制造至少一个空敞口袋的设备和方法与流程
1.本发明涉及由至少一层基本柔软的袋材制造至少一个敞口袋或包的设备。该设备包括至少一个成形装置,其具有至少一个带有顶端和底端、呈待成形袋的轮廓的大体呈管状的成形箱。设有至少一个用于沿成形箱传送袋材的移送装置以及至少一个用于沿成形箱接合袋材而形成管的封口装置。还设有设置在成形箱底端下方的用于制作袋底的至少一个封口站。本发明还涉及借助该设备制造袋的方法。
背景技术:
2.灌装有散料如水泥、高级填缝剂或其它建筑材料且比较轻的袋可被称作包或小包。
3.通常,紧接在灌装前在安装于所述设备上游的装置中制造这种袋。为此,例如拉动扁平膜经过成形凸肩,接着将扁平膜拉动经过成形件并焊接在一起以获得薄膜软管。按照有序间距加入底部焊缝,从管上分断出具有期望尺寸和高度的袋。
4.接着,如此制成的袋或包可被继续送至相应的设备或站以灌装散料或可在原地通过成形箱被灌装。待灌装散料被灌入管段或袋中,直至获得期望的重量或体积。接着,加入顶部接缝并分断其中装有散料的袋。
5.在灌装散料之前由单层袋材制造袋原则上是起效的。但缺点是,用已知设备制作的袋并非总具有精确的形状或真正所预定的横截面。
6.发生这样的事是因为,在采用薄膜的设备例子中,首先在薄膜软管中加入底部接缝,由此出现一端闭合的薄膜软管。接着,继续输送薄膜软管直至获得期望的袋高度。现在,在薄膜软管中加入下一个袋的底部接缝,将所形成的成形袋在薄膜接缝下方与薄膜软管余部分离并且例如被转入传送箱中,传送箱将现已敞开的袋转送至灌装站。
7.但是,如此制成的袋通常具有至少略微外鼓的侧壁。出现这样的状况是因为,在焊接夹具闭合以加入用于下一个袋的袋底的接缝时,空气从薄膜软管中被压迫进入先前制成的成形袋中。由于成形袋已通过底部接缝被闭合,故在成形袋中产生过压,直至其与薄膜软管余部分离。
8.现在,虽然气压现在从刚好上侧敞开的袋中逸出,但略微外鼓的侧壁无法回复到由成形件预设的最初假定形状。
9.由此,因为自身重量轻或空重,移送至传送箱或袋滑入传送箱并不总是可靠地起效。另外,正是在给袋灌装高度压实散料情况下,该形状不符合期望的外轮廓。
10.同样,因在焊接夹具闭合时出现的过压尤其在具有所置入的袋撑的袋中会造成膜层相对移位或形成褶皱,这造成差的焊缝质量。
技术实现要素:
11.因此,本发明的目的是改进敞口袋制造中的上述缺点。
12.该目的通过一种具有权利要求1的特征的敞口袋制造设备和一种具有权利要求12
的特征的敞口袋制造方法来实现。本发明的优选具体实施例为从属权利要求的主题。本发明的其它优点和特征可从发明内容和实施例描述中得到。
13.本发明的设备设置用于由至少一层基本柔软的袋材制造至少一个空的敞口袋。该设备包括具有至少一个成形箱的至少一个成形装置,该成形箱基本被构造为呈待成形袋的轮廓并具有顶端和底端。另外,设有至少一个用于沿该成形箱输送袋材的移送装置。该设备还包括沿成形箱接合袋材而形成管的至少一个封口装置和用于制作袋底的至少一个封口站,封口站位于成形箱底端的下方。根据本发明,设有至少一个负压装置,该负压装置适于并被构造成至少在成形箱底端处至少有时产生至少轻微的负压。
14.负压装置优选适于并被构造为在制造袋底之前和/或期间产生负压。
15.利用本发明的设备,最好以节拍方式或连续地制造敞口袋。首先,将基本柔软的袋材送至成形箱,包围成形箱布置,在传送方向上从顶端朝向底端地沿成形箱输送。为此,设置以适当方式构成的移送装置。在一个有利设计中,该移送装置包括至少一个传送带,传送带将袋材压靠至传送箱并沿传送箱输送袋材。
16.袋材借助封口装置沿成形箱被接合而形成管,其中,该管随后借助封口站被闭合,由此制成袋底。
17.接着,底部闭合的管被继续输送,直至封口站制成下一个袋的袋底。一旦封口站已闭合来制作袋底,袋底制造就也朝向前一个袋或前面袋底地赶出位于闭合管内的空气。
