用于制造纤维料幅成品卷的方法与流程
用于制造纤维料幅成品卷的方法
1.本发明涉及一种用于制造由纤维悬浮液制造的纤维料幅的母卷和成品卷的方法,所述成品卷由通过纵向切割从母卷伸出的纤维料幅产生的子料幅构成。
2.用于制造纤维料幅,尤其用于制造纸、纸巾或纸板料幅的方法和设备是已知的并且通常包括浆料制备装置和造纸机,在该浆料制备装置中从含纤维的原料、如废纸和/或纸浆中制造纤维悬浮液,在该造纸机中源自浆料制备装置的纤维悬浮液被加工成纸或其他纤维料幅。
3.为了从含有纤维的原料中制造纤维悬浮液,将原料在也称为碎浆机的打浆机中与水混合并溶解,然后在随后的过程步骤中在去除水分的情况下连续浓缩以这种方式制造的纤维悬浮液,直到获得最终产品。
4.用于造纸的设备是技术上复杂的大型设备,除了真正的带有湿部、干部、压光机、滚子和相关外围单元的造纸机外,还包括浆料制备装置的上游单元,如浮选装置、筛选装置、分散装置、漂白装置、研磨装置,还包括下游的系统,如卷筒卷绕单元和卷筒切割机、卷筒包装装置和卷筒运输装置。因此,这种机器在浆料制备装置内部、造纸机内部以及下游单元中都具有多个独立的控制回路。
5.此外,控制通常基于操作员的经验进行。因此将实际参数适配目标参数持续很长的时间。
6.在造纸机中生产的纸幅的宽度相对较大,可达10米及以上。生产是几乎连续的。造纸机的幅面行进方向针对所有位于造纸厂内的机器和设备定义了纵向以及在水平面内与该纵向垂直地定义了横向。
7.在造纸机的末端,产生的纸幅以全宽度卷绕在卷芯上。该卷芯通常在生产进行期间被循环替换。以此方式产生的具有幅面宽度的卷筒通常被称为母卷。
8.为了让后来的用户,例如打印店能够使用,缠绕在母卷上的纸幅必须被切割成多个平行延伸的子料幅,这些子料幅的宽度要适合相应的后来的用户。
9.这些宽度在不同的情况下会有很大的不同,使得纸幅的分割通常根据可单独定义的切割模式进行。子料幅然后被卷成所谓的子料幅卷或成品卷,并作为所谓的滚筒卷一起输出。切割模式可以因滚筒卷的不同而变化并且由于边缘切割和残料(restschwarte)而产生相应废品。
10.纵向切割和卷绕适宜地在唯一一个机器中进行,其作为卷筒切割机被广泛已知。基本上,这种卷筒切割机由开卷设备、切割部和卷绕设备构成,其中,切割部具有相应于可能的划分适配的多个大多盘形构造的刀刃。在卷筒切割机的设计中,技术人员将其分为两种基本类型,即托辊滚子和支承辊滚子。
11.在将子料幅卷绕成成品卷时在卷动行为时会出现极大的波动,这影响机器单元的颤振、撕裂的数量、最终影响成品卷的品质。
12.因此本发明要解决的技术问题是,改善成品卷的制造以及品质。
13.根据本发明上述技术问题以此解决,即通过改变纤维悬浮液的组成和/或基于纤维料幅参数,优化成品卷的卷绕和/或改善成品卷的质量参数。
14.有利的设计方案记载在从属权利要求中。
15.下面就实施例进一步阐述本发明。附图中:
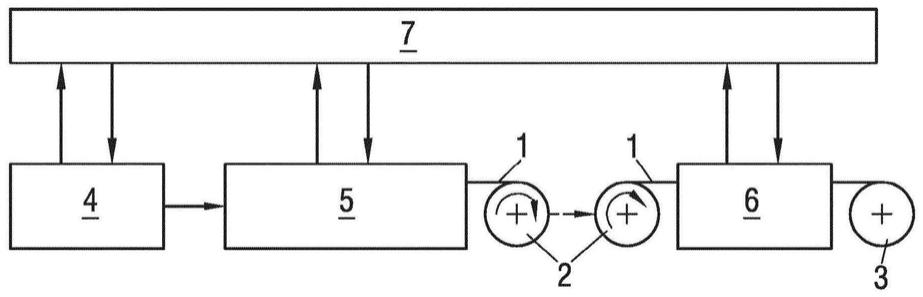
16.图1示出用于制造纤维料幅成品卷3的设备图,并且
17.图2示出该设备的卷绕装置6的侧视示意图。
18.根据图1,用于制造纸幅的整个设备基本上由浆料制备装置4、造纸机5以及卷绕装置6构成。当然,浆料制备装置4和造纸机5分别包括多个方法步骤。例如,造纸机5通常从带有用于页面形成的湿部的流浆箱开始,然后接着用于脱水的压榨部和用于干燥纤维料幅1的干燥部。根据有待制造的纤维料幅1的类型,随后可以布置涂刮和/或平整装置。处理好的和平整的纸然后被卷绕成母卷2。
19.在浆料制备装置4中预处理废纸时通常进行多个不同的方法步骤,例如交付的纸浆必须在水中悬浮、分类、漂浮、研磨、分散和清洁。但这些过程通常是已知的。大多还添加各种添加剂,如化学品和辅助材料。在浆料制备装置4末端,纤维悬浮液被收集在一个或多个储料塔内。
20.为了控制这些过程,给浆料制备装置4、造纸机5和卷绕装置6配设有共同的控制和调节单元7,该控制和调节单元7评估浆料制备装置4中的纤维悬浮液、造纸机5和卷绕装置6中的纤维料幅1的参数并相应地控制或调节过程。
21.为了能够在制造纤维料幅时就影响纤维料幅1的特性,纤维料幅1的确定的参数,如纤维料幅1沿造纸机5的一个或多个点上的灰分含量、白度、污点的数量/面积、料幅的厚度、水分含量、干重、强度、淀粉施加或颜料施加都在线通过已知的测量装置,如扫描仪、传感器、相机或类似装置被检测并传送到控制和调节单元7。此外也检查纤维料幅1是否存在缺陷或撕裂。
