通过人工智能提升纺纱排杂性能的方法及系统与流程
1.本发明涉及智能纺纱设备技术领域,尤其涉及一种通过人工智能提升纺纱排杂性能的方法及系统。
背景技术:
2.转杯纺纱机已经成为新型纺纱中技术最成熟、应用面最广、经济社会效应较大的纺纱形式。在纺纱的过程中经常会出现各种形形色色的杂物,比如说丙纶丝、毛发以及“三丝”等等,这些杂物的出现大大降低原料出产的产品质量,因此纺纱的过程需要进行排杂以除去棉条中杂质。
3.目前在市场上抽气式转杯纺纱机中,其分梳剥离杂质有两种方式:第一种是利用杂质离心力作用进行自由落杂。其通常将分梳辊与竖直面成一定夹角α布置(α小于90度),杂质剥离方向和水平面成α角,杂质排除依靠分梳辊的高速旋转带动下产生的离心力和重力综合作用,称之为自由排杂。该方式往转杯输送纤维转移通道较长,使得纤维得到充分的伸直,成纱一致性较好,能耗低。第二种是主动吸杂方式。其分梳辊采用竖直布置,杂质剥离方向和水平面成平行状态,杂质排除是完全依靠气流高负压抽吸进行分离,其对各种含有杂质量较大的原料也能够进行有效的杂质分离,适应面较广。
4.然而,现有排杂方案存在如下缺陷:
5.1)采用自由落杂方式时,在杂质分离过程中,短绒等重量较轻的轻杂质在分离时甩不远,距离纤维输送区域较近,在纤维输送负压气流的作用下容易在剥离区域积聚后反吸回分梳腔体,产生翻卷反吸,导致纱线断头率增高,对短绒杂质较多的再生原料的适应性差。采用主动吸杂方式时,要求较高的吸杂负压才能将杂质沿水平面方向剥离,吸杂负压出现细小波动都会导致排除的杂质数量有变化,进而导致成纱粗细节变异较大;而且还存在设备能耗高和吸杂通道容易堵塞的缺点。也就是说,现有转杯纺纱机分梳剥离杂质的方式,无法在原料适应性、成纱质量一致性、能耗低等方面实现面面俱到。
6.2)无论是自由落杂还是主动吸杂,进入分梳腔中的所有棉条都是基于相同的排杂流程进行排杂分梳的,排杂流程无法根据棉条原料的纤维特征——比如纤维长度特征、棉条密实度特征等——进行自动调整,而实际上不同棉条上的纤维长度、纤维密度往往具有一定差异。一方面,随着纤维长度的增长,纤维之间相互交错所形成的表面附着力也会增大,对杂质的附着力和包裹力也会增大;另一方面,对于较为密实的棉条(棉纤维在压力作用下会被压实),棉条的纤维密度也相对较大,纤维之间相互之间的连接较为紧密,使得杂质容易被包裹在其中,不易被排出。如果对所有棉条原料都采用无差别的排杂流程,可能造成能源浪费或无法达到排杂效果。
7.针对现有纺纱机市场的上述困境,如何提供一种能够根据棉条的纤维特征进行与纤维特征匹配的智能排杂技术方案是当前亟需解决的技术问题。进一步,如何兼顾原料适应性、成纱质量一致性和低能耗也是当前亟需解决的技术问题。
技术实现要素:
8.本发明的目的在于:克服现有技术的不足,提供了一种通过人工智能提升纺纱排杂性能的方法及系统。本发明通过棉条检测器探测棉条的纤维长度特征,在排杂分梳时根据棉条的纤维长度特征的智能调整分梳腔的补气强度等级,从而便于杂质与有效纤维分离,实现了基于棉条纤维特征的自适应调节,兼顾了排杂效果和节能需求。
9.为实现上述目标,本发明提供了如下技术方案:
10.一种通过人工智能提升纺纱排杂性能的方法,用于转杯纺纱机中,转杯纺纱机包括安装有分梳辊的分梳腔,所述分梳腔连通棉条喂给通道和纤维输送通道,对应分梳腔下方设有补气通道和分梳腔排杂区,包括如下步骤:
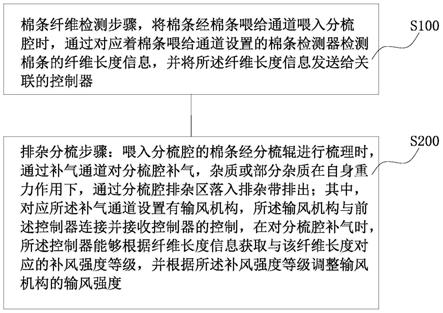
