纸塑产品制造过程中热泵微波一体干燥方法及装置与流程
纸塑产品制造过程中热泵微波一体干燥方法及装置
【技术领域】
1.本发明是关于一种纸塑产品制造过程中热泵微波一体干燥方法及装置,尤指一种在纸塑产品制造过程中将初胚品送入一由热泵烘干区及微波烘干区连接组成的烘干区,使能二段一体降湿的干燥方法及装置。
背景技术:
2.目前已有发展以纸浆纤维材质及/或含括植物纤维材质混合打浆为浆质材料,由吸浆模吸浆附着浆料,再经过热压定型技术制造而成的产品,为与「塑料产品」区分,一般称之为「纸塑产品」,或亦有称之为「模塑产品」或「纸浆模塑产品」,今在本说明书中皆称之为「纸塑产品」。纸塑产品有容易回收再制造再利用的优势,符合环保再利用及节能减碳的潮流,因此快速受到工商业界及普罗大众所接受并乐于采用,纸塑产品经常可见的例如:碗、盘、杯盖、包装材、避震材、垫材等等产品都渐有采用。纸塑产品的制造方法及工艺技巧近年来屡有改进及变化,但使用纤维材质为起始材料是其基本原则。
3.关于制造纸塑产品的制程经过,如图1所示,概略区分必须经过「吸浆塑型」及「热压整型」二道作业,其中,「吸浆塑型」简单来讲,是由一吸浆模下降浸入一充满浆料的浆箱内,再由一抽吸装置经由该吸浆模对浆箱内的浆料进行真空吸引,使该吸浆模的模面上型成一“胚料层”,当该吸浆模吸附该胚料层上升离开浆箱时,因持续抽吸作用使该胚料层逐渐降湿,接着该吸浆模连同胚料层移位去与一冷压模合模挤压该胚料层,使该浆料层降低湿度并同时塑型成为一“胚料层”,然后由该吸浆模或由另一吸附模吸附该初胚品离开冷压模,如此完成「吸浆塑型」的作业,接着即进行「热压整型」作业,其是由一热压模对吸浆塑型后的初胚品进行热压整型作业,使原先的初胚品干燥并定型成为纸塑产品的成品。当然,经过热压整型作业产生的纸塑产品的成品尚须经过切边(去除溢料)、检查(检查质量是否合格)及包装(以利出品)诸项作业,此等后续作业不必多加赘述。
4.目前在纸塑产品制造过程中,对于初胚品的热压整型都是实行热压方式进行作业,常见的作业方式可区分为“湿压法”及“干压法”二种,湿压法如图2所示,是将初胚品在含水率约55-70%状态时即以热压整型设备直接进行热压整型作业,热压温度为150℃
±
10℃,由直接热压将原本中高湿度的初胚品热压整型为干燥的纸塑产品的成品,热压时间必须视产品的体积而定﹙产品体积越大热压时间必须越久﹚;干压法则如图3所示,是将初胚品在含水率约在68-72%状态时(此数据仅为略举)先送经一烘干区进行烘干作业(可采自然干燥或采热风干燥),待含水率降低至15-18%状态(此数据仅为略举)时再进入热压整型设备进行热压整型作业,热压温度可同为150℃
±
10℃,因其是对低湿度的初胚品进行热压整型作业,所以热压时间会较湿压法缩短许多,但相对需要烘干作业(可采自然干燥或采热风干燥)的时间。
5.习知纸塑产品制造过程中,实行干压法热压整型作业时,因可大幅减少热压整型设备的作业时间,相对即大幅减少能源耗费并可降低设备故障率,进而降低制造成本,因此纸塑产品制造过程中的干压法热压整型作业已成为主流。
6.本发明人专业从事各种纸塑产品的制造设备、制造过程及成品开发的研发及制造工作,经由长时间接触纸塑产品各种设备的经验,体认到上述习知干压法中的烘干作业(采自然干燥或采热风干燥),实施上存在着以下缺失:
7.1.采自然干燥的烘干作业时,必须要有占地面积足够的区域供摆置大量的初胚品,且自然干燥的时间必须足够,但自然干燥后仍经常发生干燥后的初胚品外观和质量不佳的情事;总体来讲就是,自然干燥的干压法会有占地广、费时间及容易质量不佳的缺失,尤其遇到下雨天时,因自然环境的湿度增加导致干燥不易,使得产能急剧下降,严重影响生产效率及交货期。
8.2.采热风干燥的烘干作业,一般是采热风循环干燥设备,即在烘干区的热风设备中由循环加热的热风吹过初胚品表面,使初胚品降湿,但因热风只能经由初胚品表面吹过,不能渗入内部,因此会产生渐层干燥的现象,亦即会由外表面先干燥,然后再往内部干燥,连带使得初胚品的干燥程度难以掌控一致,尤其越大件及复杂造型的初胚品,不易均匀干燥的现象就越明显;此外,干燥过程中倘表面干燥过快时,会产生表面硬皮现象,如此内部水分更难向表面迁移,使得干燥效率降低很多,造成热能消耗大的缺失。总体来讲就是,热风干燥的干压法有加热效能低,相对热耗损大,导致浪费能源,以及干燥程度不一,进而影响产品质量,致使成本难以下降等诸缺失。
9.显然上述问题有待改进。
技术实现要素:
