一种转轴压进距离控制工装的制作方法
1.本实用新型涉及电机技术领域,特别涉及一种转轴压进距离控制工装。
背景技术:
2.在交流电机领域,半成品转子作为电机的传动装置,是电机的核心部件,其由转轴与铸铝转子构成,电机的定子与铸铝转子部门电磁耦合力,转子转动,带动与轴相联结的机械部件转动,实现机械的功能。而轴与铸铝转子的配合采用过盈配合,确保铸铝转子与转轴相互之间的摩擦力保证在轴传动过程中,铸铝转子与轴之间不会产生移动,同时为了保证定子与铸铝转子之间的电磁耦合力,需要保证在电机装配完成后,定子与铸铝转子的位置不允许出现超过允许范围的偏差。为此轴与铸铝转子之间的装配,采用压力机将轴压入转子的方式,同时压入时需要注意压入尺寸,传统的方法采用垫块法进行处理,如图1所示,电机装配完成时,轴的两端固定位置套上轴承后固定在端盖上,为保证铸铝转子位置与定子位置一致,需要保证轴的压入距离。目前传统是做法是使用垫块,固定压机机头的行程,当压机行程到底时,压机头距离平面的高度是固定不变的,通过调节垫块的高度可以实现压入距离的要求。但是,由于电机品种繁多,压进距离的要求比较多,同时为保证电磁耦合,压进距离的公差一般要求控制在2mm之内,为此使用传统的垫块法调节需要制作大量不同高度的垫块,造成工装繁多,容易用错。同时,使用垫块法,精度难以得到保证,影响最后电机装配完成后的定转子电磁耦合性能。
技术实现要素:
3.本实用新型的目的在于提供一种转轴压进距离控制工装,以克服现有技术中的不足。
4.为实现上述目的,本实用新型提供如下技术方案:
5.本申请公开了一种转轴压进距离控制工装,包括基座、进度控制管和定位销,所述基座的中部设有进度调节孔,所述进度控制管的外径与所述进度调节孔的内径相契合,所述进度调节孔的内壁上设有内螺纹,所述进度控制管的外壁上设有外螺纹,所述基座的一侧设有贯通至所述进度调节孔的定位孔,所述定位孔上设有定位销,所述进度控制管上设有若干个铣槽,所述定位销的前段穿过定位孔位于铣槽内。
6.作为优选,所述定位孔的内壁上设有螺纹,所述定位销的外表面上设有螺纹,所述定位孔与定位销之间通过螺纹配合固定。
7.作为优选,所述进度控制管上设有两个铣槽,两个铣槽分别位于所述进度控制管的对向两侧。
8.作为优选,所述内螺纹、外螺纹的螺距为0.5mm~2.5mm。
9.作为优选,所述进度控制管的上端设有端帽。
10.作为优选,所述基座与进度控制管均采用45号圆钢。
11.本实用新型的有益效果:
12.本申请一种转轴压进距离控制工装,用此工装替代传统的垫块,可以通过螺纹调节工装整体高度,实现不同的高度需要。同时,由于外螺纹进度控制管两侧铣槽,每次拧进或拧出时,铣槽与定位销螺钉的位置决定了每次调节的时候可以准确的调节半个螺距,结合螺距的尺寸,可以实现毫米级的调整精度,满足电机定转子之间电磁耦合配合精度要求。定位销与铣槽的紧盯增加了螺纹基座与外螺纹进度控制管之间在侧向上的摩擦力,结合螺纹的强度,保证了在轴压入过程中压力不会破坏螺纹;
13.本实用新型的特征及优点将通过实施例结合附图进行详细说明。
附图说明
14.图1是现有技术的轴压入工艺示意图;
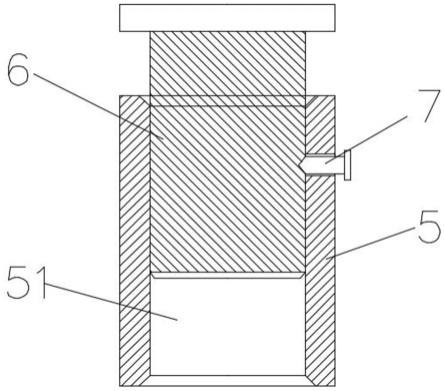
15.图2是本实用新型的整体剖面图;
16.图3是本实用新型的进度控制管的;
17.图中:1-铸铝转子、2-轴、3-垫块、4-压机机头、5-基座、51-进度调节孔、6-进度控制管、61-铣槽、62-端帽、7-定位销。
具体实施方式
18.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图及实施例,对本实用新型进行进一步详细说明。但是应该理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
