一种用于棉浆蒸煮的蒸煮球的制作方法
1.本发明涉及棉浆生产领域,具体涉及一种用于棉浆蒸煮的蒸煮球。
背景技术:
2.采用蒸煮球对亚麻纤维、棉纤维进行蒸煮是制备亚麻浆、棉浆过程中的一个重要步骤,所用的蒸煮球的直径(体积)较大,可达4米左右。传统蒸煮球在上料和卸料操作时都是由操作人员手动操作球盖完成,因此,操作时间长,劳动强度大,因此有必要针对该问题进行解决。
技术实现要素:
3.本发明提供了一种用于棉浆蒸煮的蒸煮球。
4.本发明采取的技术方案为:一种用于棉浆蒸煮的蒸煮球,其特征在于:包括蒸煮球,蒸煮球上设置有用于向蒸煮球内投加物料和将物料卸出的料口,料口处设置有球盖,球盖通过a装配组件和蒸煮球可拆卸式装配连接,蒸煮球通过转轴转动装配在安装座上,转轴贯穿蒸煮球布置,转轴为空心轴,转轴的轴腔和对蒸煮球内的物料进行加热的加热机构相连接。
5.具体的操作为:球盖包括盖体,盖体的长度尺寸大于宽度尺寸,盖体包括第一板体部和第二板体部,第一、二板体部叠合连接为一体,第一、二板体部的轮廓形状相似,第二板体部的轮廓尺寸和料口的轮廓尺寸保持一致,第一板体部的轮廓尺寸大于第二板体部的轮廓尺寸。
6.第一、二板体部在a平面上投影形状为腰型,记料口的中心点为a点,蒸煮球的中心点为b点,a直线为a点和b点的连接直线,a平面为垂直于a直线的平面。
7.a装配组件包括a组装单元,a组装单元包括用于与球盖可拆卸式连接配合的a1连接件,用于与蒸煮球的外表面可拆卸式连接配合的a2连接件,a1、a2连接件之间通过a装配调节件相连接,a装配调节件调节a1、a2连接件之间的间距。
8.a组装单元设置有两个,a组装单元对称分布在盖体的两侧。
9.第二板体部的外表面上设置有a1连接部,a1连接件和a1连接部采用卡扣的方式可拆卸式连接配合。
10.所述的a1连接部为第二板体部外表面上设置的a1连接槽的构成,a1连接槽的槽口设置成收口状,a1连接件由位于a1连接槽内的a连接块构成。
11.a2连接件由a横杆组成,a横杆的两端搭设在料口两侧的蒸煮球外壁面上,a横杆的中部设置有a通孔,a装配调节件包括a螺纹杆,a螺纹杆的一端与a连接块构成,a螺纹杆的中部穿插在a通孔内,a横杆外侧的a螺纹杆杆身上设置有a活动螺母,拧紧a活动螺母调整a连接块和a横杆之间的间距。
12.a1连接槽的槽长方向与盖体的长度方向保持一致,a1连接槽靠近盖体中心的一侧设置成封堵状,a横杆的两端设置有a1卡接槽,a1卡接槽的槽口指向蒸煮球的内部一侧,a1
卡接槽的槽长方向与盖体的长度方向保持一致,料口外侧的蒸煮球的外表面上设置环圈状的a凸条,a凸条在a平面上的投影呈腰型,a凸条上两直线的端部处记为a卡接处,a1卡接槽和a卡接处插接装配,a1连接槽对应a卡接处布置。
13.a连接块由六角螺栓头构成,六角螺栓头的对边宽度大小和a1连接槽的槽腔宽度相匹配。
14.a横杆的外表面上对称设置有两a2连接槽,a2连接槽的槽长方向和a横杆的长度方向保持一致,a2连接槽为收口槽,a2连接槽远离a横杆中部的端部设置成封堵状。
15.第二板体部的外表面设置有a连接耳,a连接耳垂直于第二板体部布置,a连接耳上设置有a装配孔/a装配轴,a装配孔/a装配轴的孔心线方向与盖体的宽度方向保持一致。
16.第一板体部的上表面上铺设有密封圈。
17.本发明提供的上述技术方案,可以用于实现蒸煮球上球盖的自动化装配和卸载,提高物料的添加和卸载的效率,降低劳动强度。
附图说明