11.棉条纤维检测步骤:将棉条经棉条喂给通道喂入分梳腔时,通过对应着棉条喂给通道设置的棉条检测器检测棉条的纤维长度信息,并将所述纤维长度信息发送给关联的控制器;
12.排杂分梳步骤:喂入分梳腔的棉条经分梳辊进行梳理时,通过补气通道对分梳腔补气,杂质或部分杂质在自身重力作用下,通过分梳腔排杂区落入排杂带排出;其中,对应所述补气通道设置有输风机构,所述输风机构与前述控制器连接并接收控制器的控制,在对分梳腔补气时,所述控制器能够根据纤维长度信息获取与该纤维长度对应的补风强度等级,并根据所述补风强度等级调整输风机构的输风强度。
13.进一步,对应棉条的纤维长度设置有多个补风强度等级,所述补风强度等级与纤维长度和输风强度均呈正向变化,纤维长度越长,对应的补风强度等级越高,输风机构的输风强度也越大。
14.进一步,所述棉条检测器包括摄像头、图像识别单元和纤维性质评估单元,检测棉条的纤维长度信息的步骤如下,
15.通过摄像头拍摄棉条喂给通道中的棉条的图像数据,将棉条图像数据传输给图像识别单元;
16.图像识别单元对棉条图像数据进行识别,获取棉条中的纤维排列信息,并将纤维排列信息发送给纤维性质评估单元;
17.根据前述纤维排列信息,纤维性质评估单元基于预设的纤维性质评估模型评估棉条的纤维长度信息。
18.进一步,通过所述棉条检测器检测棉条的纤维密度信息,并将所述纤维密度信息发送给关联的控制器;所述棉条的纤维密度是指单位体积下棉条的质量值;
19.所述控制器能够结合棉条的纤维长度信息和纤维密度信息,获取对应的补风强度等级,并根据所述补风强度等级调整输风机构的输风强度;或者,
20.所述控制器能够根据所述纤维密度信息,对前述纤维长度对应的补风强度等级进行再调整,并根据调整后的补风强度等级调整输风机构的输风强度。
21.进一步,所述棉条检测器包括设置在棉条喂给通道上的测重部和多视角摄像部,所述多视角摄像部连接图像重建处理单元,所述测重部和图像重建处理单元连接前述纤维性质评估单元;
22.所述多视角摄像部包括多个摄像头以获取当前棉条喂给通道中的棉条的多角度图像数据,并将所述多角度图像数据发送给图像重建处理单元;通过所述图像重建处理单
元对前述棉条的多角度图像数据进行三维重建以获取棉条的三维尺寸信息,并将棉条的三维尺寸信息发送给纤维性质评估单元;
23.所述测重部对当前棉条喂给通道上的棉条进行质量测量,并将获取的质量值发送给纤维性质评估单元;
24.所述纤维性质评估单元根据棉条的三维尺寸信息获得棉条的体积值,并结合质量值计算棉条的纤维密度信息。
25.进一步,所述分梳辊表面阵列布置有多个喷气孔,喷气孔连接喷气装置,喷气装置与棉条检测器的纤维性质评估单元连接;
26.所述纤维性质评估单元,能够将棉条的纤维密度信息与预设的纤维密度阈值进行比对,并在棉条的纤维密度信息大于纤维密度阈值时,向喷气装置发出喷气指令;
27.根据所述喷气指令,在前述棉条经分梳辊进行梳理时喷气装置控制喷气孔进行喷气以提高棉条松散度,以便杂质与有效纤维分离。
28.进一步,对应分梳腔排杂区设置有向下倾斜布置的杂质剥离面,所述杂质剥离面上设置有吸杂口以进行吸杂;
29.排杂时,通过所述杂质剥离面在分梳辊下部形成向下倾斜的杂质剥离通道,所述杂质剥离通道由上到下包括有效纤维区、翻卷反吸区和自由落杂区,有效纤维区的长纤维保持在分梳腔内参与成纱,翻卷反吸区的杂质通过前述吸杂口吸入吸杂通道排出,自由落杂区的杂质自由落入排杂带排出。
