一种全纸桶底板的一级成型机构的制作方法
1.本实用新型涉及包装领域,特别涉及一种全纸桶底板的一级成型机构。
背景技术:
2.牛皮卡纸桶广泛应用于盛装化工原料、医药原料、食品等物品。
3.目前,市面上普遍使用的纸桶,纸桶的底板直接通过粘接固定在桶身的底部,底板与桶身的底部齐平。这种类型的纸桶搁置在地面或船舱,底板容易磨损或受潮,出现桶底破损甚至掉底的情况,若地面或船舱不平,纸桶的底板直接与凸起发生干涉,还导致纸桶搁置不稳,不能有效满足客户的使用需求。
4.通过将桶底板设计为盘状结构,固定设置在桶身的下部,且高于桶身的底部,可有效解决上述问题。然而,如何高效、精确的制备盘状结构的桶底板,是本领域技术人员需要解决的问题。
技术实现要素:
5.本实用新型的目的是针对现有技术的不足,提供一种全纸桶底板的一级成型机构,其结构简单、操作方便,可快速对桶底板进行压制成型。
6.本实用新型的技术方案是:一种全纸桶底板的一级成型机构,包括支架、压板,所述支架的上端设有支承圈,所述支承圈的顶面设有定位环槽,与支承圈的内空连通,所述压板呈圆形结构,且与支承圈的内空同心,该压板通过驱动机构驱动,沿竖直方向动作,与支承圈的内空侧壁形成间隙配合,压板的外周与支承圈的内空侧壁之前的间隙距离与桶底板的厚度相适应。
7.所述支架包括多根立柱、底座,所述立柱的下端与底座固定相连,各立柱的上端竖直朝上延伸,与支承圈形成固定连接。
8.所述底座呈环状结构,所述立柱的数量为三个,这三个立柱沿呈环状结构的底座的圆周均匀分布。
9.所述驱动机构为伸缩气缸,伸缩气缸的缸体固定设置在支承圈的上方,所述压板与伸缩气缸的活塞杆固定相连,由伸缩气缸驱动沿竖直方向动作。
10.所述支承圈上固定设有n形的安装架,所述伸缩气缸的缸体与安装架固定相连。
11.所述伸缩气缸的活塞杆自由端固定设有连接盘,所述压板位于连接盘的下方,且通过多颗螺栓穿过压板、连接盘,与螺母螺纹配合,形成固定连接。
12.所述支承圈的顶面通过螺栓安装有定位环,形成可拆卸式连接,该定位环的中心线与支承圈的中心线位于同一直线上,所述定位环的内空侧壁与支承圈顶面之间的空间构成定位环槽。
13.采用上述技术方案具有以下有益效果:
14.1、全纸桶底板的一级成型机构包括支架、压板。所述支架的上端设有支承圈,所述支承圈的顶面设有定位环槽,与支承圈的内空连通,定位环槽用于快速、精确的对待成型的
桶底板的外周形成支撑、定位,提高桶底板的成型效率,且有效降低人工劳动强度,且使待成型的桶底板的内圆部分悬空,满足桶底板成型条件。所述压板呈圆形结构,且与支承圈的内空同心,也即,支承圈的中心线与压板的中心线位于同一直线上。该压板通过驱动机构驱动,沿竖直方向动作,与支承圈的内空侧壁形成间隙配合,压板的外周与支承圈的内空侧壁之前的间隙距离与桶底板的厚度相适应,压板在驱动机构作用下,从上往下挤压桶底板的悬空部分,使桶底板的悬空部分下沉至支承圈的内空,待成型的桶底板的内圆和外周之间形成折痕,且逐渐的,待成型的桶底板的悬空部分带动外周部分脱离定位环槽,进入压板和支承圈之间的间隙空间中,使待成型的桶底板的外周相对于内圆弯折一定角度,至多90
°
,形成盘状的桶底板,完成成型作业。当桶底板成型完毕后,压板由驱动机构复位,即可将成型完毕的桶底板取出,得到成型的桶底板。
15.2、支承圈上固定设有n形的安装架,所述伸缩气缸的缸体与安装架固定相连,伸缩气缸的活塞杆的延伸端与压板固定相连,使支承圈充分暴露,方便人工将待成型的桶底板放置在定位环槽上,或者从支承圈上取下成型完毕的桶底板,避免安装架与桶底板发生干涉。
