一种加捻装置和采用该加捻装置的加捻机的制作方法
1.本发明属于纺织设备领域,尤其是涉及一种加捻装置(英文为“twisting device”),以及采用所述加捻装置的加捻机(twisting machine)。
背景技术:
2.纺织行业在利用纱线进行纺织之前通常都需要对原料纱线进行加捻处理,加捻是为了将两根或两根以上的原料线卷绕捻合成股线,所述两根或两根以上的原料线可以来源自多个原料线筒也可以来源于由多根原料线合并而成的一根多股线。凡是在纺纱过程中,使诸如纱条、须条、纱、线、丝之类的多股原料线绕其轴线加以扭转搓动或轴向缠绕,使多股原料线获得“捻回”或包缠的都称为“加捻”。加捻可以使纤维与纤维间或单丝与单丝间相互抱合和缠结后不致松散或滑脱,并具有一定物理机械性质(如强度、伸长、弹性等)和外观特征(如光泽、毛羽、手感等)。目前主要的加捻设备主要有“倍捻机”和“环锭纺细纱机”。倍捻机名称源于其使用的一种锭子(英文为”spindle”)加捻装置可以对输入其中的并行多股线实现“一转二捻”的加捻效果,除所述锭子加捻装置之外,倍捻机和几乎所有类型的加捻机设备还包括对从加捻装置加捻输出后的加捻多股线进行主动牵引收集然后卷绕成最终成品的加捻多股线筒的“收集卷绕装置”,所述收集卷绕装置通常包括一根持续旋转的辊筒(英文为”roller”,中文音译为“罗拉”)或者是包括一对紧贴在一起且相向旋转的辊筒,所述辊筒在纺织行业通常称为“卷绕罗拉”。无论所述收集卷绕装置采用单根辊筒或者一对相向旋转辊筒甚或其他任何形式的配置,实际上输入以倍捻机为代表的所有加捻机的多股线都会受到所述收集卷绕装置的持续牵拉作用的。当所述收集卷绕装置采用单根辊筒的设置时,成品加捻多股线筒会随所述单根辊筒进行持续的旋转从而将经过加捻装置加捻并输出的加捻多股线持续地牵引出来并卷绕成作为最终成品的加捻多股线筒;而采用一对相向旋转辊筒的配置时则是利用两个辊筒紧密夹持着经过加捻装置加捻并输出的加捻多股线并将其持续地从所述加捻装置中牵拉出来然后卷绕成加捻多股线筒。环锭纺细纱机采用的锭子加捻装置与倍捻机不同,只能实现“一转单捻”的加捻效果,包括带动管纱的中心纡管持续旋转的锭子、牵引原料粗纱持续旋转加捻的钢丝圈以及钢丝圈的旋转轨道“钢领”在内的环锭纺细纱机锭子加捻装置用来将原料粗纱加捻成为细纱并卷绕为管纱,之后多个管纱将在络筒机上连接成为最终产品细纱的筒纱。
3.如上所述的传统倍捻机和环锭纺细纱机在实际生产中其实都需要两道工序,对倍捻机来说除了其自身的加捻工序之外,在加捻工序之前还必须进行将需要加捻的多股线合并为一根并行多股线并卷绕成并行多股线筒的“并纱”工序;对环锭纺细纱机来说,由于管纱的直径会影响多股线的加捻程度和加捻速度所以管纱上可以卷绕的加捻细纱不能太多,故而从环锭纺细纱机产出的管纱还必须经过一道俗称“络筒”的工序将多个管纱上的细纱头尾相连并卷绕成最终成品筒纱。
4.综上所述,倍捻机和环锭纺细纱机这两种传统的加捻设备固然巧妙,但缺陷也是很明显的,也就是两者都需要两道不同的工序,如前所述倍捻机需要进行并纱和加捻两道
工序,环锭纺细纱机则需要细纱和络筒工序,不同的工序就意味着不同的场地、生产设备和两地的能耗,倘若能一步到位从多根纱线或多股纤维直接生成最终的加捻多股线筒或者实现从粗纱到最终成品细纱筒纱的一气呵成也就可节省一半的场地和动力,大大提升经济效益。
技术实现要素:
5.为了解决上述背景技术一节指出的包括倍捻机和环锭纺细纱机在内的传统加捻设备的缺陷,本发明提供的一种加捻装置和采用该加捻装置的加捻机可以将传统的倍捻机和环锭纺细纱机所需的两个工序皆合二为一,直接从多个原料线筒一气呵成地产出成品加捻多股线筒,或者从粗纱筒纱一步到位产出成品细纱筒纱。
6.具体地说,本发明提供的一种加捻装置,与目前公开的加捻技术方案一样,也是用来对输入所述加捻装置的多股线实施旋转加捻操作从而使输入所述加捻装置的多股线产生捻回,被所述加捻装置实施旋转加捻操作的多股线可以从所述加捻装置输出。本发明提供的所述加捻装置与目前公开的加捻技术方案的不同之处首先在于:“所述加捻装置采用将输入所述加捻装置的由多股原料线组成的多股线夹紧并使所述多股线旋转的方式来对输入所述加捻装置的多股线实施第一道加捻操作从而使之成为产生捻回的加捻多股线,所述加捻装置还通过旋转缠绕的方式卷绕收集输入所述加捻装置并被实施所述第一道加捻操作后生成的加捻多股线,通过旋转缠绕的方式被卷绕收集在一处的加捻多股线形成一个中空贯通的旋转体,卷绕收集在所述旋转体上的加捻多股线可以从所述旋转体上解绕下来并从所述旋转体的中空贯通部分输出至所述旋转体之外,输出至所述旋转体之外的加捻多股线会被所述加捻装置再次采用将所述加捻多股线夹紧并使所述加捻多股线旋转的方式实施第二道加捻操作,所述第二道加捻操作与所述第一道加捻操作产生的捻回的捻向一致。”两道加捻操作产生捻回的捻向一致,如此则原料多股线经过至少两道加捻操作一般就可以达到商品化加捻多股线的加捻程度要求,当然本发明也不排除在提供的加捻装置中设置第三甚至更多道加捻操作以及后续这些加捻操作之间的所述旋转体,只需所有加捻操作产生的捻回的捻向一致即可。为有效执行所述第一道加捻操作和所述第二道加捻操作,本发明提供的所述加捻装置包括了对输入所述加捻装置的多股线实施所述第一道加捻操作的第一道加捻器和对所述加捻多股线实施所述第二道加捻操作的第二道加捻器。之所以设置第二道加捻器来执行所述第二道加捻操作,除了前述增强对输入加捻装置的多股线的加捻效果之外,还有一个原因是在实践过程中发明人发现加捻多股线从所述旋转体上盘旋解绕下来之时由于旋转解绕方向的缘故会出现已经产生的捻回退解从而削弱所述第一道加捻操作的加捻效果的情况,故而在加捻装置中增设一道产生的捻回的捻向与第一道加捻操作的捻回捻向相同的第二道加捻操作至少可以抵消加捻多股线从旋转体上解绕下来时产生的捻回退解。
7.作为上述技术方案的一种可选的实施方案,所述加捻装置包括的第一道加捻器采用直接夹紧的方式夹紧输入加捻装置的多股线并使所述多股线旋转从而实施所述第一道加捻操作。所述直接夹紧也即将输入加捻装置的多股线以两个物件合拢以后将所述多股线紧密夹持着夹紧,显而易见在夹紧所述多股线的同时使多股线旋转就可以对多股线实施加捻从而产生捻回。
8.作为上述可选实施方案的一种优选的实现方式,所述第一道加捻器将采用弹性材质的滚轮直接夹紧输入加捻装置的多股线并使多股线旋转从而实施所述第一道加捻操作。采用弹性材质的好处是令夹紧多股线的物件充分接触从而确保夹紧效果。
9.作为上述技术方案的另一种可选的实施方案,所述加捻装置包括的所述第一道加捻器将采用使受到牵引力作用的输入所述加捻装置的多股线折弯的方式来实现对所述多股线的夹紧效果并使所述多股线旋转从而实施所述第一道加捻操作。如前所述几乎所有类型的加捻机设备都包括对从加捻装置加捻输出后的加捻多股线进行主动牵引收集然后卷绕成最终成品的加捻多股线筒的“收集卷绕装置”,故而输入加捻装置的多股线以及加捻过程中生成的加捻多股线实际上始终都是处于被牵引的状态从而处处存在轴向的拉力,多股线或加捻多股线折弯以后在折弯部位两边的轴向拉力的合力的反作用力就可以径向作用于多股线或加捻多股线从而实现旋转加捻所需的夹紧效果。