18.在制成下一个袋的袋底之后,前一个或最下方的袋优选借助分断机构被分断并送走,具有下一个袋的加入袋底的管被进一步运送。
19.由于空气也被赶入前一个袋,故前一个袋会在形成下一个袋或制作下一个袋的袋底时略微鼓胀。虽然在袋中形成的过压会在制成的敞口袋分断时溢出,但袋壁不一定复原,而是保持其鼓胀形态,其中,袋侧壁被略向外压。这例如在转送至传送箱时是不利的。于是,灌装袋的轮廓也不会对应于预定的或期望的形状。
20.因此,尤其在制作下一个袋的袋底之前和/或期间,在管内借助负压装置产生负压,从而现要被分断的袋的袋材在制造下一个袋的袋底之前被略微向内吸。根据材料厚度和材料刚度的不同,所生成的负压相对于环境压力可以为几个帕斯卡至几百个帕斯卡。
21.在此,一个优点是,虽然在制作下一个袋的袋底时也又有空气进入前一个且现在要分断的袋,但该袋现在不会鼓胀,而是回缩或者变形回至其正常形状。因此可以在分断敞口袋时按照成形箱的形状或轮廓制造出最佳成形的袋。因为袋材不会向外垂或弯曲,故其可被最佳转送至成形箱。灌装袋的形状还对应于由成形箱预定的形状。
22.另外,通过在制作下一个袋的袋底时在第一个袋中产生轻微负压来防止因袋材内拉应力而出现翘曲以致将不会完美无瑕地制成袋底或闭合缝。
23.本发明的设备适用于由至少一层基本柔软的袋材制造空的敞口袋。在此,该袋材例如可以通过膜带和/或纸带、织物、其它材料或其组合来提供。也可以有利地投入使用或采用多层材料或仅部分多层的材料。
24.在此,尤其以连续材料形式提供袋材,这也尤其是指作为材料储备的成卷储备的材料,其中,所述卷可按需更换或连接。在此,各卷材料尤其可以接合而形成实质连续的材料,从而无需重新穿引材料。于是,袋材例如可以从该储备材料中被供给至成形装置或成形箱。
25.该成形装置优选至少包括尤其呈管状的成形箱和至少一个成形凸肩。在此,该成形凸肩尤其是指如下部件,即借此使基本柔软的袋材变形或预成形,使得其以适当方式被供给成形箱或围绕成形箱被引导。因此,可以由袋材层围绕成形箱地形成袋形或袋轮廓,使得管借助封口装置按照随后敞开的袋的基本形状或横截面来形成。
26.根据本发明,该封口装置用于由围绕成形箱布置的袋材层制造管。该封口装置优选被设计成其适当地接合当前所用的袋材。在此,尤其是在采用膜的情况下设置焊接站,其在袋材中加入纵向接缝,其中,围绕成形箱布置的膜为此略微或至少轻微重叠。在将纸用于袋材时,该封口装置也可被设计为粘接站。但例如也可以在使用纸时在用于连接袋材层而形成管的重叠区域中设置涂层或其它材料,从而除了粘接过程外,也允许其它封口可能性比如焊接。
27.根据待制造的敞口袋的设计,尤其用于形成角撑的至少一个装置和/或用于压入或移入袋材以制作袋底的至少一个装置也可被分配给封口站以制成袋底。
28.接着,借助本发明设备所制造的袋优选被转移入传送箱等,随后被送至尤其单独的包装设备。在此,袋被优选从传送箱被转送至灌料箱,接着在包装设备处被灌装。
29.本发明的设备有许多优点。一个明显优点在于,如上所述,在制作下一个袋的袋底之前和/或期间,由膜材构成的通过底部接缝被向下封闭的管被至少略微向内吸。因此,在制成下一个袋的袋底之后所分离的袋不会在制作下一个袋的袋底时鼓胀,由此,待分离的袋的侧壁将会向外鼓胀。
30.即,通常没有按照令人满意的程度发生膜材在袋分断后回复至成形箱初始形状。由此,袋将在被转送至传送箱或转运箱时因其较轻而没有最佳滑入其中,由此无法确保设备可靠运行。袋形或甚至袋壁相同接触转运箱也未按规定。根据本发明,将会防止这种情况。
31.该负压装置最好包括至少一个负压管线和/或至少一个活塞和/或至少一个文丘里装置或者任意其它按照规定的负压生成机构。因此,例如可设有负压管线或抽吸管路,其在成形箱的底侧或底端生成至少轻微负压。这尤其在未完全闭合的系统时是有利的,尤其在就流体技术而言闭合的系统的情况下也可以使用活塞,其中,根据活塞行程或活塞形成设定,空气从管或成形箱被吸出,使得袋壁略微向内移动。例如当空气流在成形箱开口处流过且因此借助文丘里效应从中吸走空气时,阀装置也可生成负压,由此也可在成形箱底侧生成负压。
