一种手提袋制袋机的制作方法
1.本实用新型涉及的是一种手提袋制袋机。
背景技术:
2.手提袋作为包装袋被广泛应用于各个领域,目前大多数手提袋的袋口为敞开式,隐秘性不足,特别是食品外送行业,袋口敞开,在外送过程中,路上环境会影响食品卫生,食品也容易从袋口跑出,而且食品从袋内取出、放回也不会有痕迹,因而外送人员偷吃食物也不易发觉,针对上述问题,目前外送行业急需具有密封式袋口的手提袋,如何加工具有密封式袋口手提袋为本领域的一大难题。
技术实现要素:
3.鉴于背景技术中存在的技术问题,本实用新型所解决的技术问题旨在提供一种手提袋制袋机,实现袋口密封式手提袋的自动加工。
4.为解决上述技术问题,本实用新型采用如下的技术方案:该种手提袋制袋机,其特征在于包括有
5.牵引机构,包括有送料辊;
6.纵向分切机构,包括有切刀;
7.覆离型膜机构,包括有料架和导杆,所述导杆设置在覆膜工位;
8.袋体撑开机构,包括有撑开件,沿主料输送方向,所述袋体撑开机构设置在纵向分切机构和覆离型膜机构之间;
9.冲孔机构,包括有冲孔刀;
10.及封切机构。
11.所述切刀从中间纵向分切,将卷料一分为二,分切成左主料和右主料,在袋口处冲孔,形成手提孔,便于用户使用,将左、右主料的袋口打开,在袋口处导入离型膜,这样不仅加工效率高,而且减少废料产生,十分环保,而且降低生产成本;使用时,离型膜剥离,袋体的袋口粘合,这样不仅私密性强,而且具有挡尘作用,袋体内的物品免受污染,同时还具有防盗作用。
12.作为优选,所述手提袋制袋机构还包括主料转向机构,所述主料转向机构包括有
13.左导向组,包括有左导向件;
14.和右导向组,包括有右导向件。
15.作为优选,所述左导向件包括有导向杆一和导向杆二,所述右导向件包括有导向杆三和导向杆四,所述导向杆一、导向杆二、所述导向杆三及导向杆四均倾斜设置,所述导向杆一与导向杆三的倾斜方向相反,所述导向杆一与导向杆二的倾斜方向相同,所述导向杆三与导向杆四的倾斜方向相同。
16.作为优选,所述导向杆一向右下角方向倾斜,所述导向杆三向左下角方向倾斜,且二者形成v字型。
17.所述左主料和右主料分别绕设在左导向件和右导向件上,所述左主料经过导向杆一和导向杆二的导向,最终使得左主料的输送方向不变,并且使左主料的正弦曲线朝外设置,这样就便于覆离型膜以及冲孔作业;同样右主料经过导向杆三和导向杆四的导向,右主料的输送方向也不变,并且使左主料的袋口朝外设置。
18.作为优选,所述手提袋制袋机构还包括有点断机构,所述点断机构包括有上下升降的点断刀,点断刀在袋体覆离型膜的下方形成点断线,这样袋口打开更方便,只要撕扯点断位置即可。
19.作为优选,所述覆离型膜机构还包括有涂胶部件,所述涂胶部件包括有上胶辊或喷胶头。
20.作为优选,所述涂胶部件为间隔涂胶,即对离型膜进行间隔涂胶,离型膜涂有胶液部分使袋体的袋口粘合,未涂有胶液部分使得袋体的袋口留有小孔,用于透气,也便于用户剥离离型膜。
21.作为优选所述纵向分切机构为正弦曲线切割机构,所述切刀安装在刀座上,所述刀座与驱动其横向移动的动力组件连接,所述切刀与驱动其转动的旋转组件连接。采用正弦曲线切割使得左主料和右主料的袋口端为正弦曲线,并且可以在正弦曲线范围内冲孔形成手提孔,相对于直线切割,正弦曲线切割形成的袋体更美观,容量更大。
22.作为优选,所述覆膜工位设置在正弦曲线的下端,也就是离型膜覆在正弦曲线的下端,这样会有部分离型膜没有覆在袋体内,在使用时便于用户将离型膜剥离,同时在袋口的两端留有小口用于透气,这样既保留了挡尘、防盗等作用,同时又便于用户使用,而且对于油炸食品来说完全密封会造成食品软塌,通过小孔透气使油炸食品保留美味。