10.本发明的主要目的即在提供一种干燥速度快,能大幅缩短加热时间,能耗低,产能高,产品变形量低,可提高产品质量并降低制造成本的纸塑产品制造过程中热泵微波一体干燥方法及装置。
11.为达成上述目的,本发明提出一种纸塑产品制造过程中热泵微波一体干燥方法,经过如下步骤:
12.(1).由一供浆系统区提供纤维质的浆料,供给一成型生产区内的自动成型机吸浆产生一胚料层,并经挤压后成为一初胚品;
13.(2).利用一仿型治具承接该初胚品,并将该仿型治具连同该初胚品放置在一输送系统上;
14.(3).该输送系统将该仿型治具承载该初胚品送入一烘干区,该烘干区容许该输送系统通过,并即由该输送系统带动该初胚品在该烘干区内部进行烘干作业,使该初胚品降至低湿;
15.(4).将通过该烘干区的初胚品送进一热压整型区,使该初胚品接受热压整型作业,完成为纸塑产品的成品;
16.其特征在于:该烘干区更区分成前段的热泵烘干区及后段的微波烘干区,该热泵烘干区由一热泵干燥系统提供干燥用热风,该微波烘干区由一微波干燥系统提供震荡加热作用,该输送系统将该仿型治具承载该初胚品送入该烘干区时,首先通过该热泵烘干区,接受由热泵干燥系统提供的热风使该初胚品降湿,接续通过该微波烘干区,接受由微波干燥系统提供的震荡加热作用,使该初胚品降湿至低湿。
17.本发明同时提供一种纸塑产品制造过程中热泵微波一体干燥装置,构造上有一供
浆系统区,提供纤维质的浆料,供给一成型生产区内的自动成型机吸浆产生一胚料层,并经挤压后成为一初胚品;有一仿型治具承接该初胚品,并将该仿型治具连同该初胚品放置在一输送系统上;该输送系统将该仿型治具承载该初胚品送入一烘干区,使该初胚品在该烘干区内部进行烘干作业,以降至低湿;通过该烘干区的初胚品即送进一热压整型区,使该初胚品接受热压整型作业,完成为纸塑产品的成品;特征在于:该烘干区更由位于前段的热泵烘干区与位于后段的微波烘干区所连接组成;该热泵烘干区包括一热泵烘干室、一送风机、一排风管、一排风机及一热泵系统,其中,该热泵烘干室跨置于该输送系统上,该送风机设置于该热泵烘干室侧面上,该排风管设置于该热泵烘干室顶面上,该排风机与该排风管连通,提供将该热泵烘干室内部空气经由该排风管抽送至外界的动力,该热泵系统可产生干燥热气送入该热泵烘干室内部;该微波烘干区包括一微波抑制器、一微波烘干室、一送风机、一排风管、一排风机及一微波产生系统,其中,该微波烘干室跨置于该输送系统上,该微波抑制器设置于该微波烘干室与该热泵烘干室连接处,该送风机设置于该微波烘干室侧面上,该排风管设置于该微波烘干室顶面上,该排风机与该排风管连通,提供将该微波烘干室内部空气经由该排风管抽送至外界的动力,该微波产生系统可对该微波烘干室内部提供震荡加热作用。
18.本发明优点及有益效果在于:根据上述纸塑产品制造过程中热泵微波一体干燥方法及装置,该热泵干燥系统是一种低能耗的干燥系统,因此当该初胚品通过该热泵烘干区时,该热泵干燥系统承担了去除该初胚品内大部分水分的所需能耗,然后于干燥效率急剧降低前,该初胚品已进入该微波烘干区内接受该微波干燥系统提供的震荡加热作用,使该初胚品外部及内部同时吸收微波,因此能高效率降至低湿。
【附图说明】
19.图1所示是纸塑产品制造过程概略区分方块图。
20.图2所示是习知湿压法热压整型作业方块图。
21.图3所示是习知干压法热压整型作业方块图。
22.图4所示是本发明实施例纸塑产品制造过程方块图。
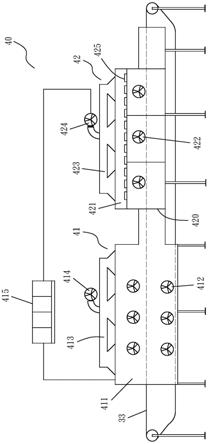
23.图5所示是本发明实施例中烘干区组成及与输送系统配合的示意图。
24.图中标号说明如下:
25.供浆系统区10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
成型生产区20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
初胚品31
26.仿型治具32
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输送系统33
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
烘干区40
27.热泵烘干区41
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热泵烘干室411
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
送风机412
28.排风管413