18.图1为蒸煮球和球盖装配设备的装配示意图;图2为球盖在蒸煮球上装配完成后的俯视图;图3为球盖的结构示意图;图4为球盖的前视图;图5为球盖的侧视图;图6为球盖的俯视图;图7为球盖装配设备对球盖进行装配的结构示意图;图8为图7的前视图;图9为图7的侧视图;图10为夹装机构和调装机构的结构示意图;图11为夹盖机构和调盖机构的结构示意图;图12为b1支架升降调节组件调节b1升降支架进行抬升后的状态示意图;图13为b2支架升降调节组件调节b2升降支架进行下降后的状态示意图;图14为图13的局部右视图;图15为图14中a
‑
a剖视图;图16为a2、a3夹装部的结构示意图;图17为夹装单元的结构示意图;图18为图17的右视图;图19为图8中a组装组件和盖体分离后或装配前的结构示意图;图20为图19中a夹盖支架绕竖直方向自转90
°
后的结构示意图;图21为图20中盖体绕a装配轴转动至倾斜状后的结构示意图。
19.图中附图标记和部件的对应关系:100
‑
球盖装配设备、111
‑
a夹盖件、112
‑
a夹盖支架、113
‑
a转盘、114
‑ꢀ
a1抵靠升降调节件、115
‑
a1抵靠调节件、116
‑
a夹盖调节块、117
‑
a连接绳、118
‑
b1升降支架、119
‑
a2转动调节部、120
‑
a1夹装杆、121
‑
a1夹装块、122
‑
a1随动调节块、123
‑
a1活动件、124
‑
a活动梁、
125
‑
a螺母调节电机、126
‑
a升降调节杆、127
‑
a3过渡齿轮、128
‑
a升降过渡连接杆、129
‑
b21间距调节件、131
‑
a2夹持套、132
‑
a3套筒、133
‑
磁铁组件、134
‑
a3弹簧、135
‑
a3浮动弹片、136
‑
a3驱动齿轮、141
‑
b21横梁、142
‑
b21滑动套、143
‑
b22横梁、144
‑
b22滑动套、145
‑
a活动横杆、146
‑
b22间距调节件、150
‑
升降平台、151
‑
b2升降导杆、152
‑
b2支架升降调节组件、153
‑
b1升降导杆、154
‑
b1支架升降调节组件、155
‑
装配升降调节机构、200
‑
蒸煮球、201
‑
料口、210
‑
盖体、211
‑
a连接块、212
‑
a连接耳、213
‑
a装配轴、214
‑
a活动螺母、215
‑
a螺纹杆、216
‑
a1连接槽、217
‑
a横杆、218
‑
a2连接槽、219
‑
a1卡接槽、220
‑
转轴、230
‑
驱动轮、241
‑
a11侧、242
‑
a12侧。
具体实施方式
20.为了使本发明的目的及优点更加清楚明白,以下结合实施例对本发明进行具体说明。应当理解,以下文字仅仅用以描述本发明的一种或几种具体的实施方式,并不对本发明具体请求的保护范围进行严格限定。
21.本发明提供的技术方案中,除去特别说明的装置结构和方法,未进行详细说明的装置结构和方法,其均采用现有的市场上所使用的实现相同功能、目的的装置结构和方法进行实施,对于现有技术不在赘述。
22.如图1~6所示,一种用于棉浆蒸煮的蒸煮球200,包括蒸煮球200,蒸煮球200上设置有用于向蒸煮球200内投加物料和将物料卸出的料口201,料口201处设置有球盖,球盖通过a装配组件和蒸煮球200可拆卸式装配连接,蒸煮球200通过转轴220转动装配在安装座上,转轴220贯穿蒸煮球200布置,转轴220为空心轴,转轴220的轴腔和对蒸煮球200内的物料进行加热的加热机构相连接,转轴220的另一端设置有驱动轮230,驱动轮230为大齿轮。