32.尤其优选的是该成形箱从顶端至底端具有至少一个净流通横截面,其中,负压装置在顶端与净流通横截面相连。在此由结构决定地,顶端是指成形箱的上端,袋材在该上端至少尚未全面围绕成形箱被引导。因此,该负压装置可与成形箱相连而不会干扰沿成形箱的袋材输送。
33.在适当设计中,该成形箱被设计为管状或通过弯曲或变形如金属片来制成。因此,提供一种中空的成形箱。如果它在顶端是基本闭合的,则在加载负压时会在成形箱底端产生负压。
34.在优选设计中,净流通横截面和负压装置未提供完全闭合的系统。通过尤其通过成形箱设计获得的期望的泄漏性,可确保即便在长期加载负压情况下也没有负压进入至少一侧闭合的管中,这将会导致管瘪缩或甚至导致管被吸入成形箱中。
35.在适当设计中,在成形箱上设置有至少一个抽吸接管。这种抽吸接管尤其可设置在顶端以便例如与抽吸管路或软管相接。在此,顶端此时又是指在该成形箱区域中尚不存在成形箱整个被袋材包围。
36.优选地,由负压装置生成的负压是可调的。为此,例如可以设置阀门和/或节流阀和/或渗入空气活门,它们能调节生成负压的强度或启动或停止负压生成。负压也可通过脉冲来调节,其中,负压强度在此通过脉冲长度或空气流振动来形成。
37.尤其优选地,至少一个传送柱塞布置在成形箱的底端,其在袋材的传送方向上可被至少轻微移位。这种传送柱塞在此尤其被设计为可至少在局部位移入成形箱且至少在局部继续成形箱的轮廓。为此,传送柱塞尤其可被设计为基本呈锥形。这样的传送柱塞尤其用于继续输送由膜材构成的管或随后待分断的袋,即使移送装置根据设备结构不同已在成形箱底端区域中失去与袋材的接触。在此,该传送柱塞帮助在继续输送时推离该膜。
38.在适当设计中,该传送柱塞中设有至少一个通孔。通过这种设计做到了即便设有传送柱塞也可在管内生成负压,其轮廓将基本闭合成形箱底端并且在继续输送过程中空气也能溢流入所出现的空腔内。
39.优选地,至少一个压力管线也可被引导穿过成形箱。压力管线优选适于并被构造为在管中或在通过一个袋的袋底被一端封闭的管中产生至少轻微的过压。在此,该压力管线尤其用于传送袋或在继续输送时推开所述膜和/或抻直滑离成形箱的管。在此,尤其在使用传送柱塞情况下,这样的压力管线被引导穿过传送柱塞,或者在传送柱塞中设置有对应开口,通过该开口,压力管线可将过压引入由膜材构成的管中。利用该压力管线,还可以帮助空气经由传送柱塞内的开口溢流。
40.优选地,该封口站配属有至少一个分断机构。该分断机构在制造下一个袋的袋底过程中或之后分断预先形成的袋,由此制成一端敞口的袋。这种分断机构例如可以通过高速切割刀提供,它可布置在封口站下游或也可集成在封口站内。根据设计的不同,可以采用压刀和/或拉刀。尤其在以膜为袋材时,之前形成的袋可以在制造下一个袋的袋底时被热切断。为此例如可设置热焊夹钳,其被集成到封口站中或被提供给封口站。它可以如此形成,即,仍挂在下方且尚未被切断的袋与袋底制造同时地被热切断。在此须确保热切断不会引起制成袋的敞开顶端的膜层彼此粘连。
41.本发明的方法适用于借助如上所述的设备制造至少一个敞口袋。至少一层基本柔软的袋材尤其作为连续材料围绕呈待成形袋的轮廓的成形箱布置。借助封口装置,袋材被接合而形成管,该管沿成形箱被进一步传送。在成形箱下方设置有封口站用于制作待成形的袋的袋底。根据本发明,至少在制造下一个袋的袋底之前和/或期间,在由袋材构成的管中借助负压装置产生至少轻微的负压。
42.本发明的方法还提供以上关于设备所描述的优点。
43.制成的袋优选在制作下一个袋的袋底时借助分断机构被分断。
44.尤其优选的是,管的传送得到至少一个传送柱塞位移的帮助,该传送柱塞优选能沿着传送方向和反向于传送方向移动。