30.进一步,所述杂质剥离面和水平面成60
‑
70
°
角向下倾斜布置。
31.本发明还提供了一种通过人工智能提升纺纱排杂性能的系统,所述系统包括转杯纺纱机和补风ai调节装置;
32.转杯纺纱机包括安装有分梳辊的分梳腔,所述分梳腔连通棉条喂给通道和纤维输送通道,对应分梳腔下方设有补气通道和分梳腔排杂区;喂入分梳腔的棉条经分梳辊进行梳理时,通过补气通道对分梳腔补气,杂质或部分杂质在自身重力作用下,通过分梳腔排杂区落入排杂带排出;
33.所述补风ai调节装置包括棉条检测器、输风机构和控制器;
34.所述棉条检测器对应着棉条喂给通道设置,在棉条经棉条喂给通道喂入分梳腔时,通过棉条检测器检测棉条的纤维长度信息,并将所述纤维长度信息发送给所述控制器;
35.所述输风机构对应补气通道设置以对调整对分梳腔的补气,输风机构与前述控制器连接并接收控制器的控制;
36.所述控制器被配置为:根据接收的纤维长度信息,获取与该纤维长度对应的补风强度等级,并根据所述补风强度等级调整输风机构的输风强度。
37.进一步,所述棉条检测器还被配置为检测棉条的纤维密度信息,并将所述纤维密度信息发送给关联的控制器;所述棉条的纤维密度是指单位体积下棉条的质量值;
38.所述控制器被配置为:结合棉条的纤维长度信息和纤维密度信息,获取对应的补风强度等级,并根据所述补风强度等级调整输风机构的输风强度;或者,
39.所述控制器被配置为,根据所述纤维密度信息,对前述纤维长度对应的补风强度等级进行再调整,并根据调整后的补风强度等级调整输风机构的输风强度。
40.本发明由于采用以上技术方案,与现有技术相比,作为举例,具有以下的优点和积
极效果:通过棉条检测器探测棉条的纤维长度特征,对于长纤维,在排杂分梳时根据棉条的纤维长度特征的智能调整分梳腔的补气强度等级,从而便于杂质与有效纤维分离,实现了基于棉条纤维特征的自适应调节,兼顾了排杂效果和节能需求。进一步,还通过棉条检测器探测棉条的纤维密度特征,根据棉条的纤维密度特征的进一步调整补气强度等级。进一步,将自由落杂和精准吸杂有机结合,减小或消除了分梳腔排杂区杂质翻卷反吸,具有原料适应性广、成纱质量一致性好和能耗低的特点。
附图说明
41.图1为本发明实施例提供的通过人工智能提升纺纱排杂性能的方法流程图。
42.图2为本发明实施例提供的控制器调节补风强度等级的信息传输示意图。
43.图3为本发明实施例提供的排杂分梳装置的结构示意图。
44.图4为本发明实施例提供的具有喷气孔的排杂分梳装置的结构示意图。
45.图5为本发明实施例提供的喷气孔在分梳辊上的布置示意图。
46.图6为本发明实施例提供的杂质剥离通道的分区示意图。
47.图7为本发明实施例提供的系统的模块结构图。
48.附图标记说明:
49.排杂分梳装置100;
50.壳体110;
51.分梳辊120,纤维转移区121,喷气孔122;
52.棉条喂给通道130;
53.纤维输送通道140;
54.补气通道150;
55.分梳腔排杂区160,杂质剥离通道161,有效纤维区161a,翻卷反吸区161b,自由落杂区161c;
56.杂质剥离面170,吸杂口171,吸杂通道172,吸管173,吹气装置174;
57.棉条检测器180。
具体实施方式
58.以下结合附图和具体实施例对本发明公开的通过人工智能提升纺纱排杂性能的方法及系统作进一步详细说明。应当注意的是,下述实施例中描述的技术特征或者技术特征的组合不应当被认为是孤立的,它们可以被相互组合从而达到更好的技术效果。在下述实施例的附图中,各附图所出现的相同标号代表相同的特征或者部件,可应用于不同实施例中。因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