10.作为上述直接夹紧多股线的实施方案的一种可选的实现方式,所述第一道加捻器将包括一根中空贯通的供输入所述加捻装置的多股线穿入的一号空心转轴,所述多股线从所述一号空心转轴的一端开口穿入所述一号空心转轴的中空内部并从所述一号空心转轴的另一端开口穿出,所述第一道加捻器还包括一对紧固于所述一号空心转轴上的紧贴在一起的有弹性的橡胶滚轮,穿入所述一号空心转轴的所述多股线会被一对所述橡胶滚轮紧密夹持着夹紧并随着所述一号空心转轴以及所述橡胶滚轮一起旋转从而实现对所述多股线实施所述第一道加捻操作并生成所述加捻多股线。在这种实现方案中,当所述一号空心转轴带动一对所述橡胶滚轮开始旋转时实际上就已经对穿入所述一号空心转轴的多股线实施了旋转加捻使其产生捻回成为加捻多股线了。采用一对橡胶滚轮来直接夹紧多股线一来可以利用橡胶的弹性来充分夹紧所述多股线,二来橡胶滚轮可以自由滚动不会妨碍旋转加捻后生成的加捻多股线离开橡胶滚轮进而收集到后续的旋转体之上。所述第一道加捻器还包括与所述一号空心转轴紧固为一体的旋转支架,所述旋转支架在本发明当中是用来引导加捻多股线引至旋转体的,具体实施时所述旋转支架可以加装供加捻多股线穿入的导管或者是引导加捻多股线行进的滑轮等机构。所述加捻装置还包括二号空心转轴以及紧固套装于所述二号空心转轴之上的中空贯通的卷线筒,由所述第一道加捻器生成的所述加捻多股线会经由所述旋转支架紧密缠绕在所述卷线筒之上,所述二号空心转轴以及紧固套装于其上的所述卷线筒会配合所述一号空心转轴以及所述旋转支架进行旋转,所述旋转支架与所述卷线筒之间的旋转速度存在差异从而使离开所述旋转支架的所述加捻多股线通过旋转缠绕的方式卷绕收集在所述卷线筒之上形成一个中空贯通的所述旋转体。卷绕收集在所述卷线筒之上的加捻多股线可以从所述卷线筒之上解绕下来并从所述卷线筒和所述二号空心转轴的中空贯通内部被持续牵引输出至所述第一道加捻器之外,这个过程也就是加捻多股线从旋转体上解绕下来并从旋转体的中空贯通内部输出,持续牵引的动力来源于前述的加捻机普遍装备的所述收集卷绕装置。在本实现方式中,卷绕收集在所述旋转体上的加捻多股线必须是要紧密地缠绕在所述卷线筒之上,如此才可以确保所述卷线筒与旋转支架之间的旋转速度差可以形成足够的牵引力使加捻多股线被持续牵引卷绕在所述卷线筒之上形成所述旋转体。具体的来说,当旋转支架的旋转速度大于卷线筒的旋转速度且两者的转向一致时加捻多股线就是被所述旋转支架主动缠绕在卷线筒之上,而当卷线筒的同转向旋转速度大于旋转支架的旋转速度时所述加捻多股线则主要是被所述卷线筒持续牵拉并缠
绕在卷线筒之上的。具体实施时,所述第一道加捻器在初始化时需要操作者手工旋转一号空心转轴从而带动一对所述橡胶滚轮旋转进而对多股线实施旋转加捻然后手工牵拉加捻多股线在卷线筒上紧密缠绕多圈形成一个致密卷绕起来的旋转体,如此就可以确保所述第一道加捻器在加捻装置开动以后顺利实施所述第一道加捻操作并向所述第二道加捻器输出加捻多股线。在本实现方式中,输出至所述第一道加捻器之外的所述加捻多股线会接受所述第二道加捻器实施的所述第二道加捻操作,本发明设置第二道加捻操作可以进一步对所述加捻多股线实施旋转加捻从而增强和确保最终成品的加捻程度,也可以抵消所述加捻多股线从旋转体上解绕下来时可能的捻回退解,因为所述第二道加捻操作产生的捻回的捻向是与所述第一道加捻操作产生的捻回捻向是相同的。
11.作为上述采用使受到牵引力的多股线折弯的方式来实现多股线旋转加捻所需的夹紧效果的实施方案的一种可选的实现方式,第一道加捻器会包括一根中空贯通的供输入所述加捻装置的多股线穿入的第一空心转轴,多股线从第一空心转轴穿出后折弯穿入一根与第一空心转轴紧固在一起的绕线导管,如前多股线在其折弯处就会被夹紧,第一空心转轴与绕线导管可以进行旋转从而对多股线实施所述第一道加捻操作,如此则本实现方式的第一道加捻器就是凭借所述第一空心转轴与绕线导管将多股线引入第一道加捻器内并使其发生折弯且通过旋转使其产生了捻回,事实上位于多股线折弯处之前的被引入第一空心转轴的多股线在第一空心转轴与绕线导管旋转起来之后就被实施了旋转加捻产生了捻回成为了加捻多股线。本实现方式提供的加捻装置还包括一根中空贯通的第二空心转轴和紧固套装于所述第二空心转轴上的中空贯通的绕线筒,穿入所述第一空心转轴和绕线导管的多股线被实施所述第一道加捻操作后成为加捻多股线并从绕线导管的一端开口输出,从绕线导管的一端开口输出的加捻多股线会紧密缠绕在绕线筒之上,第二空心转轴以及紧固套装于其上的绕线筒会配合第一空心转轴以及绕线导管进行旋转,绕线导管与绕线筒之间的旋转速度存在差异从而使从绕线导管的一端开口输出的所述加捻多股线通过旋转缠绕的方式卷绕收集在绕线筒之上形成一个中空贯通的所述旋转体。与前述实现方式类似,在本实现方式中卷绕收集在绕线筒之上的加捻多股线可以从绕线筒之上解绕下来并从绕线筒和第二空心转轴的中空贯通内部被持续牵引输出至所述第一道加捻器之外,所述持续牵引的力量也同样是来源于前述加捻机配备的收集卷绕装置,输出至所述第一道加捻器之外的所述加捻多股线会接受所述第二道加捻器实施的所述第二道加捻操作。
12.作为上述采用使受到牵引力的多股线折弯的方式来实现多股线旋转加捻所需的夹紧效果的实施方案的另一种可选的实现方式,所述第一道加捻器会包括一根中空贯通的第一号空心转轴以及与所述第一号空心转轴紧固为一体的一个加捻转盘,加捻转盘的旋转轴心线与第一号空心转轴的旋转轴心线重合,如此则第一号空心转轴在自己本身被电机驱动旋转之后就可以驱动加捻转盘持续旋转。本实现方式中的加捻装置还包括一根中空贯通的第二号空心转轴以及紧固套装在第二号空心转轴之上的一个中空贯通的缠线筒,如此则第二号空心转轴就可以驱动缠线筒持续旋转,第二号空心转轴插装在第一号空心转轴的中空内部,缠线筒位于加捻转盘的内部中心位置。输入加捻装置的多股线将经由加捻转盘的边沿向加捻转盘的内部中心折弯后紧密缠绕在缠线筒之上,如此则在加捻转盘的边沿折弯的多股线在加捻转盘的边沿折弯处就会受到持续不断的牵引力,第一号空心转轴与加捻转盘可以进行旋转从而对多股线实施所述第一道加捻操作,本实现方式中的第一号空心转轴
实际上是起到了一个驱动所述加捻转盘旋转的作用,输入加捻装置的多股线经由加捻转盘旋转加捻生成的加捻多股线在加捻转盘的边沿折弯后紧密缠绕在缠线筒之上,实际上输入加捻装置的多股线在当加捻转盘开始旋转之后就被旋转加捻并产生了捻回成为加捻多股线,也即位于所述加捻转盘边沿之前的输入所述加捻装置的多股线在当加捻转盘旋转之后即成为被施加了捻回的加捻多股线。第二号空心转轴以及紧固套装于其上的所述缠线筒会配合所述第一号空心转轴以及所述加捻转盘进行旋转,加捻转盘与缠线筒之间的旋转速度存在差异从而使经由加捻转盘边沿向加捻转盘的内部中心折弯的所述加捻多股线得以通过旋转缠绕的方式卷绕收集在所述缠线筒之上并且形成一个中空贯通的所述旋转体。与前述两个实现方式相似,在本实现方式中,卷绕收集在所述缠线筒之上的加捻多股线可以从所述缠线筒之上解绕下来并从所述缠线筒和所述第二空心转轴的中空贯通内部被持续牵引输出至所述第一道加捻器之外,持续牵引的牵拉动力也同样是来源于装备了所述加捻装置的加捻机的加捻多股线的收集卷绕装置,然后输出至所述第一道加捻器之外的所述加捻多股线会接受所述第二道加捻器实施的所述第二道加捻操作。
13.作为上述采用使受到牵引力的多股线折弯的方式来实现多股线旋转加捻所需的夹紧效果的实施方案的另外一种可选的实现方式,与上述三种实现方式存在的明显不同之处在于所述加捻装置包括的第一道加捻器会是一个环锭纺加捻组件,具体地说,第一道加捻器包括一根中空贯通的空心旋转纡管,空心旋转纡管插装在一个圆环形的钢领的内部中心位置,所述钢领具有“工”字形的横截面并且所述钢领上还卡装有一个钢丝圈,所述钢丝圈上具有缺口而且所述钢丝圈的弹性可以确保所述钢丝圈可以通过弹性撑大所述缺口从而卡装在所述钢领之上不至于从所述钢领上滑脱,卡装在所述钢领上的所述钢丝圈可以围绕圆环形的所述钢领进行整圈的自由滑行。输入所述加捻装置的多股线会穿入所述钢丝圈并经由所述钢丝圈向圆环形的所述钢领的内部中心折弯然后紧密缠绕在所述空心旋转纡管之上。所述第一道加捻器还包括可以紧密夹持多股线并将其输入所述加捻装置的辊筒机构,所述辊筒机构利用辊筒紧密夹持着所述多股线并利用所述辊筒的旋转速度来控制输送给所述第一道加捻器实施旋转加捻操作的多股线的输送速度。所述第一道加捻器包括的空心旋转纡管可以通过持续地旋转从而带动经由钢丝圈折弯的多股线围绕辊筒机构的多股线输出口持续旋转从而实现所述第一道加捻操作并生成加捻多股线。多股线由于受到空心旋转纡管的牵拉以后会产生轴向的拉力,如前所述多股线在钢丝圈的折弯处就会被夹紧,而且经由所述钢丝圈折弯的多股线由于受到所述空心旋转纡管的牵拉会与钢丝圈一起在所述钢领上高速旋转,所以实际上位于所述辊筒机构和钢丝圈之间的输入本实现方式的第一道加捻器的多股线在空心旋转纡管开始旋转之后就成为了被实施旋转加捻产生了捻回的加捻多股线。在本实现方式中,所述加捻多股线经由所述钢丝圈向所述钢领内部中心折弯后紧密缠绕在所述空心旋转纡管之上,所述空心旋转纡管通过旋转缠绕的方式持续牵拉所述加捻多股线并将所述加捻多股线卷绕收集在所述空心旋转纡管之上形成一个中空贯通的所述旋转体。事实上本实现方式的旋转加捻方式与传统的环锭纺细纱机的环锭纺加捻组件是完全相同的,本实现方式与普通的环锭纺加捻组件的不同之处就仅仅在于卷绕收集在所述空心旋转纡管之上的加捻多股线可以从所述空心旋转纡管之上解绕下来并从所述旋转体和所述空心旋转纡管的中空贯通内部被持续牵引输出至所述第一道加捻器之外,然后输出至所述第一道加捻器之外的所述加捻多股线会接受所述第二道加捻器实施的所述