45.在适当设计中,也可以或附加地借助过压装置至少有时在管中产生至少轻微的过压,以便沿着成形箱进一步输送该管或者帮助在成形箱端部推离所述膜。
附图说明
46.可从以下将参照附图来描述的实施例中得到本发明的其它优点和特征,附图示出:
47.图1示出具有用于制造袋的本发明上游装置的散料用灌装设备的总立体示意图;
48.图2示出本发明的用于制造敞口袋的设备的实施例的纯立体示意图;
49.图3示出本发明的用于制造敞口袋的设备的实施例的纯主视示意图(为了更清楚而省略了一些零部件);
50.图4示出图3中所标区域的放大图;
51.图5示出本发明的用于制造敞口袋的设备的实施例的侧视示意图;
52.图6示出根据图5的视图,其中为了更清楚而省略了一些零部件;
53.图7示出本发明的用于制造敞口袋的设备的实施例的侧视示意图;
54.图8示出本发明的用于制造敞口袋的设备的实施例的侧视示意图;
55.图9示出本发明的用于制造敞口袋的设备的实施例的侧视示意图;
56.图10示出在成形箱内的传送柱塞的仰视示意图。
57.附图标记列表
58.1设备;2成形装置;3成形箱;4顶端;5底端;6移送装置;7封口装置;8封口站;9负压装置;10负压管线;11活塞;12文丘里装置;13净流通横截面;14抽吸接管;15传送柱塞;16传送方向;17通孔;18压力管线;19分断机构;20供给机构;21偏转系统;22成形凸肩;23带传动件;24高速切割刀;100敞口袋;101袋材;102管;103袋底;104袋壁;105闭合缝(焊缝,粘缝);200散料灌装设备;201灌装转盘;202灌料箱;250移送装置;251传送箱。
具体实施方式
59.图1示出用于将散料和流体灌入柔性的上敞式敞口袋100的设备200的总立体视图。在图1所示的设备200中制造的袋100由柔性袋材101构成,在此由塑料材料或膜构成。
60.在所示实施例中,设备200包括根据本发明的用于制造敞口袋100的设备1、移送装置250、灌装转盘201和压实站,在此,附图未示出该压实站。
61.根据本发明的用于制造袋100的设备1提供袋,袋在所示实施例中掉入或滑入移送装置250的传送箱251中。接着,传送箱251转动并允许在灌料箱202上方敞口袋100向下掉入灌料箱202。在灌料箱202中,袋在灌装同时在灌装转盘上行进。
62.为了制造袋100,袋材101自供给机构20越过成形凸肩22地围绕成形箱3被引导,从而袋材101的连续条带至少略微重叠。借助封口装置7,围绕成形箱3布置的袋材101被制成管102,封口站8接着在该管内加入袋底103。
63.敞口袋100须具有预定的形状或轮廓以顺利滑入或掉入传送箱251和灌料箱202。这借助根据本发明的用于制造敞口袋的设备来保证。此外,做到了敞口袋即使在若有的后续压实情况下或甚至在极度再压实情况下也能保持其期望形状。
64.图2-6纯示意性地示出根据本发明的用于制造空袋100的设备的实施例的各视图。
65.在所示实施例中,设备1除包括用于袋材101的供给机构20之外还包括偏转系统21,该偏转系统包括多个滚筒,袋材101层在该滚筒上方越过成形凸肩22被送至成形箱3,该成形凸肩在图2-6中未被详细示出。在所示实施例中,成形凸肩22和成形箱3形成该成形装
置2。
66.在此,成形箱3具有待制造的敞口袋100的轮廓,其中,袋材101层或各层越过成形凸肩22地被适当送至成形箱3或被引导围绕成形箱3,从而袋材可借助封口装置7按照待成形的袋100的轮廓被接合成管102。
67.围绕成形箱3布置的袋材101借助移送装置6沿成形箱被输送,移送装置在所示实施例中包括一对带驱动机构23。带驱动机构23在此将袋材101压抵至成形箱3,由此将袋材101或管102沿传送方向16输送经过成形箱3。
68.成形箱3具有顶端4和底端5,其中,在底端5下方设有封口站8,封口站从由袋材101制成的管102通过加入袋底103制造出袋100或成型袋,其借助分断机构19自管102被分断开。