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
排风机414
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热泵系统415
29.微波烘干区42
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
微波抑制器420
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
微波烘干室421
30.送风机422
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
排风管423
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
排风机424
31.微波产生系统425
ꢀꢀꢀꢀꢀꢀꢀꢀ
热压整型区50
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纸塑产品的成品60
32.切边区70
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
检查区80
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
包装区90
【具体实施方式】
33.本发明区分为一种纸塑产品制造过程中热泵微波一体干燥方法及一种纸塑产品
制造过程中热泵微波一体干燥装置,现依序说明如下:
34.本发明所提供的“纸塑产品制造过程中热泵微波一体干燥方法”是纸塑产品制造过程中的一道步骤,因此由完整叙述一纸塑产品制造过程来将热泵微波一体干燥方法揭示出。如图4所示,一种纸塑产品制造过程乃经过如下步骤:
35.1.由一供浆系统区10(例如:浆箱)提供纤维质的浆料,供给一成型生产区20内的自动成型机吸浆产生一胚料层,并经挤压后成为一初胚品31;
36.2.利用一仿型治具32承接该初胚品31,并将该仿型治具32连同该初胚品31放置在一输送系统33上,该放置的动作可经由人工完成或由机械手臂进行;
37.3.该输送系统33将该仿型治具32承载该初胚品31送入一烘干区40,该烘干区40更区分成前段的热泵烘干区41及后段的微波烘干区42,该热泵烘干区41主要是由一热泵干燥系统提供干燥用热风,该微波烘干区42则由一微波干燥系统提供震荡加热作用,该前段的热泵烘干区41与该后段的微波烘干区42是连接组成为该烘干区40,内部容许该输送系统33通过,因此该输送系统40将该仿型治具32承载该初胚品31送入该烘干区40时,首先通过该热泵烘干区41,接受由热泵干燥系统提供的热风使该初胚品31快速降湿,接续即刻通过该微波烘干区42,接受由微波干燥系统提供的微波震荡加热作用,使该初胚品31持续降湿,最终由该烘干区40送出,完成该烘干区40的作业,且此时该初胚品31已降至低湿,湿度在15-18%状态(此数据仅为略举);
38.4.通过该烘干区40后,接着将初胚品31送进一热压整型区50,该热压整型区50主要是经由一热压整型设备对进入的初胚品31进行热压整型作业,使初胚品31完全干燥成为纸塑产品的成品60;
39.5.最后将经过热压整型后的纸塑产品的成品60送经一切边区70,进行溢料的去除作业,再送经一检查区80,进行质量检查,最后送至一包装区90进行出品前的产品包装。
40.上述纸塑产品制造过程的诸项步骤中,以通过由前段的热泵烘干区41与后段的微波烘干区42连接组成的烘干区40的步骤为本发明所诉求的最重要步骤,该步骤也即为本案名称「纸塑产品制造过程中热泵微波一体干燥方法及装置」中所保护的干燥方法。
41.接着,说明本发明所提供的“纸塑产品制造过程中热泵微波一体干燥装置”,该干燥装置实际上即为一烘干区40,结构上更由位于前段的热泵烘干区41与位于后段的微波烘干区42所连接组成,该烘干区40的组成及与该输送系统33的配合如图5所示,该热泵烘干区41及该微波烘干区42共同跨置于一输送系统33上,也因此让该输送系统33中用以带动物品移动的输送件可依序循环通过该热泵烘干区41及该微波烘干区42;该热泵烘干区41包括一热泵烘干室411、一送风机412、一排风管413、一排风机414及一热泵系统415,其中,该热泵烘干室411跨置于该输送系统33的输送件上,以围覆出一个适当的区隔空间,该送风机412的数量可为多数,设置于该热泵烘干室411侧面上,用于必要(例如需要降温)时可将外界空气送入该热泵烘干室411内部,该排风管413设置于该热泵烘干室411顶面上,提供该热泵烘干室411内部空气可流通至外界的管道,该排风机414与该排风管413连通,提供将该热泵烘干室411内部空气经由该排风管413抽送至外界的动力,该热泵系统415主要即可产生干燥热气源源送入该热泵烘干室411内部。