22.从图2中可以看出,卷绕装置6可以尤其设计成托辊滚子。首先,待从开卷设备8开卷的纤维料幅1在纵向分割部9中分割成子料幅,该子料幅然后在卷绕设备10中围绕卷筒11卷成成品卷3。
23.所涉及的卷绕辊中的两个被设计成托辊12和13并通过弹性支承装置14支承。这些托辊12、13构成了卷绕床。
24.表明托辊滚子类型特征的是卷绕设备,在该卷绕设备中,整个滚筒卷在卷绕床中卷绕到卷绕筒11上。成品卷3被一起卷绕为完整的卷。通常这通过周向卷绕进行,为此,两个托辊12、13中的至少一个是能驱动的。
25.线负荷通过压紧辊子16施加到卷绕床中形成的成品卷3上,压紧辊子在每次卷绕的初始阶段保证卷绕硬度的期望程度,并且在卷绕过程另外的进程中通常承担稳定作用。
26.为了适应不同消费者需求不断增长的范围,如今成品卷3的宽度范围在0.2m到5.0m之间,成品重量在几百公斤到10吨之间。它们的最终直径通常约为1.5m,其中有较大偏差也很常见。
27.在此,制造速度的目标是高达3000m/min,其应在40m/s2到70m/s2的加速和减速阶段之间实现。
28.然而,这种对卷绕过程的高要求以及与之相关对卷筒切割机的高要求由于所发生的振动而具有很高的潜在风险。待制造的卷筒几乎不会具有理想的圆形。小的卷绕误差,例如由于待卷绕的纸幅轮廓的轻微波动在每次完全绕卷时都会增加。由于旋转的卷筒相应的
卷绕误差的周期性重复,根据其周长和圆周速度形成相应频率的振动。随着制造速度的提高,激励频率越来越大(在圆周速度提高时,卷筒的同一位置越来越频繁地通过同一卷绕间隙),激励幅度也越来越大(同时,随着卷筒滚子直径的增加,其不平整度和有效重量也增加)。在此,与卷绕装置6的托辊12、13形成共振的概率大大增加。
29.因此,卷绕装置6的振动行为由传感器15监测并传送到控制和调节单元7。
30.此外,也对成品卷3的品质进行评估,其中被视为成品卷3的品质参数的尤其是偏心率和/或碟形程度(用于衡量成品卷端面的凸度)和/或成品卷3的卷绕速度和/或卷绕过程的振动。
31.因此,控制和调节单元7可以以此为基础通过改变纤维悬浮液的组成,和/或基于纤维料幅参数,优化成品卷3的卷绕,即尤其将振动最小化和/或改善成品卷3的品质参数。
32.控制和调节单元7可以基于一个或多个自学模型确定如何控制浆料制备装置4的一个或多个子过程,以实现成品卷3制造中的预期变化。
33.为此,初始数据由经验值和/或设备的历史数据形成并在设备调试期间由自学模型优化。为此尤其评估被控制和调节单元7考虑的参数值与在卷绕装置6或成品卷3中调节的延时或者说时滞后测得的参数值之间的偏差。
34.为了影响成品卷制造时的卷绕行为已经被证明非常有效的是,通过添加到纤维悬浮液的添加剂,尤其淀粉的类型和/或量来改变纤维悬浮液的组成。
35.为了最小化残料,母卷2的直径应根据待制造的成品卷3的直径自动控制。此外,检测纤维料幅1在母卷2之前的品质并在品质缺陷,尤其瑕疵位置之外纵向和/或横向切割纤维料幅1,由此还可以减少废品。
36.构成用于控制和调节单元7的自学模型的特别有利的基础是,纤维悬浮液的组成和/或纤维料幅1在母卷2之前的参数、从该纤维料幅1制造成品卷3时的卷绕参数以及这些成品卷3的品质参数被检测,并且分别作为参数组被存储在控制和调节单元7的数据库中,并且在纤维料幅参数相似时针对成品卷3制造时的卷绕参数的预设值自动选择具有成品卷3的最佳品质参数的参数组。
37.制造成品卷3时的卷绕参数尤其包括压紧辊子16的线负荷、料幅速度以及母卷2与成品卷3之间的幅面张力。
38.作为补充或替选的是,纤维悬浮液的组成和/或纤维料幅1在母卷2之前的参数、从该纤维料幅1制造成品卷3时的卷绕参数以及在制造这些成品卷3时的振动参数(尤其频率和振幅)被检测,并且分别作为参数组被存储在数据库中,并且在纤维悬浮液组成相似和/或纤维料幅参数相似时针对成品卷3制造时的卷绕参数的预设值自动选择具有最佳振动参数(频率和振幅)的参数组。
39.这使得在选择卷绕参数时可以避免关键的振动频率和/或振动幅度并且以此大大减少在制造成品卷3时撕裂的概率。
40.如果成品卷3的品质参数和振动参数一起被优化,则控制和调节单元7会搜索具有尽可能最好的品质和振动参数的参数组。必要时将具有不同品质和/或振动参数的多个参数组提供给操作员选择。
41.此外,通过将振动参数纳入参数组,还可以确定纤维料幅撕裂的概率,该撕裂的概率可以显示给操作员。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1