用于制造或加工纤维幅材的机器的网毯的基本结构及其制造方法与流程
用于制造或加工纤维幅材的机器的网毯的基本结构及其制造方法
1.本发明涉及根据权利要求1的前序部分的用于制造或加工纤维幅材的机器的网毯的基本结构、根据权利要求9的前序部分的网毯以及根据权利要求10的前序部分的用于制造基本结构的方法。
2.造纸机或类似系统的网毯通常具有使网毯稳定的基本结构,并且在系统运行时吸收作用在网毯上的力,尤其是拉力。现今使用的基本结构中的一大部分全部或部分由织物组成。
3.用于制造所需的环状织物圈的经典方法是圆形纺织。在此,环状结构直接在织机本身上制造,没有接缝。然而,圆形纺织作为一种制造工艺是非常缓慢和复杂的。此外,必须在纺织时已经准确知道希望的网毯应该有多长。由于造纸机中的每个应用位置都需要非常独特的网毯环长度,因此这种基本结构的制造只能各自针对一个特定订单。
4.作为克服这两个困难的替代方案,前段时间已提出了在平面织物(flachgeweben)的基础上制造接缝网毯。这些例如在ep 0 425 523或ep 2 788 546中描述。在平面织物的情况下,将端部铺设在其自身上,从而形成两层结构。折叠部位可以通过移除与织机中的纬线相对应的cd线来形成接缝环。可以连接双层结构的两个前端的方式是:使接缝环彼此相扣并用插接线(steckdraht)连接它们。
5.近年来,这一方案被证明非常成功,因为它允许快速制造平面织物并存储在卷筒上。随后,收到订单时,可以从这些卷筒上取下希望的长度,并另外将其缩短到所需的宽度。
6.然而,对于某些应用已证明不利的是,该方案相对不灵活。两层结构的两层均由相同的织物组成。一方面,由于叠加,这会导致所谓的莫尔效应。另一方面,不能考虑运行侧和纸侧的不同要求。
7.为了避免这些问题,de102016111769建议在纺织过程中改变平面织物的纺织图案,使得两层结构的两个层各有不同的纺织图案。以此方式虽然可以减少莫尔效应。然而,纺织图案的变换必须在折叠部位处进行,因此在这种情况下又是必须在制造基本结构时就已经知道网毯的长度。
8.因此,本发明的一个技术问题是克服现有技术的难题。
9.尤其地,本发明的一个技术问题是提出一种基本结构及其制造方法,其既允许在网毯的设计中具有很大的灵活性,又可以在很大程度上独立于网毯的尺寸来制造其组成部件。
10.这些技术问题通过根据权利要求1的特征部分的基本结构和根据权利要求10的特征部分的用于制造基本结构的方法完全解决。
11.从属权利要求中描述了有利的设计。
12.关于基本结构,该技术问题通过用于制造或加工纤维幅材、尤其是纸幅材、纸板幅材或薄纸幅材的机器的网毯的基本结构来解决。基本结构至少包括织物类型a的第一平面织物和织物类型b的第二平面织物。基本结构的特征在于它还包括两个环元件,其中,每个环元件由一个平面织物片形成,该平面织物片具有织物类型a的第一区段和织物类型b的第
二区段,并且其中,第一区段这样铺设在第二区段上,使得折叠部位被构造成距离织物类型a和织物类型b之间的变换部位小于5厘米,尤其是小于1厘米,并且其中,两个平面织物上下叠置,并且两个环元件各自布置在前端。
13.因此,基本结构包括至少四个元件。第一和第二平面织物通常代表基本结构的最大部分。它们基本上被设计为均匀的机织织物并且可以有利地与后来的网毯的尺寸无关地制造成卷材,并在网毯的制造过程中相应地从卷筒上切下。
14.基本结构中织物类型a和织物类型b之间的变换发生在折叠部位处,如de102016111769中所示。与该现有技术相比,本发明的基本结构在每种情况下都包括自身的环元件,在该环元件中进行折叠。这些环元件基本上独立于后来网毯的长度,并且可以以标准化格式制造和保存。
15.因此,基本结构可以由可预先制造为卷材或标准化环元件的元件制成。尽管如此,本发明允许使用不同类型的织物灵活地实现两层结构的两层。因此可以避免或至少减少莫尔效应,并且可以考虑对纸侧和运行侧的不同要求。
16.如上所述,折叠一个平面织物片以形成环元件。因此在环元件的一端形成折叠部位。在环元件的另一端,原始平面织物的两个前边缘平放。在此,一个前边缘是织物类型a,另一个前边缘是织物类型b。