23.具体的如图3、4、5所示,球盖包括盖体210,盖体210的长度尺寸大于宽度尺寸,盖体210包括第一板体部和第二板体部,第一、二板体部叠合连接为一体,第一、二板体部的轮廓形状相似,第二板体部的轮廓尺寸和料口201的轮廓尺寸保持一致,第一板体部的轮廓尺寸大于第二板体部的轮廓尺寸。第一、二板体部在a平面上投影形状为腰型,记料口201的中心点为a点,蒸煮球200的中心点为b点,a直线为a点和b点的连接直线,a平面为垂直于a直线的平面。a装配组件包括a组装单元,a组装单元包括用于与球盖可拆卸式连接配合的a1连接件,用于与蒸煮球200的外表面可拆卸式连接配合的a2连接件,a1、a2连接件之间通过a装配调节件相连接,a装配调节件调节a1、a2连接件之间的间距。a组装单元设置有两个,a组装单元对称分布在盖体210的两侧。第二板体部的外表面上设置有a1连接部,a1连接件和a1连接部采用卡扣的方式可拆卸式连接配合。
24.详细的操作为,所述的a1连接部为第二板体部外表面上设置的a1连接槽216的构成,a1连接槽216的槽口设置成收口状,a1连接件由位于a1连接槽216内的a连接块211构成。a2连接件由a横杆217组成,a横杆217的两端搭设在料口201两侧的蒸煮球200外壁面上,a横杆217的中部设置有a通孔,a装配调节件包括a螺纹杆215,a螺纹杆215的一端与a连接块211构成,a螺纹杆215的中部穿插在a通孔内,a横杆217外侧的a螺纹杆215杆身上设置有a活动螺母214,拧紧a活动螺母214调整a连接块211和a横杆217之间的间距。a1连接槽216的槽长方向与盖体210的长度方向保持一致,a1连接槽216靠近盖体210中心的一侧设置成封堵状,a横杆217的两端设置有a1卡接槽219,a1卡接槽219的槽口指向蒸煮球200的内部一侧,a1卡
接槽219的槽长方向与盖体210的长度方向保持一致,料口201外侧的蒸煮球200的外表面上设置环圈状的a凸条,a凸条在a平面上的投影呈腰型,a凸条上两直线的端部处记为a卡接处,a1卡接槽219和a卡接处插接装配,a1连接槽216对应a卡接处布置。a连接块211由六角螺栓头构成,六角螺栓头的对边宽度大小和a1连接槽216的槽腔宽度相匹配。a横杆217的外表面上对称设置有两a2连接槽218,a2连接槽218的槽长方向和a横杆217的长度方向保持一致,a2连接槽218为收口槽,a2连接槽218远离a横杆217中部的端部设置成封堵状。
25.第二板体部的外表面设置有a连接耳212,a连接耳212垂直于第二板体部布置,a连接耳212上设置有a装配孔/a装配轴213,a装配孔/a装配轴213的孔心线方向与盖体210的宽度方向保持一致。第一板体部的上表面上铺设有密封圈。具体的a螺纹杆215的上杆段设置截面为六边形的杆体。
26.本发明还提供了一种对上述盖体210进行自动化装配的设备,如图7所示,一种用于棉浆生产的球盖装配设备100,包括用于夹持盖体210的夹盖机构、用于对夹盖机构上的盖体210的姿态进行调整的调盖机构、用于夹持a装配组件的夹装机构、用于对夹装机构上夹持的a装配组件进行姿态调整实现盖体210和球体之间装配的调装机构,夹盖机构、调盖机构安装在b1升降支架118上,夹装机构、调装机构安装在b2升降支架上,b1、b2升降支架分别安装在升降平台150上。