第二道加捻操作。普通的环锭纺加捻组件的纡管一般都不是空心的也不会让纡管上的加捻多股线从其上解绕下来并从其中空内部输出。对于本发明提供的加捻装置来说,第二道加捻器完全可以采用上述所有实现方式或者其他任何类型的夹紧然后旋转的加捻方式。
14.作为本发明技术方案的一种可选的实施方案,所述加捻装置包括的所述第二道加捻器可以采用使受到牵引力作用的所述加捻多股线折弯的方式来实现对所述加捻多股线的夹紧效果并使所述加捻多股线旋转从而实施所述第二道加捻操作。
15.本发明还提供一种加捻机,包括对多股原料线实施加捻操作并输出的加捻装置和用于安装所述加捻装置的机架,与普通加捻机不同的则是本发明提供的所述加捻机是采用本发明提供的所述加捻装置来对输入加捻装置的多股线实施旋转加捻操作的。
16.综上所述,本发明提供的一种加捻装置和采用所述加捻装置的加捻机,通过对多股原料线组成的多股线连续实施至少两道捻向一致的加捻操作并配合对加捻生成的加捻多股线的收集卷绕装置,就可以方便的将传统的倍捻机和环锭纺细纱机所必需的两道工序整合进一台加捻机之内一气呵成的完成,成功地利用单独一台加捻机设备一步到位实现了传统倍捻机和环锭纺细纱机各自的两道分离的工序的生产目标,节约了场地,也节约了动力能源的消耗和相应的用工成本。
附图说明
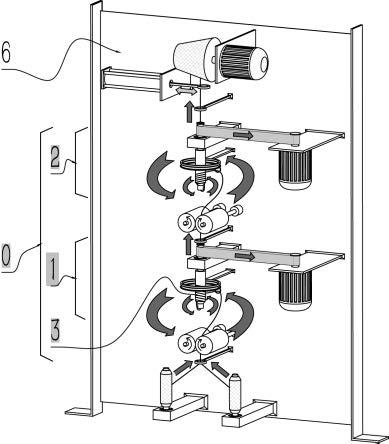
17.图1是采用本发明的加捻装置的第一实施例的加捻机的外观与结构示意图。如图1所示本发明第一实施例是一台采用了本发明提供的加捻装置0的加捻机,所述加捻装置0安装在加捻机的机架6之上。如图1所示第一实施例中的所述加捻装置0包括了两个加捻器,即图1所示的第一道加捻器1和第二道加捻器2以及生成旋转体3所需的相关零部件,后续的图2和图3则会分别放大展示所述第一加捻器1和第二加捻器2。如图1顶部所示该加捻机配备了以电机9驱动的加捻多股线8的收集卷绕装置,成品加捻多股线筒5紧固套装在由电机9驱动的单根辊筒上被驱动持续旋转就可以源源不断地牵拉被加捻装置0实施旋转加捻生成的加捻多股线8并卷绕生成商品化的加捻多股线筒5。如图1所示加捻装置0的两股原料线7源自两个原料线筒4,当然也可以来源于更多个原料线筒甚至单个原料线筒的单根粗纱,图1中原料线7旁的实心直箭头以及后续生成的加捻多股线8旁的直箭头都指示了原料线7和加捻多股线8被牵引行进的方向。从图1也可以看到驱动所述第一道加捻器1、旋转体3和包括二号空心转轴104与卷线筒103在内的生成旋转体3的相关零部件、以及第二加捻器2的电机9和传动带10,第一实施例的两道加捻器和两者之间的中间传递媒介旋转体3都是被相应的电机驱动且精确地控制着转向与转速从而实现图1所示的成品加捻多股线筒5所需的商品化加捻品质,传动带10上的直箭头指示了传动带的行进方向,事实上对本发明而言,在具体实施时本发明提供的所述加捻装置包括的所有加捻器都可以通过切换相应电机的转向和调节相应电机的转速来实现对所有加捻器的旋转加捻的转向和转速进行自由的切换和精确的调控。如图1所示并参考图3,图1中的6对弧形箭头则从下到上分别指示了第一加捻器1的一号空心转轴102、旋转支架101、卷线筒103、二号空心转轴104、第二加捻器2的空心转轴202和第二加捻器2的转盘201的转向。从图1也可以看出无论第一和第二道加捻器以及生成旋转体3的相关零部件都通过其各自的支架13安装在第一实施例的机架6之上。如图1所示第一实施例将来自两个原料线筒4的两根原料线7通过一个集线环12合并为一根多股线引
入所述加捻装置0的第一道加捻器1,所述收集卷绕装置之前也安装了一个集线环12以配合最后一道加捻器的旋转加捻操作,所述收集卷绕装置还配备了一个液压缸11驱动的加捻多股线筒5的卷绕位置调节装置,完成最后一道加捻操作的加捻多股线8穿过所述液压缸11的输出轴前端的圆环被持续牵拉卷绕于加捻机的成品加捻多股线筒5之上,液压缸11旁的双向直箭头指示了液压缸的输出轴来回进给调整加捻多股线8在加捻多股线筒5上的卷绕位置从而生产出一个具有规则圆锥体外形的成品加捻多股线筒5。如图1所示并参考图2,第一实施例的第一道加捻器1采用一对橡胶滚轮100直接夹紧多股线并旋转的方式实现对经由下方集线环12输入加捻装置0的多股线的第一道加捻操作,自一对所述橡胶滚轮100开始旋转之时,位于图1下方所示的集线环12和橡胶滚轮100之间的那段多股线也就成为了被实施了所述第一道加捻操作的加捻多股线8,所述加捻多股线8被从一对所述橡胶滚轮100牵拉出来以后经由旋转支架101上的两个滑轮被卷绕在卷线筒103之上成为一个中空贯通的旋转体3。为突显本发明重要的加捻组件一些附图标记的数字被填充了灰色底纹,图中左侧用简单的直线括出了0、1、2和3附图标记所指示的相应的加捻装置、两道加捻器和旋转体,图中右侧也见缝插针地进行了这几个重要组件的附图标记指示。
18.图2是本发明的加捻装置的第一实施例的第一道加捻器和用于产生旋转体的相关零部件的外观与结构示意图。图2从左至右分为以三根竖线分隔的四个子视图,每个视图左下角的圆括号以及其中的阿拉伯数字为每个视图的编号。第(1)和(2)子视图展示了第一道加捻器1和生成旋转体3所需的相关零部件的横截面示意图,第(3)和(4)子视图则展示了第一道加捻器1和生成旋转体3所需零部件的外观。第(2)和(4)子视图还展示了原料线7是如何被实施第一道加捻生成加捻多股线8、加捻多股线8是如何被旋转缠绕生成中空贯通的所述旋转体3,还示意了加捻多股线8从旋转体3上解绕下来输出至第二道加捻器。从图2可以看出第一道加捻器的一号空心转轴102和用于生成所述旋转体3的二号空心转轴104上都分别具有附图标记为1023的传动轮结构,如图2所示并参考图1由电机9驱动的传动带10就可以通过带动两个传动轮1023旋转从而驱动第一道加捻器的一号空心转轴和形成旋转体3的二号空心转轴104进行持续的旋转。在第一实施例中,如图2和图1所示一对所述橡胶滚轮100安装于一个空心套筒1001之上,而所述空心套筒1001则紧固套装在一号空心转轴102的开口处,所述旋转支架101则紧固在空心套筒1001之上会与一号空心转轴102和橡胶滚轮100一起同步转动,引入一号空心转轴102的多股线被一对所述橡胶滚轮100紧密夹持着旋转之后就生成了加捻多股线8,加捻多股线8离开橡胶滚轮100经由旋转支架101上的两个滑轮1012卷绕到卷线筒103之上,如图2所示为了确保加捻多股线8在卷线筒103上的紧密缠绕,第一实施例还在旋转支架101之上设置了扭簧1011驱动的锥形滚轮1013,所述锥形滚轮1013的侧面轮廓紧贴形成旋转体3的核心零件卷线筒103的倒锥形轮廓。图2中传动带10上的直箭头代表传动带10的行进方向,如图1和图2所示可以看出第一道加捻器1的旋转支架101的转向与生成旋转体3的二号空心转轴102以及卷线筒103的转向是一致的,只是由于旋转支架101与卷线筒103的转速不同,加上加捻多股线8是紧密缠绕在卷线筒103之上的,所以所述卷线筒103和旋转支架101就可以持续的将加捻多股线8从一对橡胶滚轮100乃至第一道加捻器1当中牵拉出来卷绕收集在卷线筒103之上形成所述旋转体3。如图2和图1所示由于二号空心转轴104和卷线筒103都是中空贯通的,故而紧密卷绕在绕线筒103上的加捻多股线8就自然地形成了一个中空贯通的旋转体3,在加捻机配备的收集卷绕装置持续不断