23.作为优选,所述动力组件、旋转组件以及驱动送料辊转动的驱动件与电气控制器连接。
附图说明
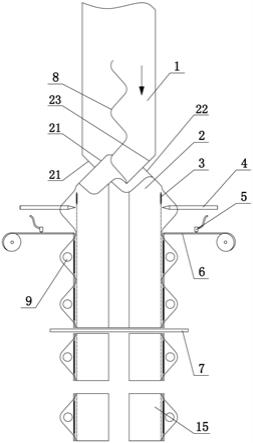
24.图1为本实用新型的结构示意图。
25.图2为手提袋的示意图。
26.图3为本实用新型袋体撑开的示意图。
27.图4为正弦曲线的示意图。
具体实施方式
28.下面结合附图描述本实用新型的实施方式及实施例的有关细节及工作原理。该种手提袋制袋机,包括有牵引机构、纵向分切机构、覆离型膜机构、袋体撑开机构、冲孔机构及封切机构;所述牵引机构包括有送料辊;所述纵向分切机构包括有切刀;所述纵向分切机构是纵向将主料分切成两半,分别为左主料2和右主料1,所述纵向封切机构可以采用直线切割也可以采用正弦曲线切割,所述直线切割后的袋口为直线型,附图中,采用的是正弦曲线切割机构切割,切割后的袋口为正弦曲线型,所述正弦曲线切割机构的切刀安装在刀座上,所述刀座与驱动其横向移动的动力组件连接,所述切刀与驱动其转动的旋转组件连接,所述送料辊将主料向前输送,此为纵向移动,切刀横向移动的同时转动,在主料上形成正弦曲线切割,将主料分切成左主料2和右主料1,并使左主料和右主料的袋口端为正弦曲线8,所
述动力组件可以采用丝杠机构,所述丝杆及导杆横向设置,刀座与螺母连接,电机驱动丝杆转动,使螺母及刀座沿导杆横向移动,所述动力组件还可以采用气缸与导杆配合,即导杆横向设置,所述气缸的活塞杆与刀座连接,气缸驱动刀座沿导杆横向移动;所述旋转组件可以选用电机或旋转气缸等。所述覆离型膜机构包括有料架和导杆,所述导杆设置在覆膜工位,所述覆膜工位设置在袋体的袋口处,即在袋体的袋口处覆离型膜6,当离型膜剥离后,所述袋体正反面的袋口处粘合;所述袋体撑开机构包括有撑开件4,见附图3,所述撑开件可以采用撑开杆或撑开板,只要将袋口处的上层料12和下层料14分离即可,沿主料输送方向,所述袋体撑开机构设置在纵向分切机构和覆离型膜机构之间,即在覆离型膜之前需要将两层主料分离,使离型膜覆在袋体内侧;所述冲孔机构包括有冲孔刀,若袋口为正弦曲线型,则冲孔刀设置在正弦曲线8范围内,见附图4,即正弦曲线至x轴这一范围内,在该处冲孔,形成手提孔9,成为手提袋;
29.所述封切机构为现有技术,是将连续的主料封合并切断,形成单元袋体。所述封切机构主要有以下三种形式,第一种采用热切刀7,热切刀对主料进行横向封合并切断,形成独立的单元袋体;第二种采用封合与冷切刀结合,即主料先进行横向封合,形成独立的袋体,封合线为两条,一条为前一袋体的后侧封线,另一条为后一袋体的前侧封线,封合方式可以热封、超声波封合等,封合后再用冷切刀从两条封合线之间切断,使前一袋体成为独立的单元袋体;第三种采用热封热切刀,热封热切刀由两把热封刀和一把切断刀组合而成,切断刀设置在两热封刀之间,同样,两把热封刀分别用于前一袋体和后一袋体的侧边封合,所述主料和穿绳副料在热封的同时被切断。若袋口为正弦曲线型,则以正弦曲线的低谷11为封切线将连续的主料封切成单元袋体15,见附图2。所述送料辊将主料向前输送,所述切刀则横向移动并转动,主料经过切刀被切割成左主料2和右主料1,且所述左主料和右主料的袋口端为正弦曲线8,并且在正弦曲线范围内冲孔形成手提孔9;而后将袋口打开,在袋口处导入离型膜6,所述冲孔工位设置在覆膜工位之前或之后均可,只要冲孔时上下层料贴合即可;最后封切机构将连续的左主料和右主料封切成单元左袋体和右袋体。本实用新型将主料分切为二,同时加工两个袋体,不仅效率,而且产生分废料少,生产成本低,并且本实用新型通过切刀和冲孔刀直接形成手提袋,与现有的手提环成型设备相比设备成本更低,效率更高。使用时,将离型膜剥离,袋体的袋口粘合,这样不仅私密性强,而且具有挡尘作用,袋体内的物品免受污染,同时还具有防盗作用。