59.需说明的是,本说明书所附图中所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定发明可实施的限定条件,任何结构的修饰、比例关系的改变或大小的调整,在不影响发明所能产生的功效及所能达成的目的下,均应落在发明所揭示的技术内容所能涵盖的范围内。本发明的优选实施方式的范围包括另外的实现,其中可以不按所述的或讨论的顺序,包括根据所涉及的功能按
基本同时的方式或按相反的顺序,来执行功能,这应被本发明的实施例所属技术领域的技术人员所理解。
60.实施例
61.参见图1所示,为本发明提供了一种通过人工智能提升纺纱排杂性能的方法的流程图。
62.所述转杯纺纱机包括安装有分梳辊的分梳腔,所述分梳腔连通棉条喂给通道和纤维输送通道,对应分梳腔下方设有补气通道和分梳腔排杂区。纺纱时,棉条经棉条喂给通道送入分梳腔中进行梳理,梳理后的纤维经纤维输送通道进入到转杯的内部,再从凝聚槽出来,被牵引进入假捻盘后被制成纱线。
63.本实施例中,对应着棉条喂给通道设置有棉条检测器。所述棉条检测器用于在棉条经棉条喂给通道喂入分梳腔时检测棉条的纤维长度信息,并将纤维长度信息发送给关联的控制器。对应所述补气通道还设置有输风机构,所述输风机构与前述控制器连接并接收控制器的控制。在对分梳腔补气时,所述控制器能够根据前述纤维长度信息获取与该纤维长度对应的补风强度等级,并根据所述补风强度等级调整输风机构的输风强度,从而实现基于棉条纤维特征的自适应排杂调节。
64.具体的,通过人工智能提升纺纱排杂性能的方法的步骤可以如下:
65.s100,棉条纤维检测步骤,将棉条经棉条喂给通道喂入分梳腔时,通过对应着棉条喂给通道设置的棉条检测器检测棉条的纤维长度信息,并将所述纤维长度信息发送给关联的控制器。
66.所述棉条检测器与关联的控制器通信连接。所述通信连接,可以是有线通信也可以是无线通信。优选的采用无线通讯方式,使得控制器的设置更为灵活。
67.优选的,所述棉条检测器包括摄像头、图像识别单元和纤维性质评估单元,利用棉条检测器检测棉条的纤维长度信息的步骤可以如下:
68.s110,通过摄像头拍摄棉条喂给通道中的棉条的图像数据,将棉条图像数据传输给图像识别单元。
69.s120,图像识别单元对棉条图像数据进行识别,获取棉条中的纤维排列信息,并将纤维排列信息发送给纤维性质评估单元。
70.所述纤维排列信息,是指棉条中纤维的空间分布状态。
71.s130,根据前述纤维排列信息,纤维性质评估单元基于预设的纤维性质评估模型评估棉条的纤维长度信息。
72.所述纤维性质评估模型,作为举例而非限制,可以是基于已有常见棉条的纤维排列信息建立的纤维排列信息与纤维可视性属性的映射模型,所述的纤维可视性属性信息(可通过视觉观察到的特征),包括但不限于纤维颜色信息、纤维长度信息、纤维线密度(粗细)信息,纤维间距信息等参数。如此,基于输入的纤维排列信息,就可以通过纤维性质评估模型获取对应的纤维长度信息。优选的,所述纤维长度信息用等级来表示,低于预设标准长度的纤维在纤维性质评估模型归类为短纤维等级,超过预设标准长度的纤维在纤维性质评估模型归类为长纤维等级。