16.3、支承圈的顶面通过螺栓安装有定位环,形成可拆卸式连接,该定位环的中心线与支承圈的中心线位于同一直线上,所述定位环的内空侧壁与支承圈顶面之间的空间构成定位环槽,也即,可根据待成型的桶底板的尺寸,选择对应尺寸的定位环,并安装在支承圈的顶面,对不同尺寸的桶底板形成准确定位,满足对不同尺寸桶底板的成型需求,有效扩大成型机构的适应性。
17.下面结合附图和具体实施方式作进一步的说明。
附图说明
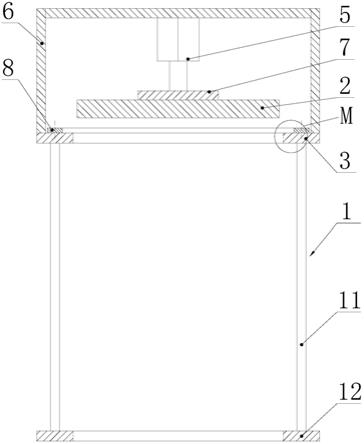
18.图1为本实用新型的结构示意图;
19.图2为图1的a
‑
a向剖视图;
20.图3为图2中m处放大图。
21.附图中,1为支架,11为立柱,12为底座,2为压板,3为支承圈,4为定位环槽,5为驱动机构,6为安装架,7为连接盘,8为定位环。
具体实施方式
22.参见图1至图3,为一种全纸桶底板的一级成型机构的具体实施例。全纸桶底板的一级成型机构包括支架1、压板2。所述支架1的上端设有支承圈3,本实施例中,支架1包括多根立柱11、底座12,所述立柱11的下端与底座12固定相连,各立柱11的上端竖直朝上延伸,与支承圈3形成固定连接,具体的,底座12呈环状结构,所述立柱11的数量为三个,这三个立柱11沿呈环状结构的底座12的圆周均匀分布,且通过螺纹配合固定在底座上。所述支承圈3的顶面设有定位环槽4,与支承圈3的内空连通,本实施例中,支承圈固定在三个立柱的上端,支承圈3的顶面通过螺栓安装有定位环8,定位环与支承圈之间形成可拆卸式连接,定位环8的中心线与支承圈3的中心线位于同一直线上,定位环8的内空侧壁与支承圈3顶面之间的空间构成定位环槽4,也即,通过更换不同尺寸的定位环,可以实现调节定位环槽尺寸的目的,以满足不同尺寸的待成型的桶底板支撑、定位的需求,当然,也可直接在支承圈的顶
面内侧加工得到定位环槽。所述压板2呈圆形结构,且与支承圈3的内空同心,该压板2通过驱动机构5驱动,沿竖直方向动作,与支承圈3的内空侧壁形成间隙配合,本实施例中,支承圈3上固定设有n形的安装架6,呈n形的安装架横跨设置在支承圈的上方,驱动机构5为伸缩气缸,伸缩气缸的缸体固定设置在支承圈3的上方,具体的,伸缩气缸的缸体与安装架6固定相连,伸缩气缸的活塞杆竖直朝下延伸,固定连接一连接盘7,压板2位于连接盘7的下方,且通过多颗螺栓穿过压板2、连接盘7,与螺母螺纹配合,形成固定连接,由伸缩气缸驱动沿竖直方向动作。压板2的外周与支承圈3的内空侧壁之前的间隙距离与桶底板的厚度相适应。
23.本实用新型的工作原理为,在初始状态,压板位于支承圈的上方。工作人员将待成型的牛皮卡纸制备的桶底板搁置在定位环槽中,桶底板的圆周与定位环槽的槽壁相适应,形成径向定位,桶底板的外周支承在定位环槽上,桶底板的内圆对应支承圈的内空,悬空。控制伸缩气缸,带动压板从上往下挤压桶底板的悬空部分,使桶底板的悬空部分下沉至支承圈的内空,待成型的桶底板的内圆和外周之间形成折痕,压板继续向下动作,待成型的桶底板的悬空部分带动外周部分脱离定位环槽,进入压板和支承圈之间的间隙空间中,若需要成型的折边与桶底板之间的夹角较大,则压板向下动作的行程较小,使桶底板的外周部分进入压板和定位圈之间的间隙空间中,若需要成型的折边与桶底板之间的夹角较小(最小为90
°
),则压板向下动作的形成较大,使桶底板的外周部分完全进入压板和定位圈之间的间隙空间中。形成盘状的桶底板后,完成成型作业。当桶底板成型完毕后,压板由驱动机构复位,即可将成型完毕的桶底板取出,得到成型的全纸桶底板。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1