30.所述动力组件、旋转组件以及驱动送料辊转动的驱动件与电气控制器连接,也就是说送料辊的转动速度、切刀横向移动速度及切刀的转动速度由电气控制器控制,用户根据需求设计正弦曲线,通过电气控制器设置送料辊的转动速度、切刀横向移动速度及切刀的转动速度来实现。
31.所述手提袋制袋机构还包括主料转向机构,所述主料转向机构包括有左导向组和右导向组,所述包括有左导向件;所述右导向组包括有右导向件,经过左、右导向件将左主料和右主料的输送方向改变,也可以改变二者间距。所述左导向件包括有导向杆一和导向杆二,所述右导向件包括有导向杆三和导向杆四,所述导向杆一、导向杆二、所述导向杆三及导向杆四均倾斜设置,所述导向杆一与导向杆三的倾斜方向相反,所述导向杆一与导向杆二的倾斜方向相同,所述导向杆三与导向杆四的倾斜方向相同,所述左主料绕设在导向杆一和导向杆二,经过二者导向,使得左主料的输送方向与原主料的输送方向一致,所述右
主料绕设在导向杆三和导向杆四,经过二者导向,使得右主料的输送方向与原主料的输送方向一致,也就是说左主料和右主料的输送方向没有改变;见附图1,若所述导向杆一21向右下角方向倾斜,所述导向杆三23向左下角方向倾斜,且二者形成v字型,所述左主料2绕过导向杆一21向倾斜向上输送,而后绕过导向杆二22再倾斜向下,折叠后的左主料的正弦曲线朝外设置,同样,所述右主料1经过导向杆三23和导向杆四24后,右主料的正弦曲线朝外设置,二者的底部相向设置,二者袋口反向设置,这样更便于后续覆离型膜和冲孔作业;若所述导向杆一向左下角方向倾斜,所述导向杆三向右下角方向倾斜,则左主料和右主料之间具有较大的间距,且二者的袋口朝内设置,相对来说前一种实施方式更优。
32.所述袋口粘合后,为了便于袋口打开,所述手提袋制袋机构还包括有点断机构,所述点断机构包括有上下升降的点断刀3,所述点断线17设置在离型膜6的下方,撕拉点断部位可将撕开,即可袋口打开,便于用户使用。
33.所述离型膜6可以采用双面胶,或者涂胶后易剥离的膜,根据需求选择,比如双面胶,因双面胶双面涂胶并且是连续的,设置在正弦曲线8的下方最佳,可以将袋体完全密封,若设置在正弦曲线处,因正弦曲线部分要比袋体的宽度窄,双面胶又与袋体等宽,那么双面胶的两端会有余留,余留部分也有胶,会影响袋体使用;若采用涂胶后易剥离的膜,所述覆离型膜机构还包括有涂胶部件,所述涂胶部件包括有上胶辊或喷胶头,采用上胶辊或喷胶头对膜上胶,上胶后覆与袋体内侧,所述膜的涂胶可以采用连续涂胶也可以采用间隔涂胶两种,若采用连续涂胶,其效果与双面胶相似,设置在正弦曲线的下方最佳;若采用间隔涂胶,可以设置在正弦曲线的下方,这样袋口两端具有透气小孔,而且两端离型膜未与袋体粘合,用户容易将其剥离;但是相比较而言,离型膜设置在正弦曲线的上端效果最佳,即不低于x轴线,所述离型膜比正弦曲线部分的宽,离型膜的两端会有余留,见附图2,所述离型膜间隔涂胶,使涂胶部分设置在袋体中间位置,未涂胶部分则为离型膜的余留部分,更易于用户剥离离型膜,而且袋口并未完全密封,袋口两端有两处透气小孔,适合包装油炸食品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1