的牵拉之下卷绕收集在旋转体3上的加捻多股线8就被牵拉从旋转体3上解绕出来并从旋转体3内部的卷线筒103和二号空心转轴104的中空内部被牵拉输出至第二道加捻器2。
19.图3是本发明的加捻装置的第一实施例的第二道加捻器的外观与结构示意图。图3是由用一根竖线分隔而成的左右两个子视图组成,两个子视图分别以下方的括号加数字编号为第(1)和(2)子视图,如图3所示并参考图1本图3的第(1)子视图展示了第二道加捻器2的外观而第(2)子视图展示了第二道加捻器2的横截面示意图。如图3所示并参考图1所述第二道加捻器是使持续受到牵引力的加捻多股线8折弯的方式来实现对加捻多股线8的夹紧效果再配合持续旋转以实施旋转加捻操作的。如图3所示并参考图1在第一实施例中第二道加捻器2包括了一根供加捻多股线8穿入的中空贯通的空心导管203,空心导管203外部套装了一根空心转轴202,空心转轴202上有传动轮205结构可以经由相应的电机9和传动带10驱动而持续旋转,空心转轴202与空心导管203之间有滚珠轴承配合所以空心转轴203可以持续进行高速地旋转来完成所述第二道加捻操作,空心导管203与空心转轴202都通过相应的支架13紧固安装于第一实施例的机架6之上。如图3所示并参考图1,空心转轴202的开口处紧固套装了一个空心的转盘201,从旋转体3上解绕下来的加捻多股线8穿出空心导管203之后会经由转盘201的边沿折弯输出至第一实施例配备的收集卷绕装置,如图3第(2)子视图的右侧放大区域所示由于受到收集卷绕装置持续不断的牵拉力作用加捻多股线8在转盘201的边沿折弯处就会被夹紧,随着空心转轴202经由传动轮205被传动带10驱动旋转,转盘201也会带着被夹紧的加捻多股线8围绕如图1所示的位于收集卷绕装置下方的集线环12持续旋转从而完成所述第二道加捻操作的实施。如图3所示第一实施例的所述第二道加捻器2的转盘201边缘装有一个减少摩擦力的瓷环204供加捻多股线从转盘201边沿穿出并发生折弯,为凸显第二道加捻器2从瓷环204开始至后面的集线环12之间的有效旋转加捻部位图3的第(2)视图中位于空心导管203内部的加捻多股线8没有绘出螺旋状的捻回而只在从瓷环204开始输出的加捻多股线8上绘出了螺旋状的捻回。
20.图4是采用本发明的加捻装置的第二实施例的加捻机的外观与结构示意图。本图中的所有在原料线7和加捻多股线8旁边的单向直箭头和图1一样也都是表示原料线7和加捻多股线8被牵拉行进的方向,各个传动带10上的单向直箭头和图1一样也都是表示各个传动带10的行进方向,如图4所示并参考图3本图4当中从下到上的五对弧形箭头则分别指示了第一道加捻器1的第一空心转轴112、绕线导管111、用于生成旋转体3的第二空心转轴114以及紧固套装于其上的绕线筒113、第二道加捻器2的空心转轴202和转盘201的旋转方向,从本图4可以看出第一道加捻器1和生成旋转体3的相关零部件的转向是一致的,与第一实施例一样两者之间的旋转速度差异可以产生牵拉力将加捻多股线8卷绕在绕线筒113之上形成旋转体3。如图4所示并参考图5,第二实施例与第一实施例的差别仅仅在于第一道加捻器1的不同,两者其实都使用同一种第二道加捻器。第二实施例的第一道加捻器将原料线7合并而成的多股线引入第一空心转轴112和绕线导管111之后使其发生了一道折弯进而在折弯处产生了旋转加捻所需的夹紧效果,随着第一空心转轴112和绕线导管111被相应的传动带10带动持续旋转就将输入第一道加捻器的多股线施加捻回生成了加捻多股线8。由于缺少第一实施例中扭簧驱动的锥形滚轮,第二实施例的加捻装置在开机初始化时需要手工将加捻多股线8在绕线筒113上紧密缠绕从而确保开机之后旋转体3可以形成且保持对输入第一道加捻器1的多股线的持续牵拉力。第二实施例采用了与第一实施例一样的第二道加
捻器但请注意对本发明来说第二道加捻器2的种类是没有限制的,实际实施时甚至可以采用与第一道加捻器完全相同的加捻器。
21.图5是本发明的加捻装置的第二实施例的第一道加捻器和用于产生旋转体的相关零部件的外观与结构示意图。本图5由图中一根竖线分隔而成的第(1)和第(2)两个子视图组成,第(1)子视图展示了第二实施例的第一道加捻器的外观而第(2)子视图展示了第一道加捻器的横截面。如图5所示并参考图4,第一道加捻器1的第一空心转轴112和生成旋转体3所需的第二空心转轴114都通过相应的支架13安装于第二实施例的机架6之上,第一空心转轴112和第二空心转轴114也都具有与相应的传动带10配合的传动轮1123结构。第(2)子视图中的两对弧形箭头分别指示了第一空心转轴112和第二空心转轴114的相同的转向,位于生成旋转体3的核心部件绕线筒113下方的弧形箭头也指示了绕线筒113与第一道加捻器1的绕线导管111的相同转向。
22.图6是采用本发明的加捻装置的第三实施例的加捻机的外观与结构示意图。如图6所示并参考图1和图4,第三实施例与前述两个实施例都采用了相同的第二道加捻器2,当然对于本发明来说第二道加捻器的选择是任意的,只需第二道加捻器加捻的捻向与第一道加捻器1的加捻捻向一致即可。与前述两个采用空心转轴将原料线经集线环合并而成的多股线引入第一道加捻器的实现方式不同,第三实施例如图6所示直接将多股线引至加捻转盘121边沿进行折弯然后紧密卷绕在位于加捻转盘121内部的缠线筒123之上形成旋转体3;与前述两个实施例不同的另一点是可以看出第三实施例的旋转体生成所需的零部件实际上是集成在了第一道加捻器1之中而不是如同前述两个实施例那样位于第一道加捻器1之外。第三实施例的所述加捻转盘121在第一号空心转轴122的带动下持续旋转从而将经由图6中下方集线环12输入加捻装置0的由原料线7合并而成的多股线加捻成为加捻多股线8。如图6所示并参考图7,第三实施例中驱动形成旋转体3的核心部件是缠线筒123,该缠线筒123是由第二号空心转轴124驱动的,与前述两个实施例不同,第三实施例生成旋转体3的第二号空心转轴124是插装在第一号空心转轴122之内的,第三实施例的两个空心转轴之间装有滚珠轴承故而第一道加捻器1的加捻转盘121和形成旋转体3的核心部件缠线筒123的旋转转向和转速都可以分别进行精确的调整从而使得加捻转盘121与缠线筒123之间保持一定的旋转速度差异从而可以将加捻多股线从加捻转盘边沿牵拉并紧密缠绕在缠线筒之上,当然在第三实施例开机初始化之时需要操作人员手工转动加捻转盘121对多股线进行加捻并在缠线筒123上手动的进行紧密卷绕形成所述旋转体3,再牵引加捻多股线8从旋转体3上解绕下来从下部通过缠线筒123和第二号空心转轴124的中空贯通处引至第二道加捻器2然后再手动牵拉加捻多股线8在成品加捻多股线筒5上形成紧密的缠绕,然后开动第三实施例的加捻机对原料线筒4就可以持续地牵拉原料线7合成多股线并经过加捻装置0加捻成为成品加捻多股线筒5,前述两个实施例的加捻机的初始化操作与此也是类似的。图6当中所有的单向直箭头、弧形箭头和双向直箭头指示的对象及其意义与图1和图4的相应箭头是一致的。如图6所示并参考图7,与前述两个实施例不同,第三实施例的第一道加捻器1和旋转体生成所需的零部件仅通过一个支架13安装在加捻机的机架6之上。注意第三实施例也完全可以加装第一实施例的锥形滚轮以促进形成紧密缠绕的旋转体3,只需将相应的扭簧和锥形滚轮安装在所述加捻转盘121边沿上的多股线折弯对侧即可。实际上如图4所示并参考图1第二实施例也可以在加捻多股线8的绕线导管111导出口的对侧绕线导管上安装扭簧和锥形
滚轮。