17.在此,第一区段和第二区段可以具有相同的长度。然而,有利的情形通常是,这两个区段具有不同的长度。长度比优选地在40%/60%和30%/70%之间。在长度为例如2m的平面织物片的情况下,第一区段的长度可以是1.20m,而第二区段的长度可以是0.80m。
18.不同长度的优点是,在后来折叠时,前边缘不会直接上下叠置,而是错开。
19.所用的平面织物和平面织物片通常由完全或部分由聚合物材料组成的线纺织而成。聚酰胺、聚酯或聚乙烯在这里很常见。
20.特别有利的情形是,在第一环元件和/或第二环元件的情况下,织物类型a的前边缘与第一平面织物连接或尤其是焊接(verschweiβt),并且织物类型b的前边缘与第二平面织物连接或尤其是焊接。
21.环元件与第一和第二平面织物的连接形成了连贯的基本结构。一方面,这更容易继续加工成网毯。另一方面,这样的基本结构不仅提供了横向稳定性,还可以吸收拉力。
22.使用这种类型的连接非常有用的是,在基本结构的一侧只有织物类型a,而在另一侧只有织物类型b。
23.这种连接也称为“接合”。为了获得具有尽可能均匀特性的基本结构和网毯,通常会有所帮助的情形是,接合区域中的渗透性或厚度等特性与该连接区之外的特性在很大程度上匹配,使得它们尤其处于在连接区之外的对应值的80%到120%之间的范围内。例如,在文件wo 2019/063518中描述了实现这种接合的可能性。
24.此外,可以有利地规定,在环元件的折叠部位的区域中移除cd线以形成接缝环,其中每个折叠部位移除尤其是3至8条cd线。
25.如果在两层结构的两侧形成这样的接缝环,它们可以被相互插入并且通过插接线连接,由此可以使基本结构或整个网毯成为环状的。
26.为了使插接线易于穿线,接缝环的最大可能内径是合乎需要的。
27.为了确定接缝环的内径,确定允许完全插入接缝环的最大圆。然后将该圆的直径
视为接缝环的内径。
28.然而,太大的直径会导致非常厚的接缝环,这可能会在纤维幅材中产生标记。如果接缝环的内径在0.8mm和2.2mm之间,优选地在1mm和1.6mm之间,已经证明是有利的。
29.接缝环的内径大小受cd线的数量的强烈影响,所述cd线被移除以形成接缝环。所述的有利内径通常可以很容易地通过移除3-8根cd线实现。当仅移除一根或两根cd线时,在许多应用中,接缝环的直径往往会更小。当移除超过8根线时,存在接缝环直径过大的风险。
30.环的内径也取决于md线的纱线直径。范围[0.8-2.2mm]特别适用于直径在0.3mm和0.6mm之间的md线。这种md线对于造纸机用网毯的底布是典型的。对于不同的纱线直径,超出规定范围的环内径也是可以想象的。
[0031]
此外,可能有利的是,紧挨着接缝环设有cd线(“特殊线”),该cd线在织物类型a和织物类型b中都不存在。这些特殊线可以要么已经纺织到平面织物片中,要么在形成接缝环时稍后添加。因为在为环元件创建平面织物片时已经确定了接缝环在后来的环元件中定位的位置——即在织物类型a和织物类型b之间的过渡处——所以这些特殊线的织入在平面织物片的制造过程中已经能够毫无问题地进行。可能的特殊线的示例是捻线、复丝或具有非圆形横截面的线,例如扁平线。此外,可以提供吸收线形式的特殊线。尤其是,特殊线可以在材料和形状方面与织物类型的其他cd线相对应,但是通过采取适当的措施,例如,添加针对在特定波长范围内——尤其是在780nm和1200nm之间的nir范围的区段内的光线的吸收添加剂。这些吸收性的cd线可以通过激光透射焊接而与md线焊接。这使接缝环具有一定的稳定性。由于md线——尤其是当其由聚酰胺制成时——不吸收激光,因此其在焊接过程中只有通过与cd线的接触才会被加热。以此方式不会显著损害其强度。
[0032]
作为替代或附加方案,这种特殊线也可以设置在平面织物片或环元件的其他部位处。尤其是在前边缘上或紧邻前边缘处,这种呈吸收线形式的特殊线可以是非常有利的。以此方式,可以简化环元件与平面织物通过焊接实现的连接。在这里,也证明有利的是,在纺织该平面织物片时已经对于接缝环得知了在哪个部位处将形成接合连接。因此,这些通常更昂贵的特殊线只需要在实际需要它们的部位处织入。