73.s200,排杂分梳步骤:喂入分梳腔的棉条经分梳辊进行梳理时,通过补气通道对分梳腔补气,杂质或部分杂质在自身重力作用下,通过分梳腔排杂区落入排杂带排出;其中,
对应所述补气通道设置有输风机构,所述输风机构与前述控制器连接并接收控制器的控制,在对分梳腔补气时,所述控制器能够根据纤维长度信息获取与该纤维长度对应的补风强度等级,并根据所述补风强度等级调整输风机构的输风强度。
74.具体实施时,控制器可以获取预设的纤维长度信息与补风强度等级的映射表,然后基于接收的纤维长度信息,通过查找该映射表来获取对应的补风强度等级。所述映射表可以由用户建立后,存储在控制器的存储器中,或者存储在与控制器连接的服务器中。
75.所述输风强度,即输出的风的强度(或称风力),其值与风速相关。本实施例中,所述输风机构的输风强度可以分为多个等级,一个强度等级对应一个风速范围。
76.所述输风机构可以包括气源和输风管路,输风管路的输出口连通补气通道,输气管路的输入口连接气源,所述气源优选为气泵。需要输风时,通过气泵向输风管路鼓入空气,空气近输风管路向补气通道输出,对分梳腔进行补气。
77.调整输风机构的输风强度的方式,可以通过调节气泵的输气流量来实现,作为举例,比如进行气泵转速调节(此时,气泵的驱动机与控制器连接并接收控制器的控制),或者调节气泵进气阀开度(此时,进气阀与控制器连接并接收控制器的控制);也可以通过在输风管路上设置电磁阀来调节管路的输气流量(此时,所述电磁阀与控制器连接并接收控制器的控制)。
78.优选的,对应棉条的纤维长度可以设置有多个补风强度等级,一个补风强度等级对应一个纤维长度范围,各补风强度等级对应的纤维长度范围互不重合。所述补风强度等级与纤维长度和输风强度均呈正向变化,即,纤维长度越长,对应的补风强度等级越高,输风机构的输风强度也越大,即增加分梳腔补气,即增加分梳腔补气;反之,纤维长度越短,对应的补风强度等级越低,输风机构的输风强度也越小。因为随着纤维长度的增长,纤维之间相互交错所形成的表面附着力也会增大,对杂质的附着力和包裹力也会增大;而通过增加输风强度,可以增加分梳腔内单位时间内的补气量,更强的气流作用在棉条纤维上,便于棉条纤维与棉条纤维、棉条纤维与杂质进行分离。
79.优选的实施方式中,可以设置有两个补风强度等级,分别为0级和1级;当检测到的纤维长度信息为长纤维等级时,选择1级补风强度,否则选择0级补风强度,即短纤维等级选择0级补风强度。
80.本实施例的另一实施方式中,考虑到棉条的纤维密度也会影响到排杂——对于较为密实的棉条(棉纤维在压力作用下会被压实),棉条的纤维密度也相对较大,纤维之间相互之间的连接较为紧密,使得杂质容易被包裹在其中,不易被排出——还可以根据棉条的纤维密度来调整补风强度等级。
81.具体的,通过所述棉条检测器检测棉条的纤维密度信息,并将所述纤维密度信息发送给关联的控制器。所述棉条的纤维密度是指单位体积下棉条的质量值。
82.在一个实施方式中,所述控制器能够根据结合棉条的纤维长度信息和纤维密度信息,获取对应的补风强度等级,并根据所述补风强度等级调整输风机构的输风强度,参见图2所示。
83.在另一个实施方式中,所述控制器能够根据所述纤维密度信息,对前述纤维长度对应的补风强度等级进行再调整,并根据调整后的补风强度等级调整输风机构的输风强度。
84.具体设置时,所述棉条检测器还可以包括设置在棉条喂给通道上的测重部和多视角摄像部,所述多视角摄像部连接图像重建处理单元,所述测重部和图像重建处理单元连接前述纤维性质评估单元。