27.具体的如图8、9、10所示,夹盖机构包括相对布置的两a夹盖件111,两a夹盖件111上分别设置有a夹盖孔,两a夹盖件111分别活动安装在a夹盖支架112上,a夹盖支架112上设置有a夹盖调节部,a夹盖调节部用于调节两a夹盖件111相互靠近和远离,使得a夹盖孔与盖体210(a连接耳212)上的a装配轴213的两端进行装配和分离。
28.a夹盖件111由立状布置的a板体构成,两a夹盖件111通过a压缩弹簧沿两a夹盖件111之间的间距方向浮动安装,a夹盖调节部包括沿水平方向滑动设置的两a夹盖调节块116,两a夹盖调节块116分别与两a夹盖件111相连接,调节两a夹盖调节块116水平移动实现两a夹盖件111相互靠近和远离的调节。调盖机构包括调节盖体210绕a装配轴213进行转动的a1转动调节部和调节盖体210绕竖直方向进行转动的a2转动调节部119。a装配轴213的两外侧分别记为a11侧和a12侧(图4中标号241、242的部位),a11侧盖体210的重量大于a12侧盖体210的重量,a板体下端的一拐角处设置a1/a2夹盖孔,a板体下端的另一拐角处用于抵靠a12侧的盖体210阻止a12侧的盖体210由水平位置向上翻转。
29.更为具体的操作,如图11、12、13、14所示,a1转动调节部包括a1抵靠调节件115,a1抵靠调节件115沿竖直方向活动安装在a夹盖支架112上,a1抵靠调节件115抵靠a12侧的盖体210使得盖体210绕a装配轴213进行转动,a夹盖支架112转动安装在b1升降支架118上,a1转动调节部调节a夹盖支架112进行转动。夹装机构包括夹装单元,所述的夹装单元包括用于夹装a横杆217的a1夹装部、用于夹装a螺纹杆215的a2夹装部、用于夹装a活动螺母214的a3夹装部,所述的调装机构包括用于调节a1夹装部与a横杆217进行装配和分离的a1调装部、用于调节a1连接槽216与a螺纹杆215下端的a连接块211进行装配和分离的a2调装部、用于调节a活动螺母214进行转动的a3调装部。a1夹装部包括两相对布置的a1夹装杆120,a1夹装杆120的下端设置有用于与a2连接槽218进行卡接装配的a1夹装块121,a1夹装杆120的上端与b2升降支架滑动装配,a1夹装块121由六角螺栓头构成,a1夹装块121的对边宽度大小和a2连接槽218的槽腔宽度相匹配,a1调装部用于调节两a1夹装杆120相互靠近和远离。a2
夹装部包括用于夹持a螺纹杆215的上端的a2夹持套131,a2夹持套131上设置有约束a螺纹杆215的上端从a2夹持套131内移出的a2约束件,a2约束件为磁铁组件133构成,a3夹装部包括a3套筒132,a3套筒132和a2夹持套131之间转动装配,a3套筒132内设置有a3浮动弹片135,a3浮动弹片135通过a3弹簧134浮动安装在a3套筒132内,a3弹簧134驱使a3浮动弹片135下移,a3套筒132上设置有a3驱动齿轮136,a3调装部与a3驱动齿轮136相连接,a2调装部调节a2夹紧件沿着a连接槽的槽长方向进行移动。
30.更为详细的操作为:b1升降支架118通过b1升降导杆153滑动安装在升降平台150上,b2升降支架通过b2升降导杆151滑动安装在升降平台150上,升降平台150上设置有调节b1升降支架118进行升降的b1支架升降调节组件154和调节b2升降支架进行升降的b2支架升降调节组件152,升降平台150通过装配升降调节机构155升降式装配;b1、b2支架升降调节组件152可以为气缸或电缸构成。
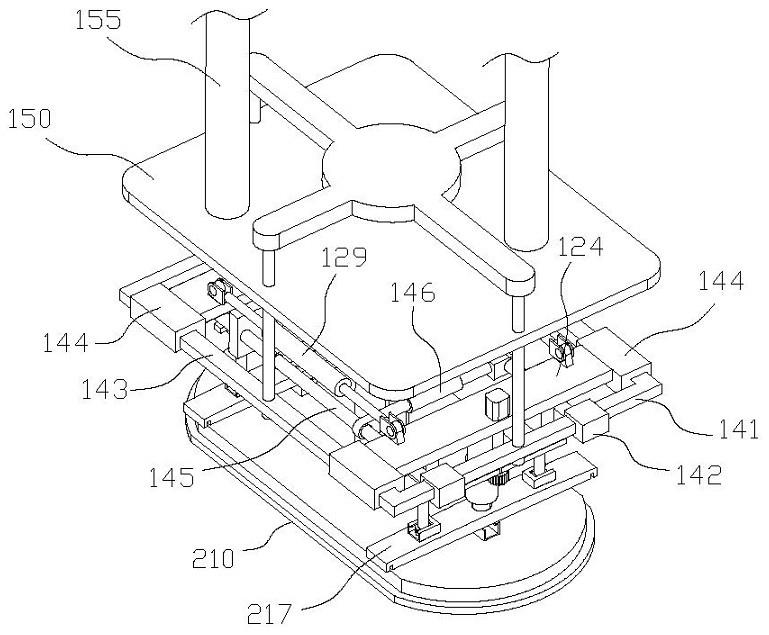