[0033]
在此,在织物类型a(或b)的织物中织入或以其他方式提供单独标记线或其他特殊线——尤其是少于10根——的织物应继续被视为织物类型a(或b)。
[0034]
可以有利地规定,织物类型a和b在至少一个参数上不同,尤其是具有不同的纺织图案或不同的cd纱线密度。这使得网毯的设计具有特别高的灵活性。然而,这不是绝对必要的。在替代实施方式中,也可以规定织物类型a与织物类型b相同。根据本发明的一个方面,这种类型的基本结构也是可行的。
[0035]
在一些实施方式中,有利的情形可以是,基本结构包括织物类型a的多个平面织物和/或织物类型b的多个平面织物。因此,一个基本结构尤其是可以由六个元件构成,即织物类型a和b的各两个平面织物以及两个环元件。
[0036]
优选地可以规定,织物类型a和/或织物类型b具有30%和45%之间、尤其是34%和42%之间、尤其是36%和40%之间的md纱线密度。
[0037]
特别优选地,两种织物类型都具有完全或基本相同的md纱线密度。一方面,后者从制造工程的角度来看是有利的。因此,用于环元件的平面织物可以在一个织机上制造,两种织物类型都使用相同的经线,这些经线就可以在基本结构中提供md线。在两种织物类型之
间的变换部位处可以相对容易地改变纺织图案或纬线材料。然而,经线的改变是非常困难的。另一方面,这也允许通过md线在折叠部位处形成的接缝环能够更容易地相互接合,因此可以更容易地将基本结构制成环状的。
[0038]
(md)纱线密度表示(md)线占据织物宽度的多少比例。
[0039]
例如,如果规定每厘米8根线,并且一根线的直径为0.4毫米,则纱线密度为(8*0.4)/10=32%。
[0040]
一方面,指定的md纱线密度范围允许接缝环相当容易地相互插入。需要注意的是,在这个接缝的区域中,通过两个接缝环的md线产生的环密度对应于md纱线密度的两倍。md纱线密度为45%时,环密度为90%。这已经接近100%的理论最大密度。比90%更大的环密度也很难操纵,因此是不利的。另一方面,从环密度的角度来看,小于30%的md纱线密度并不重要。然而,低于该值时织物的特性如拉伸强度通常会受到很大影响,以至于在不冒其他缺点的风险的情况下通常不应低于该值。
[0041]
造纸机和纸浆机的网毯及其基本结构通常在所谓的“热定形”过程中进行热处理。由于由此产生的收缩过程,成品网毯或基本结构中的经纱密度通常高于热定形之前。md纱线密度的指定跨度(spannen)在此对于热定形之前和之后的网毯都是有利的。
[0042]
关于网毯,该技术问题通过用于制造或加工纤维幅材,尤其是纸、纸板或薄纸幅材的机器的网毯,尤其是缝合毡来实现,其中网毯包括至少一个根据本发明一方面的基本结构。
[0043]
网毯还可以包括其他组成部件。
[0044]
网毯通常还设置有其他元件,例如非织造织物垫片、附加织物元件、箔或泡沫元件。这取决于如此产生的网毯的后来应用。尤其地,在网毯的接触纤维幅材的一侧,可以提供一层或多层非织造织物纤维(vliesfasern)。此外,非织造织物纤维也可以设置在运行侧。
[0045]
非织造织物纤维通常通过针刺与基本结构连接。这是特别有利的,因为以此方式还将基础结构的各个组成部件相互连接,这进一步提高了网毯的强度。
[0046]
关于该方法,该技术问题通过根据本发明一个方面的用于制造基础结构的方法来实现,该方法包括以下步骤:
[0047]
a)提供织物类型a的第一平面织物和织物类型b的第二平面织物
[0048]
b)提供两个平面织物片,其具有织物类型a的第一区段和织物类型b的第二区段,并通过将第一区段铺设在第二区段上来形成环元件,使得折叠部位距离织物类型a和织物类型b之间的变换部位小于5厘米,尤其是小于1厘米。
[0049]
c)将第一平面织物和第二平面织物相叠地布置,并且两个环元件各自布置在前端。
[0050]
在有利的实施方式中,该方法还可以包括以下步骤:
[0051]
d)将环元件与第一和第二平面织物连接,使得在第一环元件和第二环元件的情况下,将织物类型a的前边缘与第一平面织物连接,尤其是焊接,并且将织物类型b的前边缘与第二平面织物连接,尤其是焊接。