85.所述多视角摄像部包括多个摄像头以获取当前棉条喂给通道中的棉条的多角度图像数据,并将所述多角度图像数据发送给图像重建处理单元;通过所述图像重建处理单元对前述棉条的多角度图像数据进行三维(3d)重建以获取棉条的三维尺寸信息,并将棉条的三维尺寸信息发送给纤维性质评估单元。
86.所述测重部对当前棉条喂给通道上的棉条进行质量测量,并将获取的质量值发送给纤维性质评估单元。作为典型方式的举例而非限制,所述测重部可以包括设置在棉条喂给通道中的电子秤,棉条通过棉条喂给通道时,通过电子秤测量当前通过的棉条的质量。
87.所述纤维性质评估单元根据棉条的三维尺寸信息获得棉条的体积值,并结合质量值计算棉条的纤维密度信息。棉条的纤维密度等于当前棉条的质量除以其体积。
88.为进一步提高密实度较高的棉条中的杂质分离效率,还可以设置喷气孔对棉条纤维进行喷气鼓风。具体实施时,优选的,可以在所述分梳辊表面阵列布置多个喷气孔,喷气孔连接喷气装置;同时喷气装置与棉条检测器的纤维性质评估单元连接。
89.所述纤维性质评估单元,能够将棉条的纤维密度信息与预设的纤维密度阈值进行比对,并在棉条的纤维密度信息大于纤维密度阈值时,向喷气装置发出喷气指令。根据所述喷气指令,在前述棉条经分梳辊进行梳理时喷气装置控制喷气孔进行喷气以提高棉条松散度,以便杂质与有效纤维分离。
90.进一步,考虑到短绒等重量较轻的轻杂质距离纤维输送区域较近,在纤维输送负压气流的作用下容易在剥离区域积聚后反吸回分梳腔体产生翻卷反吸,还设置了自由落杂与精准吸杂相结合的排杂结构。具体的,对应分梳腔排杂区还设置有向下倾斜布置的杂质剥离面,所述杂质剥离面上设置有吸杂口以进行吸杂。本实施例中,所述杂质剥离面和水平面成60
‑
70
°
角向下倾斜布置,优选为65
°
角。
91.排杂时,通过所述杂质剥离面在分梳辊下部形成向下倾斜的杂质剥离通道。在喷气孔的喷气鼓风作用、分梳辊离心力、补气托持力和自身重力的综合作用下,所述杂质剥离通道由上到下可以包括有效纤维区、翻卷反吸区和自由落杂区。有效纤维区的长纤维保持在分梳腔内参与成纱。翻卷反吸区的杂质通过前述吸杂口吸入吸杂通道排出。自由落杂区的杂质自由落入排杂带排出。
92.下面结合图3至图6详细描述对应上述方法的排杂分梳装置,以及将自由落杂与精准吸杂相结合的排杂结构。
93.参见图3所示,所述排杂分梳装置100包括设置有分梳腔的壳体110,所述分梳腔内安装有分梳辊120,壳体110上设置有与分梳腔分别连通的棉条喂给通道130和纤维输送通道140。纺纱时,棉条经棉条喂给通道130送入分梳腔中进行梳理,梳理后的纤维经纤维输送通道140进入到转杯的内部,再从凝聚槽出来,被牵引进入假捻盘后被制成纱线。
94.对应着分梳腔下方设置的补气通道150和分梳腔排杂区160。通过补气通道150进行分梳腔补气,补气方向对应着分梳辊120下方。
95.在壳体110上对应分梳腔排杂区160设置有向下倾斜布置的杂质剥离面170,杂质剥离面170上设置有吸杂口171。本实施例中,所述杂质剥离面和水平面成60
‑
70
°
角向下倾
斜布置,优选为65
°
角。
96.通过杂质剥离面170可以在分梳辊120的下部形成向下倾斜的杂质剥离通道161,所述杂质剥离通道161由上到下可以包括有效纤维区、翻卷反吸区和自由落杂区。所述翻卷反吸区的杂质可以通过前述吸杂口171吸入吸杂通道后排出,所述自由落杂区的杂质则自由落入排杂带排出。优选的,所述吸杂口、吸杂通道与分梳腔排杂区一体成型设置。吸杂通道172的前端连接吸杂口171,或者将吸杂口171作为吸杂通道172前端的一部分。所述吸杂通道172优选为l型通道,所述l型通道的内拐角进行圆角处理。所述吸杂通道172的尾部通过吸管173与吸杂主风管连通。
