机械集聚的纺纱装置的制作方法
1.本实用新型涉及纺纱机械中环锭细纱机上附加的集聚纺纱装置,特别是附加集聚罗拉和集聚区的机械集聚的纺纱装置。
背景技术:
2.集聚纺纱技术的大规模产业化应用,已经有20年左右的历史,已成为环锭纺纱技术发展史上最有影响力的一项技术进步,应用规模不断增大。国内运行数量已超过3000万锭并将继续扩张。国内的集聚纺纱装置应用中,在数量方面有三大特点:
3.一是存量细纱机的改造数量大大超越增量新机配套;
4.二是国产化装置数量大大超过进口装置;
5.三是在五种集聚纺纱技术结构中机械集聚形式的应用量大大少于其它集聚结构形式。
6.机械集聚形式以瑞士罗特卡夫特(rotorcraft)公司的罗卡斯(rocos)为代表,是较早进入中国市场的集聚技术应用。尽管机械集聚具有无需负压、节能降本等优势,由于国内基本上没有同类产品,缺少竞争和投资成本偏高使该技术的应用发展缓慢,市场占有率较低。
7.另一方面在前罗拉钳口下游罗拉表面捉襟见肘的空间增设一个集聚区,过于紧凑的结构导致集聚器的集聚导程短、集聚过程时间短和集聚导角大等弊端,因而难以充分集聚,对集聚效果有一定影响,特别对于高支纱,严重时对条干均匀度和ipi疵点产生恶化。其集聚器对纱支适应范围较窄,更换成纱线密度差异大的品种需要备用集聚器而增加成本,前胶辊与阻捻胶辊的小直径规格配置也增加了运行成本。另外阻捻胶辊过于前下冲阻捻钳口下移,纱条与阻捻胶辊反包围弧大,对输出纱条产生摩擦,具有阻捻效应,也给接头操作带来不便,并且对于采用双集聚槽的集聚器纺制集聚赛络纱线非常不利。
技术实现要素:
8.本实用新型的目的是提供一种在前罗拉钳口下游附加一个集聚罗拉,在牵伸区下游设置预集聚区和主集聚区,通过采用预集聚和主集聚二次集聚,及改良集聚器结构的技术方案,有利于优化与牵伸集聚相关元件的结构和工艺参数,从而改善机械集聚结构的工艺性能。
9.本实用新型的实现方式为:机械集聚的纺纱装置,在牵伸前罗拉钳口下游附加一个集聚罗拉,集聚罗拉与前牵伸胶辊组成摩擦钳口,集聚罗拉与前下罗拉表面之间设有一个不接触的工艺隔距,集聚罗拉与阻捻胶辊组成阻捻钳口,其特征在于牵伸前罗拉钳口上游紧靠前下罗拉设为预集聚区,在预集聚区中设有预集聚器,前牵伸胶辊表面前罗拉钳口到摩擦钳口之间设为过渡集聚区,在过渡集聚区中设有过渡集聚器,集聚罗拉表面摩擦钳口到阻捻钳口之间设为主集聚区,在主集聚区中设有主集聚器。
10.前牵伸胶辊通过摩擦钳口摩擦传动集聚罗拉,集聚罗拉通过阻捻钳口摩擦传动阻
捻胶辊。
11.实行细纱机工艺设置的“牵伸不集聚,集聚不牵伸”原则,牵伸区不设置集聚元件,集聚区不设置牵伸倍数。
12.所述的预集聚器设置在紧靠前罗拉钳口的前下罗拉表面,预集聚器为双锭一组。
13.所述的过渡集聚器的集聚通道位于过渡集聚器上部,过渡集聚器为双锭一组。
14.所述的主集聚器的上游不接触摩擦钳口,主集聚器的下游不接触阻捻钳口,主集聚器的集聚通道位于主集聚器下部,主集聚器由磁性力或弹性力紧压在集聚罗拉上,主集聚器为双锭一组。
15.集聚罗拉表面与牵伸前下罗拉表面设有一个工艺隔距。
16.为便于工艺设置,预集聚器、过渡集聚器与主集聚器之间由双锭中部的联接体联接。
17.预集聚器、过渡集聚器与主集聚器主体由合成材料制作,如碳纤维复合材料制作。与纤维须条接触部分的集聚通道由金属件制作,如不锈钢材料制作。碳纤维复合材料和金属材料可以消除与纤维须条摩擦集聚的静电。预集聚器、过渡集聚器与主集聚器集聚通道的金属件,是采用集聚器主体在注塑成形过程之中或之后镶嵌金属件而成的。
18.采用本实用新型技术方案的机械集聚的纺纱装置,克服了现有技术存在的弊端,
19.拓展了集聚工艺空间和集聚部件尺度,改善了机械集聚装置纺纱效应和品种适应性,也降低了牵伸与集聚结构的日常维护和生产管理难度。其将为行业机械集聚纺纱技术应用带来新选择,为推广应用无附加负压功耗的机械集聚纺纱技术提供解决方案,为行业用户降本增效、改善管理创造价值。
