吴双
受保护的技术使用者:中国铁建重工集团股份有限公司
技术研发日:2022.01.28
技术公布日:2022/6/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1