[0052]
在执行该方法时,需要注意的是,方法步骤的顺序必要时也可以颠倒。因此,例如,环元件或平面织物片与第一/第二平面织物的连接在环元件的折叠和成形之前以及之后都
是可行的。
[0053]
此外,可以在该方法的有利实施方式中提供一个或多个热定形步骤。这里可以想到许多变化。
[0054]
因此,第一平面织物可以在步骤a)中提供之前和/或之后进行热定形。
[0055]
作为替代方案或补充方案,第二平面织物可在步骤a)中提供之前和/或之后进行热定形。
[0056]
作为替代方案或补充方案,形成环元件的平面织物片也可以在步骤b)中提供之前和/或之后进行热定形。因此,有利的情形例如是,平面织物片的织物以卷材的形式预先制造,并且该毛织物制品已经、即在单独的平面织物片分离之前就经受热定形。
[0057]
基于实施例,参照示意图解释本发明的其他有利特征。
[0058]
图1a和1b示出了根据本发明一个方面的一个平面织物片或环元件,
[0059]
图2示出了根据本发明一个方面的基本结构,
[0060]
图2a示出了根据本发明另一方面的基本结构,
[0061]
图3示出了用于在根据本发明另一方面的方法中应用的织物。
[0062]
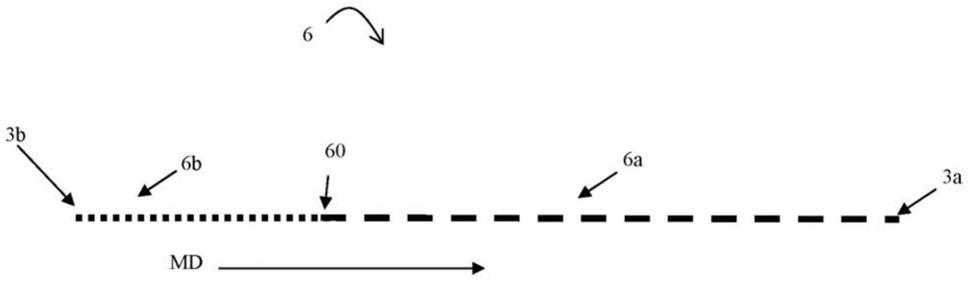
图1a示出了一个平面织物片6,它可以用作制造环元件2的基础。平面织物片6由织物类型a的第一区段6a和织物类型b的第二区段6b组成。可以有利地规定,织物类型a和织物类型b在至少一个参数上不同,尤其是具有不同的纺织图案或不同的cd纱线密度。从制造技术的角度来看,当两种类型的织物具有相同的md纱线密度时,是非常有利的。有时也可以规定织物类型a与织物类型b相同。
[0063]
为了在基本结构1或网毯的制造中具有高度的灵活性,与基本结构相比,平面织物片在md上应该具有较短的长度。尤其地,可以使平面织物片6短于5m,优选2m或更短。
[0064]
第一区段6a和第二区段6b在此可以具有相同的长度。然而,当这两个区段6a、6b具有不同长度时通常是有利的。长度比优选地在40%/60%和30%/70%之间。在长度例如为2m的平面织物6的情况下,第一区段6a的长度可以是1.20m,第二区段6b的长度可以是0.80m。
[0065]
不同长度的优点在于,当后来折叠时,前边缘3a、3b不会直接上下叠置,而是错开。
[0066]
为了由一个平面织物片6形成环元件2,该平面织物片可以折叠并放置在其自身上。这如图1b所示。折叠部位4在此布置在变换部位60的区域中,尤其是在变换部位60处。为了形成随后用于使基本结构1或网毯成环状的接缝环5,可以在折叠部位处移除cd线。移除3到8根cd线通常就足够了。cd线在此可以从织物类型a和织物类型b中移除。然而,如果例如从一种织物类型中移除比从另一种织物类型中移除更复杂,则也可以从一种织物类型中移除cd线。如果如图1b所示,两个区段6a、6b具有不同的长度,则前边缘3a、3b不会上下叠置,这对于随后的进一步处理可以是有利的。
[0067]
环元件2的两层可以有利地相互连接。这种连接可以例如通过一个或多个缝合连接7来实现。另外,这种连接或缝合之所以有利,是因为环元件2的两层在进一步加工期间不能相互移动。
[0068]
在接缝环5的区域中的连接,例如在距接缝环5小于2cm的距离处的连接也可以是有利的,以便固定接缝环5并且随后能够使两个接缝环5更容易相互插入,使基本结构1成环状。
[0069]
图2示出了根据本发明一个方面的基本结构1。该基本结构在此由织物类型a的第一平面织物10和织物类型b的第二平面织物20以及两个环元件2a、2b形成。环元件2a、2b尤其可以如图1a或1b中所描述的那样设计。
[0070]
在此,第一平面织物10和第二平面织物20彼此重叠布置。类似于环元件2、2a、2b的情形,这两个层10、20也可以相互连接,尤其是缝合。在此,缝合连接部7在图2中未明确示出,但仍然可以存在。
[0071]
为了形成连贯的基本结构1,图中的四个组成部件相互连接。