97.所述分梳辊120的左侧设置有纤维转移区121用于转移分梳后的棉条。所述纤维转移区121设置于纤维输送通道140的下方,棉条在分梳之后先经过纤维转移区121,再通过纤维输送通道140输送至转杯。
98.所述棉条喂给通道130可以包括喂棉喇叭、喂棉罗拉和喂棉板。所述喂棉喇叭可以由塑料或胶木压制而成,其通道截面自入口至出口逐渐收缩成扁平状,棉条通过喂棉喇叭,其截面随之相应变化。喂棉喇叭的内壁光滑,以减少喇叭口对棉条的摩擦阻力,避免产生意外牵伸而破坏了棉条的均匀度。
99.喂棉罗拉优选为一沟槽罗拉,与喂棉板共同握持,并借喂棉罗拉的积极回转,将棉条输送给分梳辊分梳。为避免棉条受分梳时向分梳辊两端扩散。喂棉板的前端被设计成凹状,可以限制棉条的宽度。
100.对应着棉条喂给通道130设置有棉条检测器180。对应所述补气通道150还设置有输风机构(图中未示出)。
101.所述棉条检测器180的摄像头、测重部和多视角摄像部优选的对应着喂棉喇叭内侧设置。
102.参见图4所示,本实施例中,所述分梳辊120的表面还阵列布置有多个喷气孔122,喷气孔122连接喷气装置,喷气装置与棉条检测器的纤维性质评估单元连接。
103.所述纤维性质评估单元被配置为,比对前述棉条的纤维密度信息与预设的纤维密度阈值,在判定前述棉条的纤维密度信息大于纤维密度阈值时,向喷气装置发出喷气指令。
104.所述喷气装置,用于根据所述喷气指令,在前述棉条经分梳辊进行梳理时控制喷气孔进行喷气以提高棉条松散度,以便杂质与有效纤维分离。所述喷气装置优选为气泵。
105.所述喷气孔122在分梳辊120上的布置方式可以是矩阵阵列(参见图5所示)、梅花状阵列、六边形阵列等各种阵列,阵列的具体形状不应作为对本发明的限制。
106.喷气孔与喷气装置的连接,包括将喷气孔与喷气装置直接连接——作为举例,比如对应每个喷气孔设置微型喷气装置;也包括将喷气孔与喷气装置通过连接管路、控制结构或其它需要的连接件进行间接连接——作为举例,比如将多个喷气孔通过各种的子管路合并到主管路后,通过主管路与喷气装置连接。
107.本实施例提供的上述技术方案,一方面,分梳腔排杂区160和水平面成65
°
向下倾斜布置,杂质在分梳辊120的离心力、杂质剥离面上吸杂口的负压吸力、以及杂质自身重力等综合作用力下排出。参见图6所示,对于最上面的有效纤维区161a,该区域的纤维长,单位体积重量小,分梳补气托持力大于离心力和重力综合作用力,使有限纤维保持在分梳腔体内参与成纱。对于中间的翻卷反吸区161b,该区域主要由轻杂质、短绒等杂质组成(由于分
梳补气托持力和离心力以及重力持平,使得该部分杂质容易反吸回分梳体内,导致意外断头),本发明通过在杂质剥离面上设置吸杂口,在吸杂口的吸杂负压吸力作用下实现精准吸杂,该部分杂质综合作用下处于向下,致使轻杂质、短绒等杂质通过吸杂通道被顺利排出,显著提高了再生原料的适应性。由于吸杂主要用于清除轻杂质、短绒等,防止其翻卷反吸回分梳腔体,故吸杂负压要求不高,保证了低能耗。对于下面的自由落杂区161c,该区域主要是棉结、棉籽壳、短线头等重杂质,单位体积重量大,分梳补气托持力远小于离心力和重力综合作用力,致使重杂、大杂质自由落入排杂带排出。上述方案尤其适用于含杂量较多再生原料,杂质中的重杂、大杂质等靠分梳离心力自由排出,杂质中的轻杂、短绒等靠吸杂转移清除,消除了分梳腔体排杂区杂质翻卷反吸,从而最大限度保留有效纤维成纱,实现精准除杂,保证了高制成率,同时减少了因杂质翻卷反吸导致的棉结断头,增加了再生原料适纺性。