31.b2升降支架包括两b21横梁141和两b22横梁143,b21横梁141的长度方向与a横杆217的长度方向保持一致,b22横梁143与b21横梁141垂直布置;夹装单元对应两a组装单元设置有两个,夹装单元包括a活动梁124,a活动梁124的长度方向和b21横梁141的长度方向保持一致,a活动梁124的两端分别通过b22滑动套144滑动安装在两b22横梁143上,两a1夹装杆120分置于a活动梁124两端的下侧,两a1夹装杆120的上端分别固定安装在两a1随动调节块122上,两a1随动调节块122分别沿竖直方向滑动安装在两a1活动件123上,a1活动件123呈l型,a1活动件123沿a活动梁124的长度方向与a活动梁124滑动装配,a2夹持套131悬吊状固定安装在a活动梁124的中部,a活动梁124的中部安装有a螺母调节电机125,a螺母调节电机125的输出轴与a升降调节杆126相连接,a升降调节杆126的下端设置有与a3驱动齿轮136相啮合布置的a3过渡齿轮127,a升降调节杆126上设置有螺纹杆身段,螺纹杆身段上设置有a升降过渡螺母,a升降过渡螺母安装在水平布置的a升降过渡连接杆128的中部,a升降过渡连接杆128的两端分别与a1随动调节块122沿b21横梁141的长度方向滑动装配;两夹装单元上的a活动梁124通过b21间距调节件129相连接,两夹装单元上沿b22横梁143长度方向相对布置的两a1活动件123分别沿b22横梁143的长度方向与同一个a活动横杆145滑动装配,a活动横杆145设置有两个,a活动横杆145的两端分别通过b21滑动套142与两b21横梁141滑动装配,a活动横杆145的长度方向和b22横梁143的长度方向保持一致,两a活动横杆145通过b22间距调节件146相连接;具体的,b21、b22间距调节件146可以为调节气缸或电缸构成。
32.如图14、15、16所示,a夹盖支架112包括立状布置的a方形导管,a1抵靠调节件115滑动装配在a方形导管内,a方形导管包括两对应盖体210长度方向布置的a管壁和两对应盖体210宽度方向布置的b管壁,两a板体通过a压缩弹簧分别浮动安装在两a管壁的外侧,两a夹盖调节块116分别沿盖体210的长度方向通过弹簧浮动安装在两b管壁上,a1抵靠调节件115上对应b管壁布置的外表面上分别设置有a1抵靠槽,a1抵靠槽立状布置,a1抵靠槽由上至下依次包括a1槽段和a3槽段,a1槽段和a3槽段之间设置有a2槽段,a3槽段的槽深大于a1槽段的槽深,a2槽段的槽底倾斜布置且两端的槽深分别与a1、a3槽段的槽深保持一致,a1抵靠槽的槽底面与a夹盖调节块116滑动抵靠配合,两a夹盖调节块116通过a连接绳117与两a板体相连接,a1抵靠调节件115抵靠a夹盖调节块116向a方形管体外侧移动时、a板体向靠近a方形管体的一侧移动;
如图17、18所示,a夹盖支架112的上端固定装配在a转盘113上,a转盘113转动安装在b1升降支架118上,a转盘113上设置用于调节a1抵靠调节件115进行升降的a1抵靠升降调节件(可以为气缸或电缸);a夹盖调节块116对应a3槽段布置时,a夹盖孔和a装配轴213处于分离状态;a1抵靠调节件115相对于a夹盖调节块116下行过程中,a夹盖调节块116由a2槽段转至a1槽段时,a夹盖孔和a装配轴213完成装配,a1抵靠调节件115的下端与第一板体的上表面开始接触抵靠。a2转动调节部119可以为转动调节电缸构成,a转盘113上设置有转盘连接杆,转盘连接杆和转动调节电缸组成曲柄调节机构,用于调节a转盘113进行转动。