23.图7是本发明的加捻装置的第三实施例的第一道加捻器和用于产生旋转体的相关零部件的外观与结构示意图。如图7所示并参考图6,驱动第一道加捻器进行旋转加捻的第一号空心转轴122和驱动形成旋转体3的第二号空心转轴123上都分别具有传动轮1223结构,在本图7当中都填充以灰色。从本图7还能看出两个细节,一是和前述第二道加捻器采用瓷环减少摩擦力一样第三实施例的加捻转盘121边沿多股线折弯处也安装了附图标记为1212的瓷环,二是第一号和第二号空心转轴其实都套装在一根附图标记为125的空心导管之上,注意此空心导管125对第三实施例来说并非必须,采用与第二号空心导管124之间有滚珠轴承配合的空心导管125在第三实施例中是为了减少第二号空心转轴124的旋转阻力。如图1、图2、图4、图5、图6和本图7所示第一实施例中的卷线筒103、第二实施例中的绕线筒113和第三实施例中的缠线筒123在各自的加捻装置中所起的作用是完全一样的,都是令第一道加捻器输出的加捻多股线8紧密缠绕于其上形成两道加捻操作之间的加捻多股线中间传递媒介,三者都采用了倒锥形轮廓是为了便于加捻多股线8从旋转体3上能容易的解绕下来。
24.图8是采用本发明的加捻装置的第四实施例的加捻机的外观与结构示意图。第四实施例与前述三个实施例都采用了同样的第二道加捻器,与前述三个实施例的不同之处仅仅在于第一道加捻器。如图8所示并参考图10,第四实施例实际上采用了环锭纺加捻组件作为第一道加捻器1,来自两个原料线筒4的原料线7经集线环12合并为一根多股线之后被一对辊筒紧密夹持且经由这一对辊筒14以精确的速度向上输出,辊筒14上的单线弯箭头指示了辊筒14主动旋转的方向。环锭纺加捻组件的核心部件是一根插装在圆环形钢领1311当中的空心旋转纡管1313,被辊筒14主动向上输出的多股线经由卡装在钢领1311上的一个钢丝圈1312折弯然后紧密缠绕在中空贯通的所述空心旋转纡管1313形成旋转体3,空心旋转纡管1313在相应的电机9和传动带10的驱动下高速旋转从而带动多股线围绕辊筒14的多股线输出口持续旋转从而完成所述第一道加捻操作。上述加捻原理与现在普遍使用的环锭纺细纱机的加捻原理完全一样,第四实施例中的第一道加捻器1与普通环锭纺细纱机的不同之处在于使用了空心的纡管,也即附图标记为1313的空心旋转纡管。实际上第四实施例开动以后位于辊筒14与钢丝圈1312之间的多股线就被旋转加捻成了加捻多股线8,空心旋转纡管1313的中空贯通部分就促成了所述旋转体3的中空贯通部分从而可以使紧密缠绕在空心旋转纡管1313上加捻多股线8得以从其中空贯通内部输出至第二道加捻器2,与前述三个实施例一样,第四实施例初始化时手动旋转钢丝圈形成加捻多股线8并使其在空心旋转纡管1313上的紧密缠绕也是必须的,如此才可以让持续旋转的空心旋转纡管对来自钢丝圈1312的多股线或加捻多股线8持续地施加牵拉力从而形成旋转加捻必须的在钢丝圈1312折弯处的夹紧力。本图8当中各种类型的箭头指示的对象和意义与前述所有说明书附图当中对应类型的箭头一致。另外,虽然本图8示意了第四实施例将来自两个原料线筒的原料线7旋转加捻成为最终成品加捻多股线筒,但第四实施例也完全可以将来自单个粗纱筒纱的粗纱通过如图所示的加捻装置0旋转加捻成为单个细纱筒纱成品,所述粗纱也就是由多根作为原料线的纱线合并而成的单根的粗纱。
25.图9是采用本发明的加捻装置的第五实施例的加捻机的外观与结构示意图。第五实施例与第四实施例的不同之处仅仅在于使用了不同类型的第二道加捻器,如图9所示第
五实施例举了一个典型的复用第一道加捻器的例子,当然对于本发明来说第一道加捻器和第二道加捻器的选择都不是固定的,甚至还可以添加实施第三、第四甚或更多道加捻操作的加捻器。
26.图10是本发明的加捻装置的第四和第五实施例的第一道加捻器的外观与结构示意图。本图10是第四和第五实施例采用的环锭纺加捻组件的放大示意图,为了突显开口的所述钢丝圈1312是如何卡装在具有工字型截面的钢领1311上而且可以自由地在钢领1311上整圈整圈持续滑行的,图10还特意截断了所述钢领1311从而暴露出其工字型横截面形状。如本图10所示并参考图8和图9,第四和第五实施例的环锭纺加捻组件的核心部件空心旋转纡管1313是通过相应支架13紧固安装在加捻机的机架6之上的。
27.图11是本发明提供的一种加捻装置的两道加捻的原理与效果示意图。实际上本图11是对上述所有实施例乃至本发明的总体技术构思做的一个抽象和总结。如图11所示,来自原料线筒4的多股原料线7经过第一道加捻器的夹紧然后旋转加捻之后即成为了一螺旋状展示的加捻多股线8,注意所述原料线7也可以是来源于一个粗纱筒纱的由多股原料纱线事先合并好了的单根粗纱,也即单根的多股线。图11当中的空心直箭头指示的是对多股线或加捻多股线8的夹紧效果,夹紧处的螺旋被夹扁指示的也是夹紧效果。被第一道加捻器1加捻后生成的加捻多股线8随即被紧密卷绕收集成旋转体3,所谓旋转体3其实也是意味着它是通过旋转缠绕生成的,为避免与驱动旋转体3的相关机构发生干涉,作为两道加捻操作之间的中间传递媒介的旋转体3上的加捻多股线如图11所示从旋转体3的中空贯通内部另辟蹊径地输出至第二道加捻器2,为增强所述第一道加捻操作的加捻效果,本发明还设置了第二道加捻器2,如此则可以增强加捻多股线8的加捻效果和抵消实践过程中可能发生的从旋转体3上解绕下来时的捻回退解的情形。图11当中的实心直箭头指示的是原料线7、多股线或加捻多股线8的行进方向,弧形箭头指示的是本发明提供的加捻装置包括的加捻器的旋转加捻方向,请注意如前所述具体实施时所有加捻器的旋转加捻方向和旋转加捻的转速都是可以通过切换相应电机的转向和改变相应电机的转速进行自由的切换和精确的转速调控的。注意虽然图11仅示意了两道加捻器,但在实际实施时也完全可以再增设第三、第四甚至更多道加捻器,甚或在这些后续的加捻器之间设置作为原料传递输送的中间媒介的所述旋转体,只需所有加捻器对多股线进行旋转加捻的捻向一致就可以。事实上对本发明来说所有旋转体就是加捻装置中除第一道加捻器以外的其他加捻器的原料多股线的来源,需要指出的是图2、图3、图5、图7和图10当中的双波浪线是用来省略展示零部件的不重要部分和无需完整展示的多股线及加捻多股线的。最后再说明一下本说明书中的“多股线”和“加捻多股线”这两个术语,所述“多股线”可以是来自多个原料线筒4的多股原料线共同通过集线环12合并而成还没有经过加捻的多股线,也可以是经过加捻后螺旋状缠绕在一起的加捻多股线8,毕竟所谓“加捻多股线”其实也是属于术语“多股线”范畴的。
28.[附图标记汇总]:0:加捻装置;1:第一道加捻器;100:橡胶滚轮;1001:空心套筒;101:旋转支架;1011:扭簧;1012:滑轮;1013:锥形滚轮;102:一号空心转轴;103:卷线筒;1023:传动轮;104:二号空心转轴;111:绕线导管;112:第一空心转轴;113:绕线筒;114:第二空心转轴;1123:传动轮;121:加捻转盘;1212:瓷环;122:第一号空心转轴;123:缠线筒;124:第二号空心转轴;1223:传动轮;125:空心导管;1313:空心旋转纡管;1311:钢领;1312:;钢丝圈;2:第二道加捻器;201:转盘;202:空心转轴;203:空心导管;204:瓷环;205:
传动轮;3:旋转体;4:原料线筒;5:加捻多股线筒:6:机架;7:原料线;8:加捻多股线;9:电机;10:传动带;11:液压缸;12:集线环;13:支架;14:辊筒。
具体实施方式
[0029]
接下来用几个具体的典型实施例并结合前述“背景技术”、“发明内容”和“附图说明”三节的内容对本发明进行详细描述。
[0030]