42.同请参阅图5所示,该微波烘干区42包括一微波抑制器420、一微波烘干室421、一送风机422、一排风管423、一排风机424及一微波产生系统425,其中,该微波烘干室421同样
跨置于该输送系统33的输送件上,以围覆出一个适当的区隔空间,该微波烘干室421的前端与该热泵烘干室411的后端直接连接,该微波抑制器420即设置于连接处,以防止该连接处的微波外溢,该送风机422的数量可为多数,设置于该微波烘干室421侧面上,用于必要(例如需要降温)时可将外界空气送入该微波烘干室421内部,该排风管423设置于该微波烘干室421顶面上,提供该微波烘干室421内部空气可流通至外界的管道,该排风机424与该排风管423连通,提供将该微波烘干室421内部空气经由该排风管423抽送至外界的动力,该微波产生系统425主要可提供震荡加热作用,以对该微波烘干室421内部进行微波加热。
43.根据上述构造组成,当该输送系统33将该仿型治具32承接该初胚品31输送进入该烘干区40内时,首先进入该热泵烘干区41内并依序前进通过,过程中,该热泵系统415所产生送入该热泵烘干室411内的大量干燥热气即对该初胚品31进行烘干作业,该初胚品31在进入该热泵烘干区41时含水率一般达到68-72%,经由该热泵系统415所产生的大量干燥热气烘干后,可将该初胚品31表面湿气(水分)快速带离,使该初胚品31快速降湿。该热泵烘干区41内进行烘干作业时,必须开启该排风机414,以将该热泵烘干室411内已经吸附湿度(水分)的空气经由该排风管413抽送至外界,主要即抽送回到该热泵系统415内,再经过排湿及升温处理后,再度成为干燥热气,并再输送回到该热泵烘干室411内进行烘干作业,如此造成热循环式的快速降湿效果,使该初胚品31的含水率由68-72%快速下降为中低湿度。本发明利用热泵系统415产生大量干燥热气以对该初胚品31进行快速烘干,主要即利用该热泵制造热能时的高效比,得以在干燥大量水分的过程中消耗最少的能源,以达大幅节省能源消耗的实质功效。
44.通过该热泵烘干区41的烘干作业后,该输送系统33带动该仿型治具32承接该初胚品31离开该热泵烘干室411的范围,但随即通过该该微波抑制器420进入该微波烘干室421的范围内并依序前进通过,过程中,该微波产生系统425产生连续性微波对该初胚品31进行深度烘干,微波具高频震荡作用,所以能深入该初胚品31内部加热,使原已降至中低湿度的初胚品31快速降湿至15-18%的低湿状态,最后该输送系统33带动该仿型治具32承接该初胚品31离开该微波烘干室421的范围。
45.本发明于纸塑产品制造过程的烘干区40中,由位于前段的热泵烘干区41与位于后段的微波烘干区42所连接组成,主要是因为该初胚品31在前段时间属于中高湿,此阶段必须利用大量干燥热气来带走该初胚品31表面上的高湿水分以达快速烘干的效,而能够提供大量干燥热气,且又简省能源消耗的就以该热泵系统415的制热能效最佳,远胜各种加热方式。该热泵系统415除能以高效能产生大量干燥热气,供给本发明于纸塑产品制造过程中烘干区40的前段用来使初胚品31快速降湿外,该热泵系统415于制热的同时更能伴随另端产生制冷的功效,因此在现今工场皆需要冷气来调节工作环境温度的需要下,设置该热泵系统415能同时运用制热功效及制冷功效,实为一举两得。
46.经过该热泵烘干区41利用大量干燥热气带走该初胚品31表面上的水分使降湿为中低湿度后,该初胚品31进入该微波烘干区42内接受微波作用,因为此阶段时,该初胚品31的水分皆位于内部深层,故利用微波具高频震荡作用能深入该初胚品31内部加热,使水分往表层移动最后被蒸发,因此能使该初胚品31快速降湿至15-18%的低湿状态,尤其重要的是,利用微波的高频震荡作用对该初胚品31进行加热干燥时,该初胚品31能维持内外一致的纤维结构,不会有崩塌、变形或扭曲的现象产生,得以维持产品一致性。
47.由以上说明可知,将本发明所研发实行热泵烘干及微波烘干二段一体式烘干作业的干燥方法与习知实行自然干燥或实行热风干燥的干燥方法相比较,本发明明显能具更佳的优异功效。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1