19.参阅图2和图3,本实用新型实施例提供一种转轴压进距离控制工装,包括基座5、进度控制管6和定位销7,所述基座5的中部设有进度调节孔51,所述进度控制管6的外径与所述进度调节孔51的内径相契合,所述进度调节孔51的内壁上设有内螺纹,所述进度控制管6的外壁上设有外螺纹,所述基座5的一侧设有贯通至所述进度调节孔51的定位孔,所述定位孔上设有定位销7,所述进度控制管6上设有若干个铣槽61,所述定位销7的前段穿过定位孔位于铣槽61内。所述定位孔的内壁上设有螺纹,所述定位销7的外表面上设有螺纹,所述定位孔与定位销7之间通过螺纹配合固定。所述进度控制管6上设有两个铣槽61,两个铣槽61分别位于所述进度控制管6的对向两侧。所述内螺纹、外螺纹的螺距为0.5mm~2.5mm。所述进度控制管6的上端设有端帽62。所述基座5与进度控制管6均采用45号圆钢。
实施例
20.基座5由45号圆钢先镂空内部后形成进度调节孔51,再进行内螺纹加工,内螺纹螺距为2mm,同时在一侧打贯通定位孔;进度控制管6由45号圆钢在两端对称处铣槽后进行外螺纹加工,外螺纹间距为2mm;二者螺纹配合后,使用定位销7通过基座5的贯通定位孔拧入,与进度控制管6上的预先铣好的铣槽7顶住;
21.在一种优选的实施例中,基座5的内螺纹与进度控制管6的外螺纹的螺距为2.5mm;
22.在一种优选的实施例中,基座5的内螺纹与进度控制管6的外螺纹的螺距为0.5mm;
23.该工装的总长作为轴压进距离的控制值,同时由于螺纹的螺距较短,可小至不足1mm,大的也只有2mm多,可以实现压进距离控制到毫米级,满足公差要求;
24.用此工装替代传统的垫块,可以通过螺纹调节工装整体高度,实现不同的高度需要;同时,由于外螺纹进度控制管两侧铣槽,每次拧进或拧出时,槽与定位销(螺钉)的位置决定了每次调节的时候可以准确的调节半个螺距,可以实现毫米级的调整精度,满足电机定转子之间电磁耦合配合精度要求。定位销与槽的紧盯增加了螺纹基座与外螺纹进度控制管之间在侧向上的摩擦力,结合螺纹的强度,保证了在轴压入过程中压力不会破坏螺纹。
25.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种转轴压进距离控制工装,其特征在于:包括基座(5)、进度控制管(6)和定位销(7),所述基座(5)的中部设有进度调节孔(51),所述进度控制管(6)的外径与所述进度调节孔(51)的内径相契合,所述进度调节孔(51)的内壁上设有内螺纹,所述进度控制管(6)的外壁上设有外螺纹,所述基座(5)的一侧设有贯通至所述进度调节孔(51)的定位孔,所述定位孔上设有定位销(7),所述进度控制管(6)上设有若干个铣槽(61),所述定位销(7)的前段穿过定位孔位于铣槽(61)内。2.如权利要求1所述的一种转轴压进距离控制工装,其特征在于:所述定位孔的内壁上设有螺纹,所述定位销(7)的外表面上设有螺纹,所述定位孔与定位销(7)之间通过螺纹配合固定。3.如权利要求1所述的一种转轴压进距离控制工装,其特征在于:所述进度控制管(6)上设有两个铣槽(61),两个铣槽(61)分别位于所述进度控制管(6)的对向两侧。4.如权利要求1所述的一种转轴压进距离控制工装,其特征在于:所述内螺纹、外螺纹的螺距为0.5mm~2.5mm。5.如权利要求1所述的一种转轴压进距离控制工装,其特征在于:所述进度控制管(6)的上端设有端帽(62)。6.如权利要求1所述的一种转轴压进距离控制工装,其特征在于:所述基座(5)与进度控制管(6)均采用45号圆钢。
技术总结
本实用新型公开了一种转轴压进距离控制工装,替代传统工艺过程中垫块的功能,通过螺纹的配合调节,可以实现一个工装多种尺寸,避免了过去为了不同的高度需求需要制作大量垫块的不足;同时,通过螺距变化调节高度实现了高度毫米级的变化控制,满足了电机加工的精度要求;通过在对称位置铣槽,同时与定位销结合定位的方式,进一步将调节精度细化到半个螺距,让精度进一步提升,同时定位销的摩擦力减轻了在压入过程中螺纹承受的压力,保护了螺纹。纹。纹。
技术研发人员:沙宇峰 任海荣 石芳芳 金海英
受保护的技术使用者:浙江创新电机有限公司
技术研发日:2022.06.20
技术公布日:2022/9/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1