108.另一方面,还能够利用图像识别技术来进行棉条纤维特征检测,并根据棉条检测结果智能地调节补风强度等级,从而增加杂质排出效率,提高排杂工作的智能性,进一步降低能耗。
109.优选的,对应吸杂口171或吸杂通道172还可以设置有吹气装置174,参见图6所示。在一个实施方式中,通过所述吹气装置174能够定期对吸杂口或吸杂通道进行吹气清洁,防止吸杂管路堵塞。在另一个实施方式中,还可以根据用户的操作,通过吹气装置174对吸杂口或吸杂通道进行吹气清洁,防止吸杂管路堵塞。
110.参见图7所示,为本发明的另一实施例,提供了一种通过人工智能提升纺纱排杂性能的系统。
111.所述系统包括转杯纺纱机和补风ai(人工智能)调节装置。
112.转杯纺纱机包括安装有分梳辊的分梳腔,所述分梳腔连通棉条喂给通道和纤维输送通道,对应分梳腔下方设有补气通道和分梳腔排杂区;喂入分梳腔的棉条经分梳辊进行梳理时,通过补气通道对分梳腔补气,杂质或部分杂质在自身重力作用下,通过分梳腔排杂区落入排杂带排出。
113.所述补风ai调节装置包括棉条检测器、输风机构和控制器。
114.所述棉条检测器对应着棉条喂给通道设置,在棉条经棉条喂给通道喂入分梳腔时,通过棉条检测器检测棉条的纤维长度信息,并将所述纤维长度信息发送给所述控制器。
115.所述输风机构对应补气通道设置以对调整对分梳腔的补气,输风机构与前述控制器连接并接收控制器的控制。
116.所述控制器被配置为:根据接收的纤维长度信息,获取与该纤维长度对应的补风强度等级,并根据所述补风强度等级调整输风机构的输风强度。
117.本实施例中,所述棉条检测器还被配置为检测棉条的纤维密度信息,并将所述纤维密度信息发送给关联的控制器;所述棉条的纤维密度是指单位体积下棉条的质量值。
118.在一个实施方式中,所述控制器被配置为:根据结合棉条的纤维长度信息和纤维密度信息,获取对应的补风强度等级,并根据所述补风强度等级调整输风机构的输风强度。
119.在另一个实施方式中,所述控制器被配置为,根据所述纤维密度信息,对前述纤维长度对应的补风强度等级进行再调整,并根据调整后的补风强度等级调整输风机构的输风强度。
120.其他技术特征参见在前实施例,在此不再赘述。
121.在上面的描述中,在本公开内容的目标保护范围内,各组件可以以任意数目选择性地且操作性地进行合并。另外,像“包括”、“囊括”以及“具有”的术语应当默认被解释为包括性的或开放性的,而不是排他性的或封闭性,除非其被明确限定为相反的含义。所有技术、科技或其他方面的术语都符合本领域技术人员所理解的含义,除非其被限定为相反的含义。在词典里找到的公共术语应当在相关技术文档的背景下不被太理想化或太不实际地解释,除非本公开内容明确将其限定成那样。
122.虽然已出于说明的目的描述了本公开内容的示例方面,但是本领域技术人员应当意识到,上述描述仅是对本发明较佳实施例的描述,并非对本发明范围的任何限定,本发明的优选实施方式的范围包括另外的实现,其中可以不按所述出现或讨论的顺序来执行功能。本发明领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1