具体地说,本发明提供的一种加捻装置如图11、图1、图4、图6、图8和图9所示与目前公开的加捻技术方案一样,也是用来对输入所述加捻装置0的多股线实施旋转加捻操作从而使输入所述加捻装置0的多股线产生捻回,被所述加捻装置0实施旋转加捻操作的多股线可以从所述加捻装置0输出然后被卷绕收集成最终成品加捻多股线筒5。如图11所示并参考除图10以外的所有说明书附图,本发明提供的所述加捻装置与目前公开的加捻技术方案的不同之处首先在于:“所述加捻装置0采用将输入所述加捻装置0的由多股原料线7组成的多股线夹紧并使所述多股线旋转的方式来对输入所述加捻装置0的多股线实施第一道加捻操作从而使之成为产生捻回的加捻多股线8,所述加捻装置0还通过旋转缠绕的方式卷绕收集输入所述加捻装置0并被实施所述第一道加捻操作后生成的加捻多股线8,通过旋转缠绕的方式被卷绕收集在一处的加捻多股线8形成一个中空贯通的旋转体3,卷绕收集在所述旋转体3上的加捻多股线8可以从所述旋转体3上解绕下来并从所述旋转体3的中空贯通部分输出至所述旋转体3之外,输出至所述旋转体3之外的加捻多股线8会被所述加捻装置0再次采用将所述加捻多股线8夹紧并使所述加捻多股线8旋转的方式实施第二道加捻操作,所述第二道加捻操作与所述第一道加捻操作产生的捻回的捻向一致。”如图1、图4、图6、图8和图9所示所述旋转体3在本发明中是作为第二道加捻操作的多股线原料输出来源,也即经过所述第一道加捻操作后生成的加捻多股线作为第二道加捻操作的原料是暂存于所述旋转体的,就好比第一道加捻操作的原料多股线是来源于一个或多个原料线筒一样。不直接收集由第一道加捻操作生成的加捻多股线8并将其卷绕成最终成品加捻多股线筒的原因是原料多股线仅仅经过一道加捻操作所实现的加捻程度往往还不能够满足商品化加捻多股线的加捻程度要求,所以本发明设置这一独特的中空贯通的旋转体3作为两道加捻操作之间的中间原料传递输送媒介,如上所述第二道加捻操作产生的捻回的捻向与所述第一道加捻操作一致,如此则多股原料线经过至少两道加捻操作一般都可以达到商品化加捻多股线的加捻程度要求,当然本发明也不排除在提供的加捻装置中设置第三甚至更多道加捻操作,只需所有加捻操作产生的捻回的捻向一致即可。参考图1、图4、图6、图8和图9,本发明之所以是令旋转体3上的加捻多股线8解绕下来之后从所述旋转体3的中空贯通部分向旋转体3之外输出是因为通过旋转缠绕方式收集加捻多股线8势必涉及到驱动所述旋转体3的持续旋转,故而倘若加捻多股线8从所述旋转体3的外部盘旋输出的话肯定会与所述旋转体3的旋转驱动装置产生干涉。为有效执行所述第一道加捻操作和所述第二道加捻操作,如图1、图4、图6、图8、图9和图11所示,本发明提供的所述加捻装置包括了对输入所述加捻装置的多股线实施所述第一道加捻操作的第一道加捻器1和对所述加捻多股线8实施所述第二道加捻操作的第二道加捻器2。之所以设置第二道加捻器来执行所述第二道加捻操作,除了前述增强对输入加捻装置的多股线的加捻效果之外,还有一个原因是在实践过程中发明人发现所述加捻多股线8从所述旋转体3上盘旋解绕下来之时由于旋转解绕的旋转方向的缘故会
出现已经产生的捻回退解从而削弱所述第一道加捻操作的加捻效果的情况,故而在加捻装置中增设一道产生的捻回的捻向与第一道加捻操作的捻回捻向相同的第二道加捻操作至少可以抵消加捻多股线从旋转体3上解绕下来时产生的捻回退解。
[0031]
作为上述技术方案的一种可选的实施方案,如图1指示的第一实施例所示并参考图2,第一实施例的所述加捻装置0包括的所述第一道加捻器1是采用直接夹紧的方式夹紧输入所述加捻装置0的多股线并使所述多股线旋转从而实施所述第一道加捻操作的。所述直接夹紧也即将输入所述加捻装置0的多股线以两个物件合拢以后将所述多股线紧密夹持着夹紧,如第一实施例采用一对橡胶滚轮100来实现对多股线或已加捻生成的加捻多股线8的直接夹紧。参考图11显而易见在夹紧所述多股线的同时使所述多股线旋转就可以对所述多股线实施加捻从而产生捻回,采用所述直接夹紧的实施方案的优点是对所述多股线的夹紧效果简单牢靠。
[0032]
作为上述可选实施方案的一种优选的实现方式,所述第一道加捻器1将采用弹性材质的滚轮直接夹紧输入所述加捻装置的多股线并使所述多股线旋转从而实施所述第一道加捻操作,如图1所示并参考图2本发明的第一实施例就采用了弹性材质的一对所述橡胶滚轮100。采用弹性材质的好处是令夹紧所述多股线的物件充分接触从而确保夹紧效果。
[0033]
作为上述技术方案的另一种可选的实施方案,如图4、图6、图8和图9所示,所述加捻装置0包括的所述第一道加捻器1将采用使受到牵引力作用的输入所述加捻装置0的多股线折弯的方式来实现对所述多股线的夹紧效果并使所述多股线旋转从而实施所述第一道加捻操作。如前所述几乎所有类型的加捻机设备都包括对从加捻装置加捻输出后的加捻多股线进行主动牵引收集然后卷绕成最终成品的加捻多股线筒的“收集卷绕装置”,故而输入加捻装置的多股线以及加捻过程中生成的加捻多股线实际上始终都是处于被牵引的状态从而处处存在轴向的拉力,多股线或加捻多股线折弯以后在折弯部位两边的轴向拉力的合力的反作用力就可以径向作用于多股线或加捻多股线从而实现旋转加捻所需的夹紧效果。采用令多股线折弯来实现夹紧效果的实施方案的优点是可以巧妙的利用所述收集卷绕装置产生的牵引力而不必设置直接夹紧的机械机构,缺点是当多股线和加捻多股线在其折弯部位打滑时会影响其对多股线的夹紧效果,这就需要确保所述多股线和所述加捻多股线持续受到足够大的牵引力作用。
[0034]
作为上述直接夹紧多股线的实施方案的一种可选的实现方式,如图1和图2指示的第一实施例所示,所述第一道加捻器1将包括一根中空贯通的供输入所述加捻装置的多股线穿入的一号空心转轴102,所述多股线从所述一号空心转轴102的一端开口穿入所述一号空心转轴102的中空内部并从所述一号空心转轴102的另一端开口穿出,所述第一道加捻器1还包括一对紧固于所述一号空心转轴102上的紧贴在一起的有弹性的橡胶滚轮100,穿入所述一号空心转轴102的所述多股线会被一对所述橡胶滚轮100紧密夹持着夹紧并随着所述一号空心转轴102以及所述橡胶滚轮100一起旋转从而实现对所述多股线实施所述第一道加捻操作并生成所述加捻多股线8。在这种实现方案中,如图1和图2所示,当所述一号空心转轴102带动一对所述橡胶滚轮100开始旋转时实际上就已经对穿入所述一号空心转轴102的多股线实施了旋转加捻使其产生捻回成为加捻多股线8了。所述一号空心转轴102的作用一是将输入所述加捻装置的多股线引入所述第一道加捻器和将所述多股线引入至一对所述橡胶滚轮100处,二是在相应的电机9和传动带10驱动下带动直接夹紧多股线的所述
橡胶滚轮100持续旋转从而对所述多股线实施旋转加捻操作。采用一对橡胶滚轮来直接夹紧多股线一来可以利用橡胶的弹性来充分夹紧所述多股线,二来橡胶滚轮可以自由滚动不会妨碍旋转加捻后生成的加捻多股线8离开橡胶滚轮进而收集到后续的旋转体3之上。如图1和图2所示,所述第一道加捻器1还包括与所述一号空心转轴102紧固为一体的旋转支架101,所述旋转支架101在本发明当中是用来引导加捻多股线引至旋转体3的,具体实施时所述旋转支架101可以加装供加捻多股线穿入的导管或者是如第一实施例包括的用来引导加捻多股线行进的滑轮1012等机构。如图1和图2所示,所述加捻装置0还包括二号空心转轴104以及紧固套装于所述二号空心转轴104之上的中空贯通的卷线筒103,由所述第一道加捻器1生成的所述加捻多股线8会经由所述旋转支架101紧密缠绕在所述卷线筒103之上,所述二号空心转轴104以及紧固套装于其上的所述卷线筒103在相应的电机9和传动带10驱动下会配合所述一号空心转轴102以及所述旋转支架101进行旋转,所述旋转支架111与所述卷线筒103之间的旋转速度存在差异从而使离开所述旋转支架101的所述加捻多股线8通过旋转缠绕的方式卷绕收集在所述卷线筒103之上形成一个中空贯通的所述旋转体3。卷绕收集在所述卷线筒103之上的加捻多股线8可以从所述卷线筒103之上解绕下来并从所述卷线筒103和所述二号空心转轴104的中空贯通内部被持续牵引输出至所述第一道加捻器1之外,这个过程也就是加捻多股线8从旋转体3上解绕下来并从旋转体3的中空贯通内部输出,如图1所示持续牵引的动力来源于前述的加捻机普遍装备的所述收集卷绕装置。