[0072]
在此,在环元件2a、2b中,织物类型a的前边缘3a与第一平面织物10连接,并且织物类型b的前边缘3b与第二平面织物20连接。该连接8尤其可以以焊缝8的形式进行。焊接可以例如通过激光焊接,尤其是通过激光透射焊接或通过超声波焊接进行。替代地或附加地,连接8也可以以粘合连接或缝合连接的形式实现。
[0073]
所得的基本结构1具有两个接缝环5a、5b。通过将该接缝环5a、5b相互接合,然后插入一根插接线,可以使基本结构1制成环形。通常,基本结构1在制成环状之前(或也在制成环状之后)还设置有另外的元件,例如非织造织物垫片、附加织物元件、箔或泡沫元件。这取决于如此产生的网毯的后来应用。
[0074]
尽管如图2所示的由四个纺织元件制成的基本结构1通常是有利的,但仍然可行的是并且规定,基本结构由更多的元件构成。图2a显示了这方面的一个示例。此处给出的基本结构1与图2中的基本结构1的不同之处在于,除了第一平面织物10和第二平面织物20之外,它还具有另外的第一平面织物11和另外的第二平面织物21。相同织物类型的两个平面织物也可以以合适的方式彼此连接,例如通过焊缝8a。这可能例如在如下情形中是有利的,即平面织物不是作为——准环状——卷材存在,而是作为固定长度的预制织物片存在。在这种情况下也可能的是,除了第一(第二)平面织物10(20)和另外的第一(第二)平面织物11(21)之外,以类似的方式还需要另外的平面织物,以由此形成基本结构。
[0075]
使用图3的示例,将再次解释根据本发明的一个方面的网毯具有的优点之一。通过将环元件2、2a、2b与平面织物10、20分离,可以制造基本结构1的这些纺织部分,而不必知道后来的网毯的尺寸。此外,图3显示了一种织物,织机的纬向对应于后来的网毯的cd方向,而经向对应于md方向。在cd方向,织物能够以现有织机的最大宽度制造,以便能够尽可能地满足将来的网毯的所有宽度要求。如果需要更窄的网毯,这可以通过适当的切割来实现。以此方式产生的下脚料也出现在当今的制造过程中,并不代表本发明构思的特定缺点。
[0076]
在md方向,织物类型a和b以规则模式交替。在此,之后为环元件所需的平面织物片6的长度与织物类型a和b的期望长度比一起用作基础。因此,例如可以规定平面织物片6的长度为2m,其中第一区段6a的长度为1.2m,第二区段6b的长度为80cm。平面织物片6和区段6a、6b也可以设置得更长或更短。在任何情况下,具有织物类型a和b的规则变换的图3的织物都可以预先制造成卷材。为了制造基本结构1,可以从该卷上取下两个平面织物片6,并由此形成环元件2、2a、2b。然后,针对特定订单或基本结构1所需的长度可以独立于环元件地通过第一平面织物10和第二平面织物20的合适长度来设置。
[0077]
附图标记列表
[0078]
1基本结构
[0079]
2、2a、2b环元件
[0080]
3a、3b
ꢀꢀꢀꢀ
前边缘
[0081]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
折叠部位
[0082]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
接缝环
[0083]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
平面织物片
[0084]
6a
ꢀꢀꢀꢀꢀꢀꢀꢀ
第一区段
[0085]
6b
ꢀꢀꢀꢀꢀꢀꢀꢀ
第二区段
[0086]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
缝合连接
[0087]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
焊缝
[0088]
10、11
ꢀꢀꢀꢀ
第一平面织物
[0089]
20、21
ꢀꢀꢀꢀ
第二平面织物
[0090]
60
ꢀꢀꢀꢀꢀꢀꢀꢀ
变换部位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1