附图说明
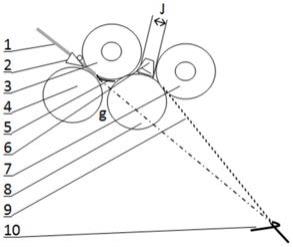
20.图1为本实用新型机械集聚的纺纱装置截面示意图。
21.图2为本实用新型机械集聚的纺纱装置预集聚器、过渡集聚器和主集聚器组合示意图。
具体实施方式
22.附图1图2为本实用新型机械集聚的纺纱装置的实施例,实行细纱机工艺设置的“牵伸不集聚,集聚不牵伸”原则,牵伸区不设置集聚元件,集聚区不设置牵伸倍数。
23.在牵伸前上罗拉3与前下罗拉4钳口下游附加一个集聚罗拉8,集聚罗拉8与前牵伸胶辊3组成摩擦钳口,集聚罗拉8与前下罗拉4表面之间设有一个不接触的工艺隔距g,集聚罗拉8与阻捻胶辊7组成阻捻钳口,牵伸前罗拉钳口上游紧靠前下罗拉4设为预集聚区,在预集聚区中设有预集聚器2,前上罗拉3表面前罗拉钳口到摩擦钳口之间设为过渡集聚区,在过渡集聚区中设有过渡集聚器5,集聚罗拉8表面摩擦钳口到阻捻钳口之间设为主集聚区,在主集聚区中设有主集聚器6。
24.集聚罗拉8与前上罗拉3组成摩擦钳口,前上罗拉3通过摩擦钳口摩擦传动集聚罗拉8,集聚罗拉8与阻捻胶辊7组成阻捻钳口,集聚罗拉8通过阻捻钳口摩擦传动阻捻胶辊7。
25.所述的过渡集聚器5设置在过渡集聚区紧靠摩擦钳口的集聚罗拉8表面,过渡集聚器5的集聚通道位于过渡集聚器5上部与前上罗拉3表面之间,过渡集聚器5具有托持和集合
纤维须条的功能,过渡集聚器5为双锭一组。
26.所述的主集聚器6的上游不接触摩擦钳口,主集聚器6的下游不接触阻捻钳口,主集聚器6的集聚通道位于主集聚器6下部与集聚罗拉8表面之间,主集聚器6由磁性力或弹性力紧压在集聚罗拉8上,主集聚器6为双锭一组。
27.集聚罗拉8表面与牵伸前下罗拉4表面的工艺隔距g为3~10毫米,或4~8毫米。
28.为便于工艺设置,预集聚器2、过渡集聚器5和主集聚器6组合一体,三个集聚器之间由双锭中部的联接体11联接。
29.预集聚器2、过渡集聚器5和主集聚器6主体由合成材料制作,如碳纤维复合材料制作。与纤维须条接触部分的集聚通道由金属件制作,如不锈钢材料制作。碳纤维复合材料和金属材料可以消除与纤维须条摩擦集聚的静电。
30.预集聚器2、过渡集聚器5和主集聚器6集聚通道的金属件,是采用集聚器主体在注塑成形过程之中或之后镶嵌金属件而成的。
31.由牵伸前上罗拉3、牵伸前下罗拉4、集聚罗拉8、阻捻胶辊7、预集聚器2、过渡集聚器5、主集聚器6、加压件和结合件等组成的牵伸集聚组件,通过回转轴心、结合件连接摇架前爪及摇架体。
32.牵伸前上罗拉3直径为32~35毫米,以保持在较轻的摇架压力下,具有足够的前钳口握持宽度,阻捻胶辊7直径为25~30毫米,或26~28毫米。
33.由于主牵伸钳口下游附加了集聚罗拉8,增加了过渡集聚区,并使主集聚区得到扩展,主集聚器6集聚导程j大幅度增大,主集聚器6集聚导程j=23~27毫米,或j=24~26毫米。
34.输入前上罗拉3和前下罗拉4钳口的须条1,进入预集聚区经过预集聚器2集合和控制,进入过渡集聚区的过渡集聚器5后输入主集聚区,位于主集聚区中集聚罗拉8上的主集聚器6使纤维须条充分集聚,经过集聚罗拉8与阻捻胶辊7组成的阻捻钳口输出,在阻捻钳口与导纱钩10之间的纺纱段加捻成纱9。
35.采用本实用新型技术方案机械集聚的纺纱装置,克服了现有技术存在的弊端,拓展了集聚工艺空间和集聚部件尺度,设置了预集聚区、过渡集聚区和主集聚区,及设置了预集聚器、过渡集聚器和主集聚器,通过复合集聚改善了机械集聚装置纺纱效应和品种适应性,也降低了牵伸与集聚结构的日常维护和生产管理难度。其将为行业机械集聚纺纱技术应用带来新选择,为推广应用无附加负压功耗的机械集聚纺纱技术提供解决方案,为行业用户降本增效、改善管理创造价值。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1