所述二号空心转轴104的作用一是带动所述卷线筒103配合所述旋转支架101的旋转从而将加捻多股线8卷绕收集在卷线筒103之上形成所述旋转体3,二是其中空贯通的内部提供一条从旋转体3上解绕下来的加捻多股线8离开旋转体3的通路。在本实现方式中,卷绕收集在所述旋转体3上的加捻多股线8必须是要紧密地缠绕在所述卷线筒103之上,如此才可以确保所述卷线筒103与旋转支架101之间的旋转速度差可以形成足够的牵引力使加捻多股线被持续牵引卷绕在所述卷线筒103之上形成所述旋转体3。具体的来说,当旋转支架101的旋转速度大于卷线筒103的旋转速度且两者的转向一致时加捻多股线8就是被所述旋转支架101主动缠绕在卷线筒103之上,而当卷线筒103的同转向旋转速度大于旋转支架101的旋转速度时所述加捻多股线8则主要是被所述卷线筒103持续牵拉并缠绕在卷线筒103之上的。具体实施时,所述第一道加捻器在初始化时需要操作人员手工旋转一号空心转轴102从而带动一对所述橡胶滚轮100旋转进而对多股线实施旋转加捻然后手工牵拉加捻多股线8经过旋转支架101在卷线筒103上紧密缠绕多圈形成一个致密卷绕起来的旋转体3,如此就可以确保所述第一道加捻器1在加捻装置开动以后顺利实施所述第一道加捻操作并向所述第二道加捻器2输出加捻多股线8。当然操作人员还需手工将原料线7穿过图1下方的集线环穿入一号空心转轴102和一对所述橡胶滚轮100,还要手工从紧密绕制好的旋转体3上解绕下一段足够长的加捻多股线经由二号空心转轴104穿过第二道加捻器2并在成品加捻多股线筒5上紧密缠绕多圈直至收集卷绕装置开动以后可以持续有效地牵引加捻多股线8卷绕在成品加捻多股线筒5之上。在本实现方式中,如图1所示并参考图3,输出至所述第一道加捻器1之外的所述加捻多股线8会接受所述第二道加捻器2实施的所述第二道加捻操作,如前所述第二道加捻操作可以进一步对所述加捻多股线8实施旋转加捻从而增强和确保最终成品的加捻程度,也可以抵消所述加捻多股线8从旋转体3上解绕下来时的捻回退解,因为所述第二道加捻操作产生的捻回的捻向是与所述第一道加捻操作产生的捻回捻向是相同的。
[0035]
作为上述采用使受到牵引力的多股线折弯的方式来实现多股线旋转加捻所需的夹紧效果的实施方案的一种可选的实现方式,如图4和图5指示的第二实施例所示,所述第一道加捻器1会包括一根中空贯通的供输入所述加捻装置的多股线穿入的第一空心转轴112,所述多股线从所述第一空心转轴112穿出后折弯穿入一根与所述第一空心转轴112紧固在一起的绕线导管111,如前所述多股线在其折弯处就会被夹紧,所述第一空心转轴112与所述绕线导管111可以在相应的电机9和传动带10的驱动下进行旋转从而对所述多股线实施所述第一道加捻操作,如此则本实现方式的第一道加捻器1就是凭借所述第一空心转轴112与所述绕线导管111将多股线引入第一道加捻器内并使其发生折弯且通过旋转使其产生了捻回,事实上位于多股线折弯处之前的被引入所述第一空心转轴112的多股线在第一空心转轴112与绕线导管111旋转起来之后就被实施了旋转加捻产生了捻回成为了加捻多股线8。本实现方式提供的所述加捻装置0如图4和图5所示还包括一根中空贯通的第二空心转轴114和紧固套装于所述第二空心转轴114上的中空贯通的绕线筒113,穿入所述第一空心转轴114和所述绕线导管111的所述多股线被实施所述第一道加捻操作后成为加捻多股线8并从所述绕线导管111的一端开口输出,从所述绕线导管111的一端开口输出的所述加捻多股线8会紧密缠绕在所述绕线筒113之上,所述第二空心转轴114以及紧固套装于其上的所述绕线筒113会配合所述第一空心转轴112以及所述绕线导管111在相应的电机9和传动带10驱动下进行旋转,所述绕线导管111与所述绕线筒113之间的旋转速度存在差异从而使从所述绕线导管111的一端开口输出的所述加捻多股线8通过旋转缠绕的方式卷绕收集在所述绕线筒113之上形成一个中空贯通的所述旋转体3。如图4和图5所示并参考图1和图2,第二空心转轴114与绕线筒113的作用其实与前述实现方式当中的二号空心转轴104与卷线筒103的作用是一致的,都是利用旋转速度差异来使得第一道加捻操作后生成的加捻多股线8被卷绕收集在一起形成中空贯通的所述旋转体3,本实现方式中的第一空心转轴112与绕线导管111的作用其实也与前述实现方式当中的一号空心转轴102与旋转支架101一致,区别仅仅在于前述实现方式是采用直接夹紧的方式实现旋转加捻必需的对多股线的夹紧效果而在本实现方式中是让第一空心转轴112与绕线导管111迫使多股线折弯来实现夹紧效果的。当然,在本实现方式中与第一实施例一样,加捻多股线8在绕线筒113上的紧密缠绕无论是在所述加捻装置开机启动初始化之时和对多股线实施第一道加捻操作之时都是必须的,因为要持续保持对穿入第一空心转轴的多股线和加捻多股线8的牵引力。与前述实现方式类似,如图4和图5所示在本实现方式中卷绕收集在所述绕线筒113之上的加捻多股线8可以从所述绕线筒113之上解绕下来并从所述绕线筒113和所述第二空心转轴114的中空贯通内部被持续牵引输出至所述第一道加捻器1之外,这个过程也就是加捻多股线8从旋转体3上解绕下来并从旋转体3的中空贯通内部输出,所述持续牵引的力量如图4所示也同样是来源于前述加捻机配备的收集卷绕装置,输出至所述第一道加捻器1之外的所述加捻多股线8会接受所述第二道加捻器2实施的所述第二道加捻操作,目的也是为了增强加捻的效果以及抵消可能的捻回退捻现象。
[0036]
作为上述采用使受到牵引力的多股线折弯的方式来实现多股线旋转加捻所需的夹紧效果的实施方案的另一种可选的实现方式,如图6和图7所示的第三实施例所示,所述第一道加捻器1会包括一根中空贯通的第一号空心转轴122以及与所述第一号空心转轴122紧固为一体的一个加捻转盘121,所述加捻转盘121的旋转轴心线与所述第一号空心转轴
122的旋转轴心线重合,如此则第一号空心转轴122在自己本身被专属的电机9和传动带10驱动旋转之后就可以驱动所述加捻转盘121持续旋转。本实现方式中所述加捻装置还包括一根中空贯通的第二号空心转轴124以及紧固套装在所述第二号空心转轴124之上的一个中空贯通的缠线筒123,如此则所述第二号空心转轴124在专属的电机9和传动带10驱动下就可以带动所述缠线筒123持续旋转,所述第二号空心转轴124插装在所述第一号空心转轴122的中空内部,所述缠线筒123位于所述加捻转盘121的内部中心位置。输入所述加捻装置的所述多股线将经由所述加捻转盘121的边沿向所述加捻转盘121的内部中心折弯后紧密缠绕在所述缠线筒123之上,如此则在所述加捻转盘121的边沿折弯的多股线在加捻转盘121的边沿折弯处就会受到持续不断的牵引力,所述第一号空心转轴122与所述加捻转盘121可以进行旋转从而对所述多股线实施所述第一道加捻操作,本实现方式中的第一号空心转轴122实际上是起到了一个驱动所述加捻转盘121旋转的作用,输入所述加捻装置的所述多股线经由所述加捻转盘121旋转加捻生成的加捻多股线8在所述加捻转盘121的边沿折弯后紧密缠绕在所述缠线筒123之上,如图6和图7所示并参考图11,实际上输入所述加捻装置的多股线在当所述加捻转盘121开始旋转之后就被旋转加捻并产生了捻回成为加捻多股线8,也即位于所述加捻转盘121边沿之前的输入所述加捻装置的多股线在当加捻转盘121旋转之后即成为被施加了捻回的加捻多股线8。当然和前述采用绕线导管111和绕线筒113的实现方式类似,加捻多股线8在所述缠线筒123上的紧密缠绕在所述第一道加捻器的开机启动初始化之时以及所述加捻装置开工后对原料多股线实施旋转加捻的工作之时都是必须的,因为要持续保持对经由加捻转盘121折弯的多股线和加捻多股线8的牵引力。