69.根据本发明,设有在成形箱3的底端5产生至少一个负压的负压装置9。
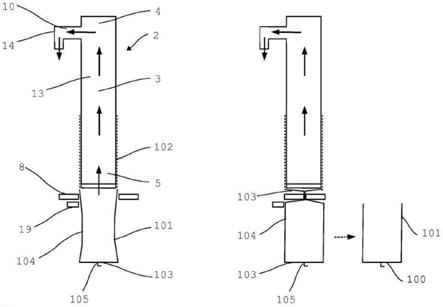
70.图7示意性示出根据本发明的设备1的实施例,为了更清楚起见而仅示出成形箱3、封口站8和分断机构19。
71.可以看到,袋材101或之前由袋材101形成的管102沿成形箱3被输送,其中该成形箱具有随后的敞口袋100的期望轮廓。
72.图7纯示意性示出在封口站8为形成袋底103而闭合时所发生的情况。由于带有之前制得的袋100的袋底103的管102仍悬挂在成形箱3的下方,故在封口站8闭合以形成后续袋100的袋底103时管102内存在的所有空气也被赶入带有袋底103的管102的在传送方向16上靠下的部段中。
73.由此,该部段鼓胀并且袋壁104外鼓。虽然一旦分断机构109、在此是高速切割刀已从管102的余部上切掉于是向上敞口的袋100就会使现存于袋100内的过压消散,但是,袋壁104不会完全又复位或令人满意地复位。这有以下缺点,袋不会轻松滑入布置在下方的传送箱251并且也不会稍后滑入灌料箱202。
74.如图8所示,在所示实施例中,在成形箱3的底端5处通过抽吸接管14经由该成形箱3内的净流通横截面13生成负压。抽吸接管14在此设置在成形箱的顶端4。在此,顶端4不一定是指成形箱3的最顶侧部段,而是成形箱3的尚未被袋材101完全包围以致可自由接近成形箱3的任意部段。因此或许也从上方。
75.此时,通过与抽吸接管14相连的负压管线10来提供负压。但根据设计的不同,负压装置9也可以包括例如活塞11和/或文丘里装置12。
76.如图8所示,在之前形成的袋的管部段中借助负压装置产生轻微负压,从而袋壁104略微向内隆凸。
77.如果现在封口站8闭合,则空气又从管102也被压入在封口站8下方的管部段中,从而在所示例子中袋壁104又向外压,从而形成具有期望轮廓的敞口空袋100,该期望轮廓由成形箱3预定并可被进一步可靠处理。
78.另外,通过至少在制作下一个袋100的袋底103时或在封口站8闭合时形成轻微负压而做到了袋材101或堆叠的袋材101在制作袋底103时不会相对移位,从而例如以焊缝和/或粘缝的形式形成有序制成的袋底103或闭合缝105。
79.图9纯示意性示出在成形箱3的底端5可设有传送柱塞15,该传送柱塞能在传送方向16上和反向于传送方向16运动。传送柱塞15在所示实施例中呈锥形构成,从而传送柱塞
15的至少一部分可容置在成形箱3中。传送柱塞15的另一个部段在此延续成形箱3的外轮廓。传送柱塞15的外周优选略小于成形箱的外周,使得膜能轻松滑动越过并在传送柱塞15反向运动时不会又被同时回拉。
80.传送柱塞15在传送方向16上的运动导致围绕成形箱3成形的管102被进一步输送,即使此时在该区域中移送装置6不再接触管102并由此袋材101位移。在此,传送柱塞15使管102滑离或离开成形箱3或运动起来的管102脱离成形箱3变得容易。
81.另外,图9纯示意性示出压力管线18,其可通过成形箱3或以其它适用方式与成形箱的底端5有效连接。因此,也可以借助该压力管线在最后的管段中形成过压以帮助在分断所述袋100之前输送袋100或管102。
82.图10纯示意性示出位于成形箱3内的传送柱塞15的仰视图。在此可看见传送柱塞15占满成形箱3的整个横截面,从而无法穿过成形箱3地在成形箱3的底端5处生成负压。
83.因此,在所示实施例中,在传送柱塞15中设置有多个通孔17,穿过该通孔,由成形箱3施加的负压也可以穿过传送柱塞15地作用于成形箱3的底端5,或者空气可以在管继续输送时溢流。
84.另外,图10示出压力管线18也可具有通孔17或其可布置在另一个通孔17中,从而临时过压也可穿过传送柱塞加载于成形箱3下方的管102内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1