33.b1升降支架118位于b2升降支架的内部,b2升降导杆151位于b1升降导杆153的外侧,升降平台150的上表面设置b2支架升降调节组件152、下表面设置b1支架升降调节组件154,如图7、8所示。装配升降调节机构155为升降形成较大的调节组件,根据具体情况采用相应现有方式进行使用。
34.采用上述装配设备,在向蒸煮球200内投加棉纤维物料时,球盖装配设备100处如图21所示的状态,料口201处如向上布置的状态,并且通过装配升降调节机构155调节球盖装配设备100整体处于高位,对物料进入蒸煮球200内进行避让。当蒸煮球200内填充满物料后,通过装配升降调节机构155调整球盖装配设备100整体下降,使得盖体210通过料口201完全进入蒸煮球200内。然后调节盖体210绕a装配轴213转动,使得a21侧的盖体210向下翻转至水平布置的状态,亦即如图20所示状态,然后调节盖体210绕其竖直中心线转动90
°
,调整至图19所示的状态。随后抬升球盖,使得球盖对料口201进行封堵,球盖与料口201进行卡合后,调整两a活动梁124相互靠近,使得a螺纹杆215下端的a连接块211与a1连接槽216进行装配,a连接块211和a1连接槽216装配完成后,启动a螺母调节电机125,调节a活动螺母214拧紧转动使得a横杆217两端的a1卡接槽219与a卡接处进行卡接,使得球盖被a装配组件固定在料口201处的蒸煮球200上。然后调节两a1夹装杆120相互远离,使得a1夹装块121与a2连接槽218分离,然后调节两a活动梁124相互远离,使得a连接块211从a1连接槽216内脱离,调节两a夹盖件111相互远离与a装配轴213完全脱离,然后调节整个球盖装配设备100抬升与球盖相分离,对蒸煮球200的转动蒸煮进行避让。
35.在蒸煮球200进行卸料前,调整料口201处如向上布置的状态,调节球盖装配设备100下降与球盖相对应布置,调节两a活动梁124相互靠近,使得a连接块211进入a1连接槽216进行装配。然后调节两a1夹装杆120相互靠近,使得a1夹装块121与a2连接槽218进行装配,调节两a夹盖件111相互靠近与a装配轴213进行装配。然后启动a螺母调节电机125,调节a活动螺母214进行松动转动,从而将a横杆217抬升,a活动螺母214松动到位后,调节两a活动梁124相互远离,使得a连接块211从a1连接槽216内脱离,然后调节盖体210在蒸煮球200内下行,使得盖体210和球盖装配设备100处于图19所示的状态。然后调节球盖绕其竖直中心线反向转动90
°
,调整至图20所示的状态。然后调节盖体210绕a装配轴213转动,使得a21侧的盖体210向上翻转至倾斜布置的状态,亦即如图21所示状态。随后抬升球盖,使得球盖完全从蒸煮球200内移出并对蒸煮球200的转动卸料和上料进行避让。然后转动蒸煮球200进行卸料。卸料完成后,需要进行上料再重复上料操作步骤,如此重复。
36.本发明提供的技术方案,可有效实现盖体210的自动化装配,提高生产效率,降低劳动强度和生产成本。
37.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人
员来说,在不脱离本发明原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1