所述第二号空心转轴124以及紧固套装于其上的所述缠线筒123会配合所述第一号空心转轴122以及所述加捻转盘121进行旋转,所述加捻转盘121与所述缠线筒123之间的旋转速度存在差异从而使经由所述加捻转盘121边沿向所述加捻转盘121的内部中心折弯的所述加捻多股线8得以通过旋转缠绕的方式卷绕收集在所述缠线筒123之上并且形成一个中空贯通的所述旋转体3。事实上本实现方式中所述旋转体3的旋转缠绕的生成原理与前述的绕线导管111与绕线筒113,以及旋转支架101与卷线筒103之间的利用旋转速度差异来卷绕收集加捻多股线8的原理是一致的。与前述两个实现方式相似,在本实现方式中,如图6和图7所示卷绕收集在所述缠线筒123之上的加捻多股线8可以从所述缠线筒123之上解绕下来并从所述缠线筒123和所述第二空心转轴124的中空贯通内部被持续牵引输出至所述第一道加捻器1之外,这个过程也就是加捻多股线8从旋转体3上解绕下来并从旋转体3的中空贯通内部输出,持续牵引的牵拉动力也同样是来源于装备了所述加捻装置的加捻机的加捻多股线8的收集卷绕装置,如图6和图7所示然后输出至所述第一道加捻器1之外的所述加捻多股线8会接受所述第二道加捻器2实施的所述第二道加捻操作,同样也是为了往加捻多股线8上增加捻回以增强加捻程度以满足商品化加捻多股线的加捻品质要求以及为了抵消源自加捻多股线8从旋转体3上解绕下来时可能的捻回退解。本实现方式当中的第一号空心转轴122与前述两个实现方式当中的一号空心转轴102和第一空心转轴112的不同之处在于,第一号空心转轴122的中空内部容纳了生成旋转体3所需的转轴而且没有引导输入加捻装置的多股线至折弯处,在本实现方式中输入第一道加捻装置1的多股线是直奔令其折弯的加捻转盘121的边沿处而去的,没有经由空心转轴的引导。上述三种实现方式充分说明了本发明技术方案的实施可行性和多样性。
[0037]
作为上述采用使受到牵引力的多股线折弯的方式来实现多股线旋转加捻所需的夹紧效果的实施方案的另外一种可选的实现方式,如图8至图10展示的第四和第五实施例所示,与上述三种实现方式存在的明显不同之处在于第四和第五实施例采用的所述加捻装置0包括的第一道加捻器1会是一个环锭纺加捻组件,具体地说,所述第一道加捻器1包括一根中空贯通的空心旋转纡管1313,所述空心旋转纡管1313插装在一个圆环形的钢领1311的内部中心位置,所述钢领1311具有“工”字形的横截面并且所述钢领1311上还卡装有一个钢丝圈1312,所述钢丝圈1312上具有缺口而且所述钢丝圈1312的弹性可以确保所述钢丝圈1312可以通过弹性撑大所述缺口从而卡装在所述钢领1311之上不至于从所述钢领1311上滑脱,卡装在所述钢领1311上的所述钢丝圈1312可以围绕圆环形的所述钢领1311进行整圈的自由滑行。输入所述加捻装置的多股线会穿入所述钢丝圈1312并经由所述钢丝圈1312向圆环形的所述钢领1311的内部中心折弯然后紧密缠绕在所述空心旋转纡管1313之上。所述第一道加捻器1还包括可以紧密夹持多股线并将其输入所述加捻装置的辊筒机构,如图8至图10所示该辊筒机构就是所述一对辊筒14,所述辊筒机构利用辊筒紧密夹持着所述多股线并利用所述辊筒的旋转速度来控制输送给所述第一道加捻器1实施旋转加捻操作的多股线的输送速度。所述第一道加捻器1包括的所述空心旋转纡管1313可以在被自己专属的电机9和传动带10驱动下通过持续地旋转从而带动经由所述钢丝圈1312折弯的所述多股线围绕所述辊筒机构的多股线输出口持续旋转从而实现所述第一道加捻操作并生成所述加捻多股线8。所述多股线由于受到空心旋转纡管1313的牵拉以后会产生轴向的拉力,如前所述多股线在钢丝圈1312的折弯处就会被夹紧,而且经由所述钢丝圈1312折弯的多股线由于受到所述空心旋转纡管1313的牵拉会与钢丝圈1312一起在所述钢领1311上高速旋转,所以实际上位于所述辊筒机构和钢丝圈1312之间的输入本实现方式的第一道加捻器1的多股线在空心旋转纡管1313开始旋转之后就成为了被实施旋转加捻产生了捻回的加捻多股线8。在本实现方式中,如图8至图10所示所述加捻多股线8经由所述钢丝圈1312向所述钢领1311内部中心折弯后紧密缠绕在所述空心旋转纡管1313之上,所述空心旋转纡管1313 通过旋转缠绕的方式持续牵拉所述加捻多股线8并将所述加捻多股线8卷绕收集在所述空心旋转纡管1313之上形成一个中空贯通的所述旋转体3,与前述所有实现方式一样,加捻多股线8在所述空心旋转纡管1313上的紧密缠绕也是所述第一道加捻器1开机启动初始化之时以及实施第一道加捻操作所必需的,因为只有加捻多股线8在空心旋转纡管1313上的紧密缠绕才能产生对输入第一道加捻器1的多股线和加捻多股线8持续的牵拉力才能实现多股线或加捻多股线8在钢丝圈1312上折弯处的夹紧效果。如图8至图10所示事实上本实现方式的旋转加捻方式与传统的环锭纺细纱机的环锭纺加捻组件是完全相同的,本实现方式与普通的环锭纺加捻组件的不同之处就仅仅在于卷绕收集在所述空心旋转纡管1313之上的加捻多股线8可以从所述空心旋转纡管1313之上解绕下来并从所述旋转体3和所述空心旋转纡管1313的中空贯通内部被持续牵引输出至所述第一道加捻器1之外,这个过程也就是加捻多股线8从旋转体3上解绕下来并从旋转体3的中空贯通内部输出,然后输出至所述第一道加捻器1之外的所述加捻多股线8会接受所述第二道加捻器2实施的所述第二道加捻操作。普通的环锭纺加捻组件的纡管一般都不是空心的也不会让纡管上的加捻多股线从其上解绕下来并从其中空内部输出,本发明采用可以让加捻多股线从中空内部输出的空心的纡管之后就可以使普通环锭纺细纱机的管纱免除了背景技术一节提及的“络筒”工序直接连续的卷绕收集
为成品而且还可以通过后续的加捻器进一步增强加捻效果。本实现方式的第二道加捻操作同样也是为了往加捻多股线8上增加捻回以增强加捻程度和用于抵消源自加捻多股线8从旋转体3上解绕下来时可能的捻回退解。对于本发明提供的加捻装置来说,第二道加捻器完全可以采用上述所有实现方式或者其他任何类型的夹紧然后旋转的加捻方式。
[0038]
作为本发明技术方案的一种可选的实施方案,如图3所示并参考图1、图4、图6、图8和图9所述加捻装置0包括的所述第二道加捻器2可以采用使受到牵引力作用的所述加捻多股线8折弯的方式来实现对所述加捻多股线8的夹紧效果并使所述加捻多股线8旋转从而实施所述第二道加捻操作。注意对于本发明来说所述第二道加捻器2也完全可以采用直接夹紧并旋转的方式来执行第二道加捻操作。
[0039]
本发明还提供一种加捻机,如图1、图4、图6、图8和图9所指示的五个实施例所示,包括对多股原料线7实施加捻操作并输出的加捻装置0和用于安装所述加捻装置的机架6,与普通加捻机不同的则是本发明提供的所述加捻机是采用本发明提供的所述加捻装置0来对输入加捻装置的多股线实施旋转加捻操作的,如此则输入加捻装置0的多股线在经过所述第一道加捻器的旋转加捻之后在所述加捻机装备的收集卷绕装置的持续牵拉下会被引向所述第二道加捻器甚至更多道加捻器增强加捻效果从而实现商品化的加捻品质并且经过所有加捻操作之后就可以由所述收集卷绕装置直接将所述加捻多股线8卷绕成最终成品加捻多股线筒5。
[0040]
注意以上描述的具体实施方式并不是用以限制本发明的实施方式的,本发明在具体实施时肯定还有多种可能的实现方式和各种优化与改进,比方说在卷线筒103、绕线筒113、缠线筒123和空心旋转纡管1313上设置一圈环形凹陷以便于多股线稳固卷绕于其上不至于轻易松散解绕;或者加装各种传感器密切监控多股线在卷线筒103、绕线筒113、缠线筒123和空心旋转纡管1313上的盘绕圈数,根据传感器的参数动态调控所述旋转体3收集加捻多股线8的速度以及动态调控加捻装置0中空心转轴类零部件的转速等等,举凡是在本发明技术原理范围内所做的任何修改、替换和常规改进等,只要是基于本发明的技术原理的,均包含在本发明的权利要求书声明的专利权人的知识产权保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1